NADCA 207 a soaking time
Zvláštním problémem posuzování záznamů o kalení je posouzení správného času a teploty austenitizační prodlevy. Podle NADCA 207 je tato fáze cyklu definována následovně:
Soaking Times
“With inserted thermocouples soak time shall be 30 minutes after Ts-Tc < 25°F (14°C), or 90 minutes maximum after Ts reaches the designated hardening temperature, whichever occurs first. Good heating practice means that soaking is more effective. Soaking is performed partly to equalize tool temperature but principally to dissolve carbides and increase effective alloy content of the matrix. This does not start until close to austenitizing temperatures. Too long a soak time increases the risk of sagging and can cause grain growth. A more common fault is too little soaking.”
NADCA 207:2025, strana 25
Jak si to vyložit? Základním problémem je, že DHT – Designated Hardening Temperature není teplota pece, ale teplota Ts. Není tedy rozhodující, jaká byla teplota na řídícím termočlánku pece, rozhodující je, aby Ts byla na požadované hodnotě definované NADCA 207 pro daný materiál. Pro náš příklad, pro ocel Dievar, je to 1010 °C.
Podmínka Ts – Tc < 25°F (14°C) vychází ze standardního výkladu, uváděného v normách pro leteckou výrobu.
Např. AMS 2773 – Heat Treatment Cast Nickel Alloy and Cobalt Alloy Parts
“Doba prodlevy začíná, když všechny snímače teploty pece dosáhnou specifikované nastavené hodnoty (SP), nebo pokud se používají vsázkové termočlánky (viz 8.4.3), když nejchladnější vsázkový termočlánek dosáhne požadované teploty (SP) mínus příslušná tolerance pece”.
Požadované toleranční pole pro kalení dle NADCA 207, s odkazem na CQI-9 nebo AMS 2759/x je +/- 14 °C. Nejchladnějším termočlánkem logicky je termočlánek měřící teplotu v jádře Tc. Jakmile tedy tento termočlánek překročí teplotu TSP – 14°C = 996°C, teoreticky může začít odpočet času. Protože ale současně musí být splněna podmínka Ts = TDHT, tedy že měřený kus je na teplotě 1010 °C předepsané NADCA-207, programovací systém musí vyřešit následující varianty:
- Ts < TDHT a současně Ts – Tc > 14 °C, odpočet nesmí začít
- Ts < TDHT a současně Ts – Tc < 14 °C, odpočet nesmí začít
a
- Ts = TDHT a současně Ts – Tc > 14 °C, započne odpočet 90 minut
- Ts = TDHT a současně Ts – Tc < 14 °C, započne odpočet 30 minut
Na obr. č. 1 je popis ideálního stavu. Všechny teploty Ts, Tc, TSP a TDHT se nám scházejí do jedné hodnoty. Ideální, ale v praxi neobvyklé.
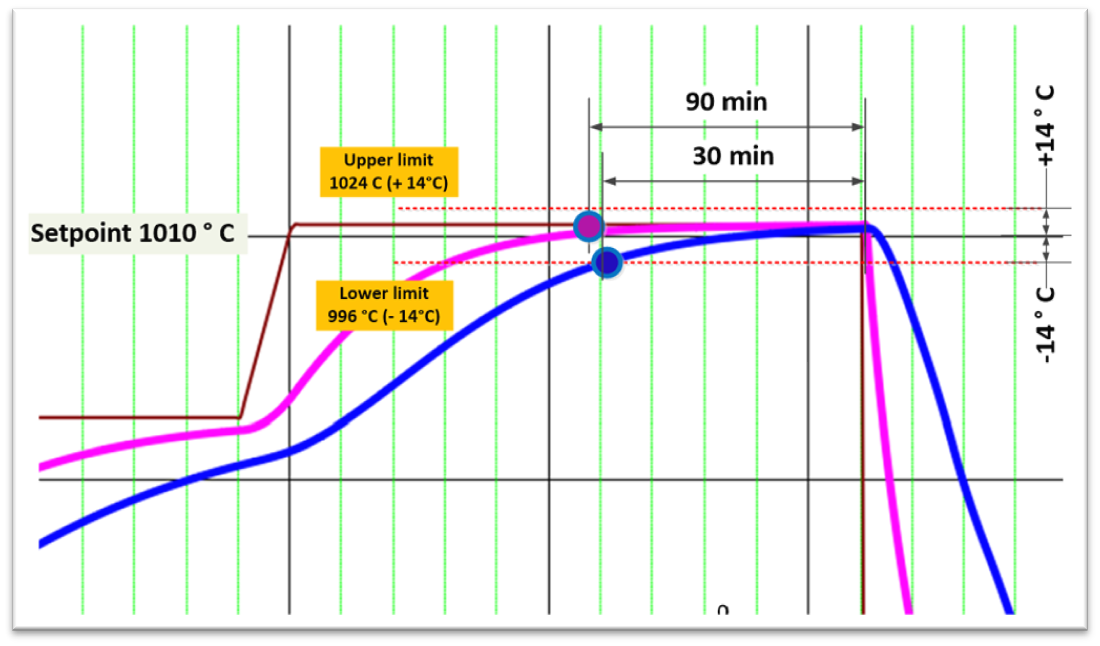
Obr. č. 1 – Ideální stav kalibrace pece, kdy máme souběh teplot Ts, Tc, TSP a TDHT
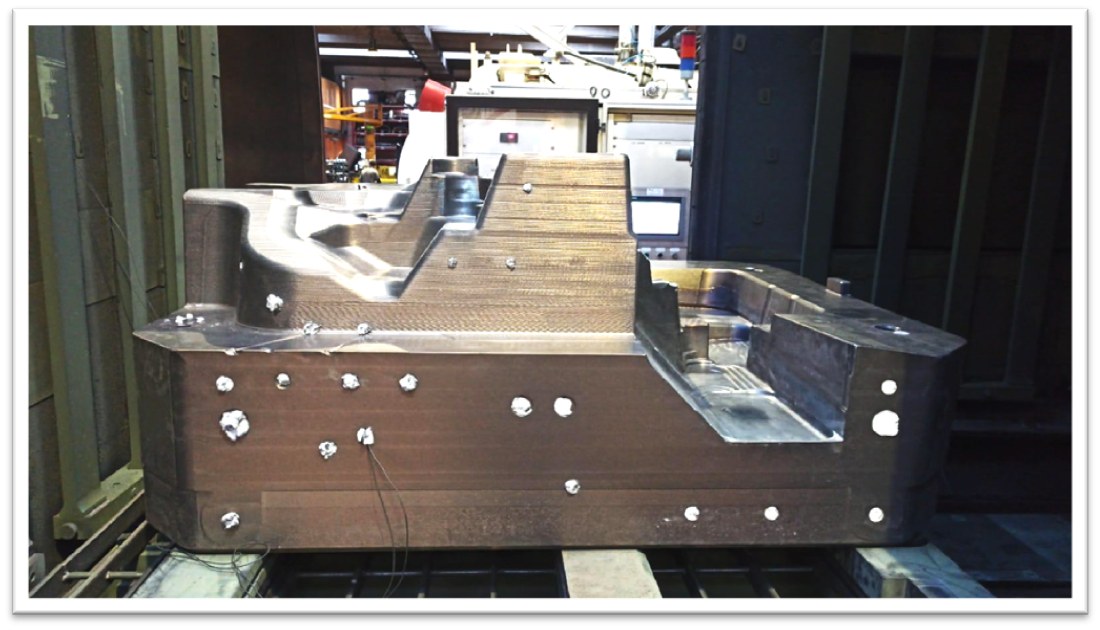
Obr. č. 2 – Příklad velké tvarové vložky, kde lze předpokládat odchylky vsázkových termočlánků od teploty setpointu.
Obvykle ale je to tak, že u velkých těles (Obr. č. 2) musíme počítat rozdílem teplot mezi TSP a TDHT = TS. Pec se nám bude jevit, jako že nedotápí. Jedním z důvodů mohou být chybné kalibrační postupy. TUS a SAT děláme na prázdné peci, zatímco reálný proces zpracovává hmotnou vsázku. Pokud ale chceme dělat TUS i SAT na referenční vsázce, AMS 2750 to umožňuje.
Než se začneme zabývat vlastním záznamem, musíme se ujistit, že pec má platnou kalibraci, vsázkové termočlánky jsou kalibrované a že jsme splnili všechny podmínky proto, aby teplota nastaveného SP byla i teplotou skutečnou v peci. Pokud nám vyjdou z TUS i SAT kalibrační odchylky, musí být vloženy do systému řízení pece ve formě offsetů. To, že to děláme správně je jednoduše kontrolovatelné tím, že na peci visí takovýto záznam (Obr. č. 3 a 4).
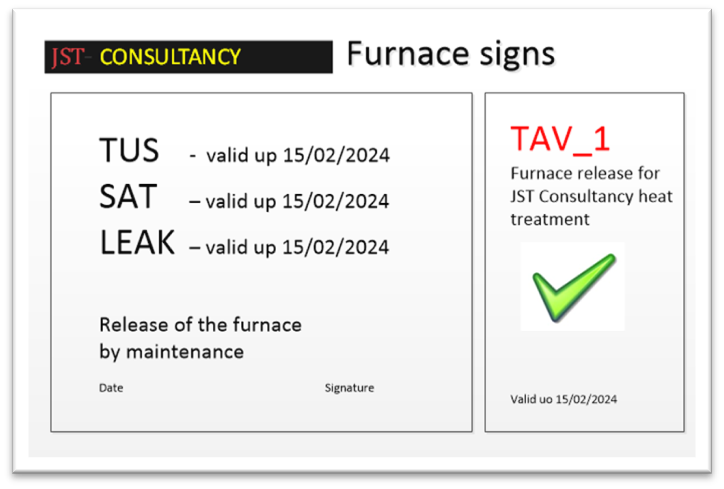
Obr. č. 3 a 4 – Typické labels, které by měly viset viditelně na peci
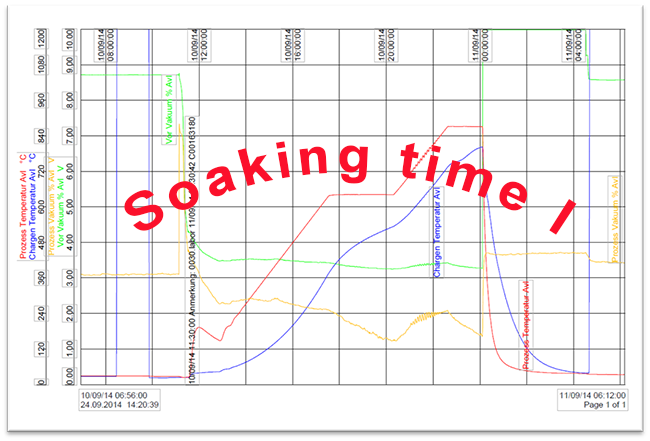
Pokud tedy vše dle AMS 2750, CQI-9 a ISO 20431 je OK, můžeme přejít k řešení problému s NADCA-207. Na obr. č. 5 je záznam z procesu, ukazující, že občas se mysl kaliče a systém pece nepotkali.
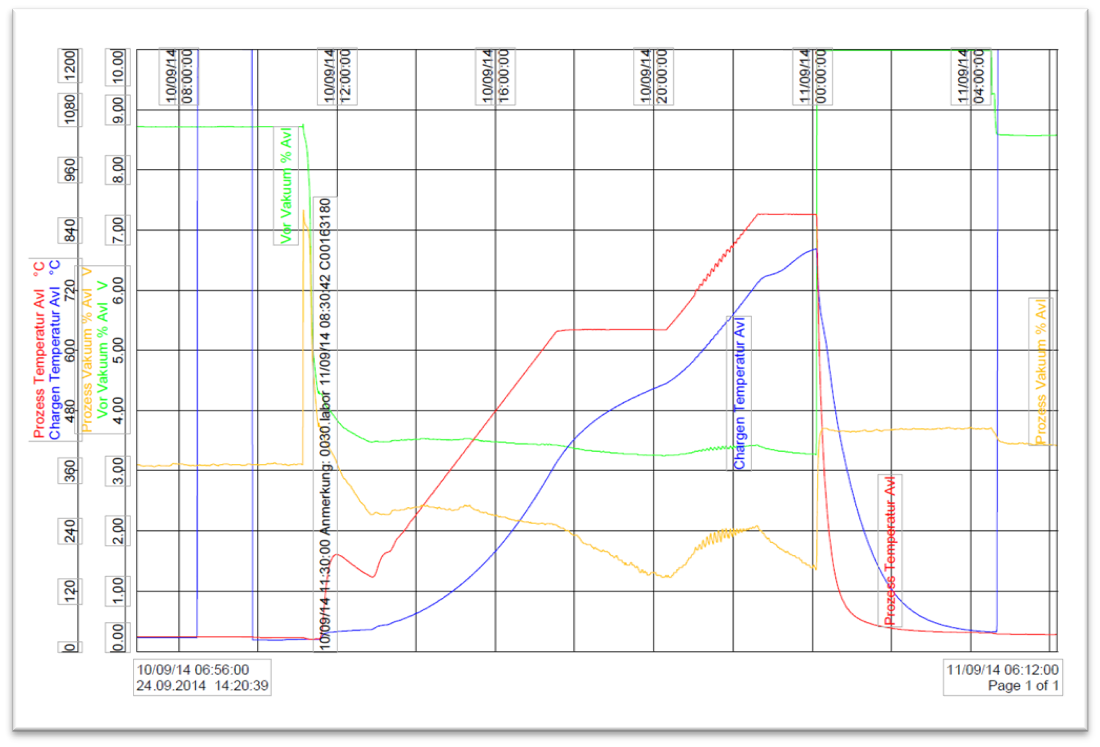
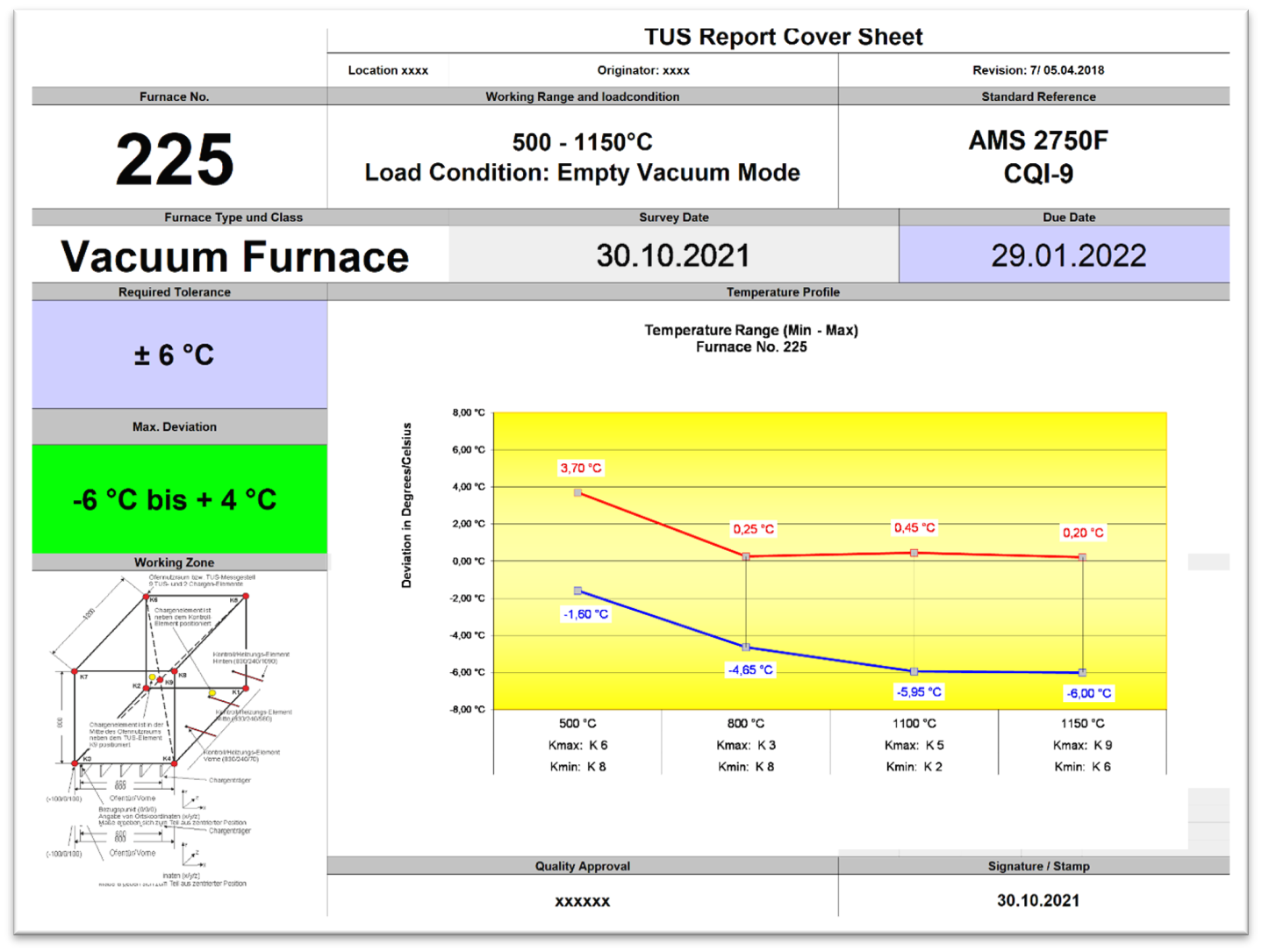
Obr. č. 5 – Příklad naprosto nesprávného cyklu kalení, kdy Ts nikdy nedocílí TSP ani TDHT
Na obrázku č. 6 je analýza teplot ze záznamu kalení velké tvarové vložky z oceli Dievar. Požadovaná teplota byla 1010 °C, povrchový termočlánek v saturovaném stavu ukazuje 1008,1 °C, a středový 1004,1 °C. Za těchto okolností, bez dalších programových opatření se nám čas prodlevy nesepne. Bude vyžadován ruční zásah obsluhy do průběhu procesu.
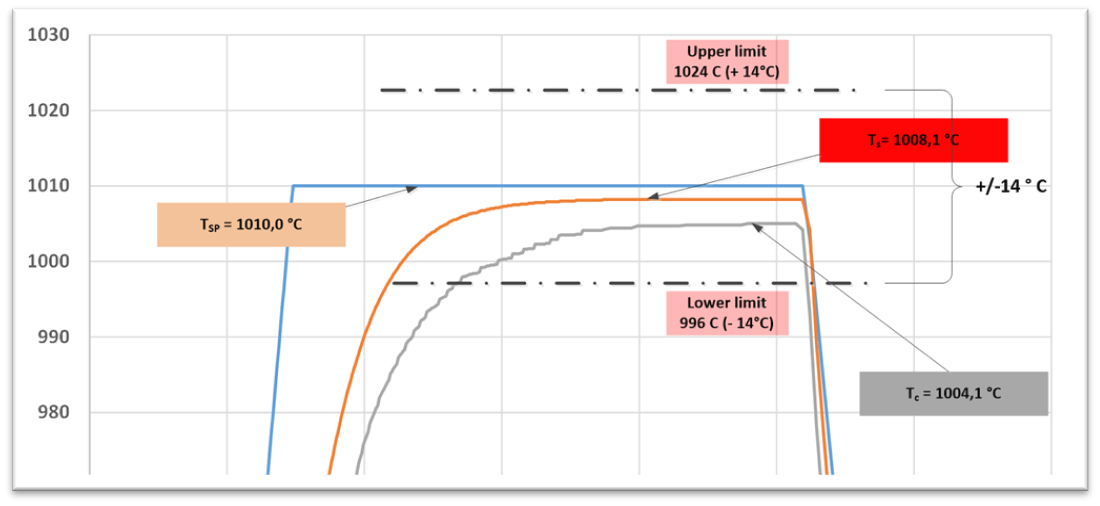
Obr. č. 6 – Analýza záznamu austenitizace velké tvarové vložky z oceli Dievar
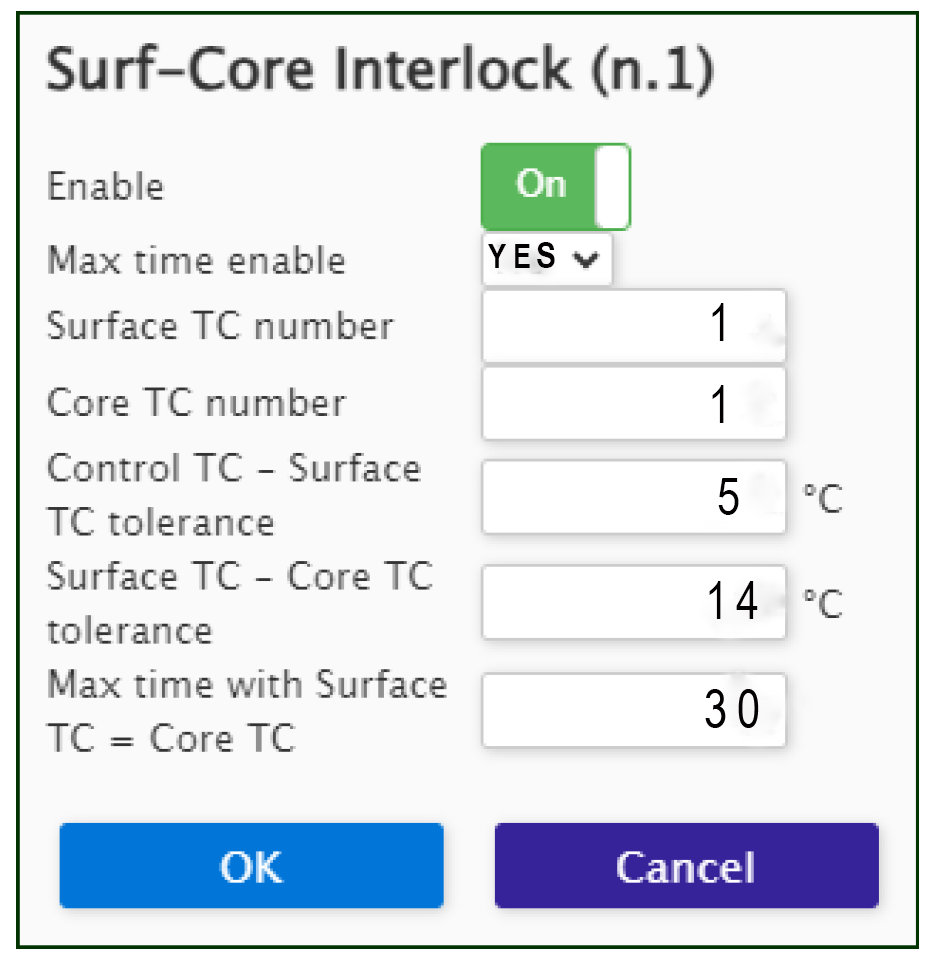
Obr. č. 7 – Programový segment Surf-Core Interlock v systému SCADA od TAV
Problém aplikování NADCA 207 není ale v tom, že Ts povrchu nám nedotopí na TSP. Problém je v tom, že nedocílíme teplotu dle NADCA 207, tedy 1010 °C na vsázkovém termočlánku Ts. V praxi je obvyklým řešením, že obsluha sníží teplotu pece tak, aby se spustil čas prodlevy, v našem případě o 1,9 °C, a požadavek na 1010 °C. tak ignoruje. To ale musíme brát jako změnu technologického předpisu a nepřípustný zásah do procesu.
Jedinou cestou je tedy zvýšit teplotu pece a počkat, až pec vytopí zpracovávaný díl na Ts = TDHP = 1010 °C. V programovém kroku ohřevu pro austenitizaci musíme mít tedy možnost programové korekce spuštění času, založený na kontrole rozdílu teploty pece TSP a povrchového termočlánku Ts. Tento programový offset nám umožní korigovat spuštění času segmentu s ohledem právě na tento, programově predikovaný rozdíl, a s ohledem na to, že teplota dílu prostřednictvím Ts musí docílit teploty dle NADCA 207. U pecí TAV Vacuum Furnaces je to ošetřeno typem segmentu „Surf_Core Interlock“.
Když se tedy vrátím na začátek, správný záznam procesu kalení dle NADCA 207 musí potvrdit, že kalící teplota byla skutečně ta, kterou předepisuje NADCA 207, a ne žádná jiná. Pokud tedy pec díl nedotopí na Ts = TDHT, bude to auditní závada, bez ohledu na to, že setpoint pece odpovídá teplotě dle NADCA 207. To samé bude platit při soudních sporech.
Rovněž z toho vyplývá, že vakuové pece s jedním termočlánkem nemohou spolehlivě pracovat v systému Nadca 207. A to i v případě, že jej určíme jako Ts, tak i Tc. V obou případech nám bude chybět údaj o druhé teplotě. A pokud bychom chtěli řídit bezpečný ohřev s kontrolou rozdílu teplot povrch-jádro, nebo izotermickou prodlevu při kalení, bez dvou termočlánků to prostě nepůjde. I to ale říká Nadca 207, v bodě A, strana 6. A ten, kdo tohle ignoruje nebo se snaží najít nějakou omluvu, měl by raději kalit něco jiného než formy pro HPDC.
A jak je to u popouštění? O tom příště.
Jiří Stanislav
15. března 2026