Potřebujeme vakuovou pec s difuzní vývěvou pro post processing u AM technologií?
Na stránkách firmy Quintus je publikován zajímavý seznam norem, vztahující se k technologii HIP a AM technologiím (https://quintustechnologies.com/partnership/application-center/material-densification/hip-standards/).
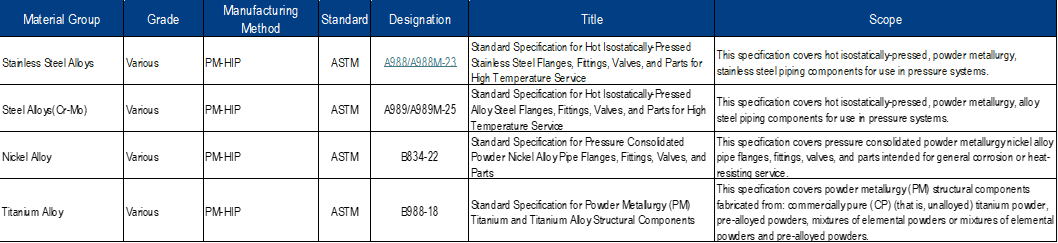
Ty jsou rozděleny do kategorií:
PM-HIP
MIM
![]()
EQUIPMENT
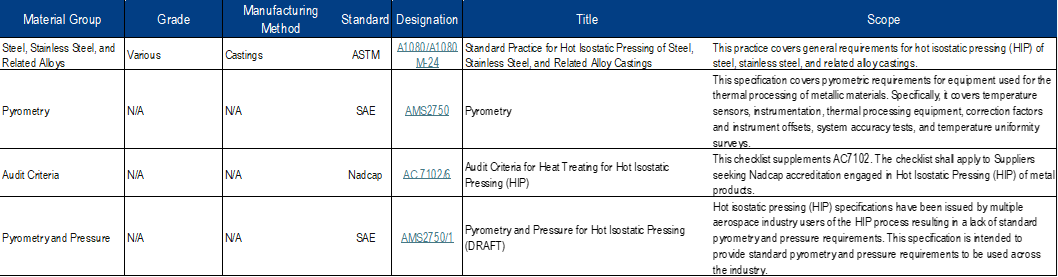
CAST
![]()
AM
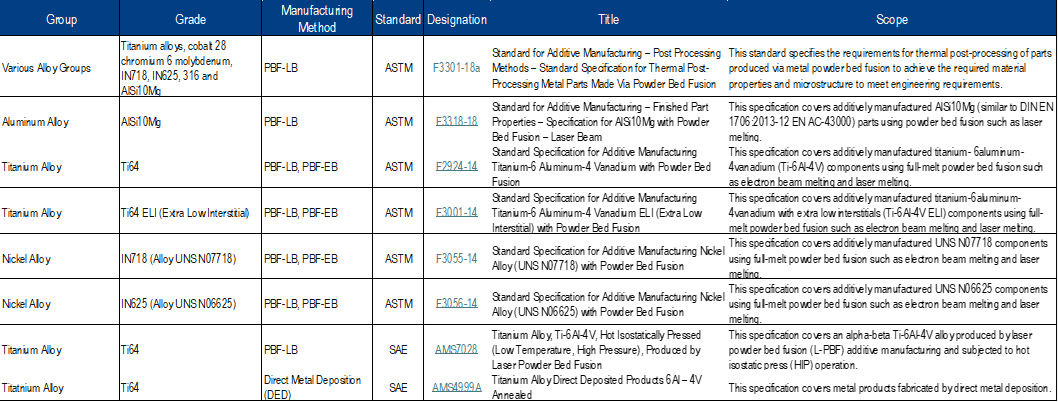
Z detailního pohledu je zřejmé, že se zde opakují základní typy materiálu: Inconel 718, Inconel 625, Ti6Al4V, 17-4PH, AISI 316 L, obvykle používané pro aplikace v leteckém průmyslu, u spalovacích turbín, v implantologii apod. Kromě těchto ocelí je možno uvažovat ještě s nástrojovými ocelemi typu H13 (1.2344), Dievar, HSS M2 (1.3343), Alloy HX, nebo u MIM s práškem AISI 4140 (42CrMo4, 1.7225).
Pokud se týká post-tepelného zpracování, v těchto normách detaily nenajdeme. Ty se vyskytují v normách SAE nebo ASTM. A pokud hledáme odpověď na otázku, jaký typ pece bychom měli používat pro tyto procesy, najdeme je právě v těchto normách.

Tabulka 1 – Obsah jednotlivých norem pro AM technologie
Janusz Kowalewski od firmy Ipsen publikoval tuto tabulku pracovních tlaků ve vakuové peci, pokud vůbec chceme s těmito procesy začít. https://www.linkedin.com/posts/janusz-kowalewski-99b6275_vacuumfurnace-heattreatingprocersses-vacuumheattreatment-share-7454905425751257088-PPE6?utm_source=share&utm_medium=member_desktop&rcm=ACoAAAwiV-YBIX5g8bPKcpmec63IDHkjRKgHkbw
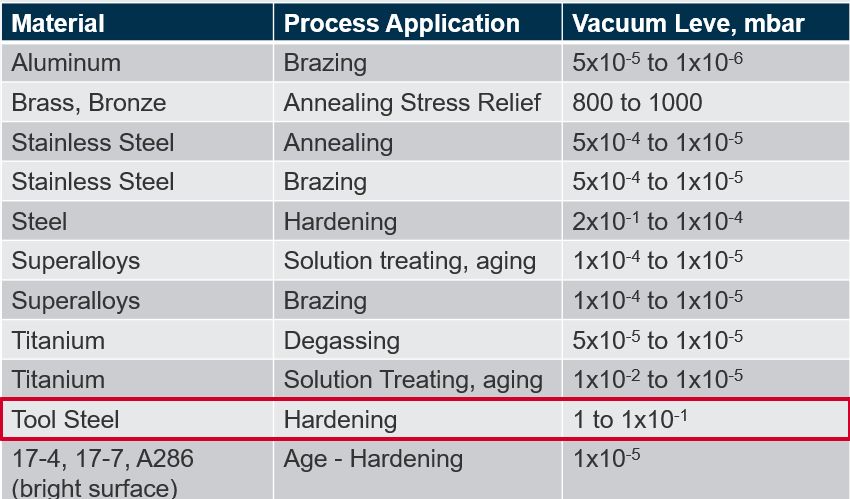
Tabulka 2 – Potřebné vakuum pro procesy tepelného zpracování dle Janusze
Tato tabulka není ale podložená normami. Pokud chceme najít tyto údaje přesně, musíme jít do odpovídajících norem. Ty už nejsou tak tolerantní, protože neříkají od-do ale minimálně – viz tabulka.
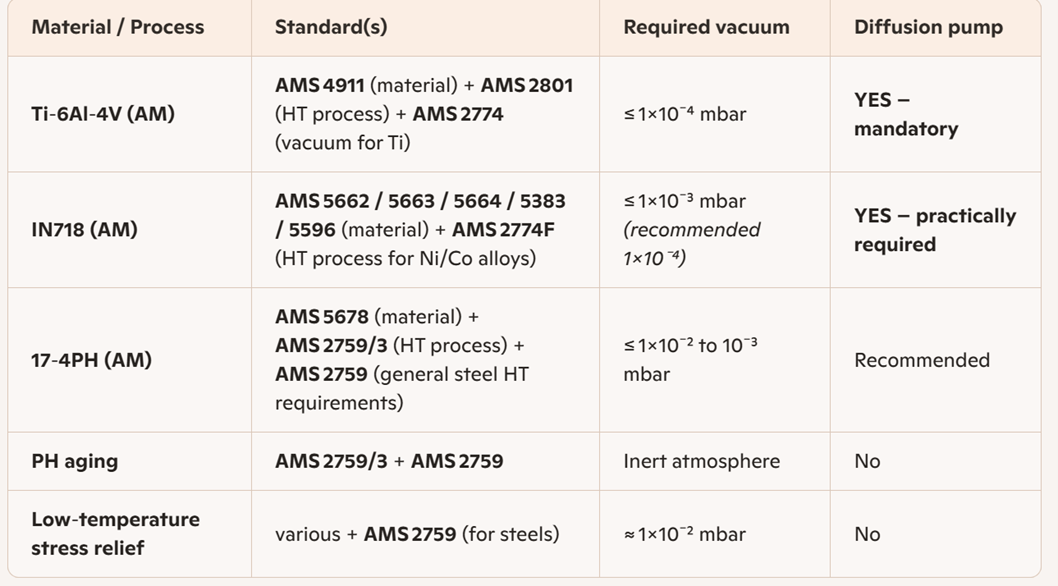
Tabulka 3 – Platné normy pro základní typy materiálů v letecké výrobě
Z hlediska konstrukce pece, pokud cílové vakuum je ≤ 10⁻⁴ mbar → difuzní vývěva je povinná. To je přesně případ Ti6Al4V a INC718.
Pokud cílové vakuum je ≤ 10⁻³ mbar → difuzní vývěva je nutná. Kombinace primární vývěvy a Rootsova čerpadla sice teoreticky tyto podmínky splňuje, v praxi to ale už tak jisté není. I proto startovací tlak pro většinu aplikací mimo leteckou výrobu začíná na 10-1 mbar. Vliv sorbce a přirozená kontaminace pece nám více většinou neumožní.
Je zde ale ještě jedno kritérium, které musíme zohlednit. AM díly potřebují lepší vakuum než tvářené nebo odlévané díly
- Drsnější povrch → větší plocha → více adsorbované H₂O/O₂
- Zbytky připečeného prášku → lokální oxidace
- Otevřená pórovitost → kyslík se dostane hlouběji
- Vyšší citlivost na povrchové vady (fatigue)
Proto se u AM dílů doporučuje o jeden řád lepší vakuum, než je minimum normy. Normy jsou tedy jednoznačné: bez difuzní vývěvy to nejde. AM díly vyžadují:
- vakuum 10⁻⁴ až 10⁻⁵ mbar,
- čistý Ar s O₂ < 5–10 ppm,
- kontrolu dew pointu,
- nízkou kontaminaci pece,
- stabilní teplotní pole.
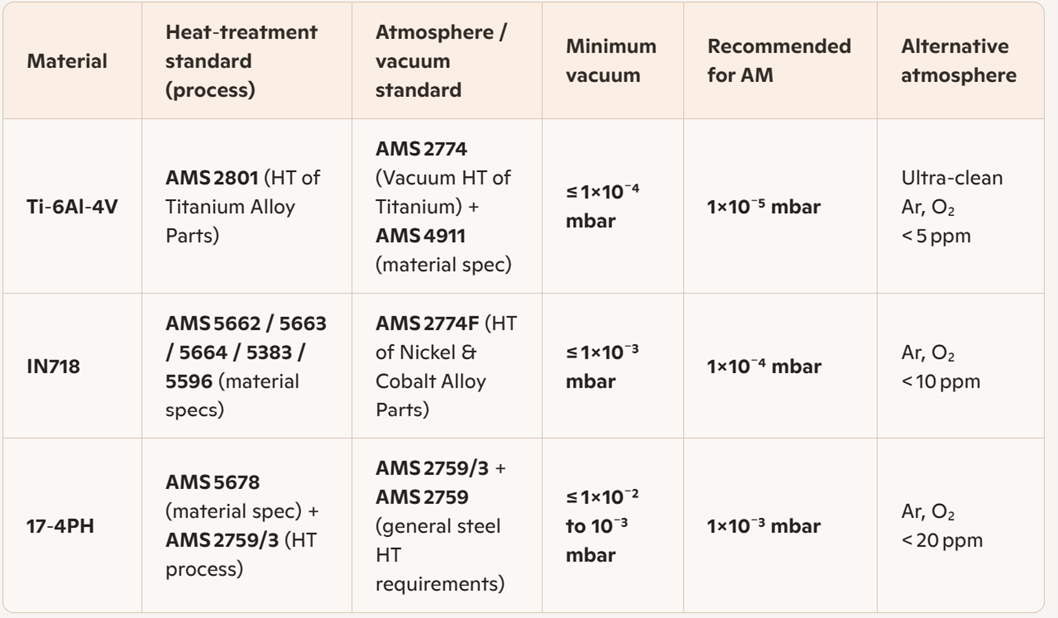
Tabulka 4 – Doporučené hodnoty startovacího tlaku pro AM výrobu
Ti‑6Al‑4V (ASTM F2924 / AMS 2801/AMS 2774)
- Požadavek: ≤ 1×10⁻⁴ mbar
- Bez difuzní vývěvy nedosažitelné.
- Bez difuzní vývěvy vzniká měřitelná alpha‑case, která je pro aerospace a AM díly nepřijatelná.
- Alpha case = křehká, kyslíkem obohacená vrstva α‑titanu na povrchu
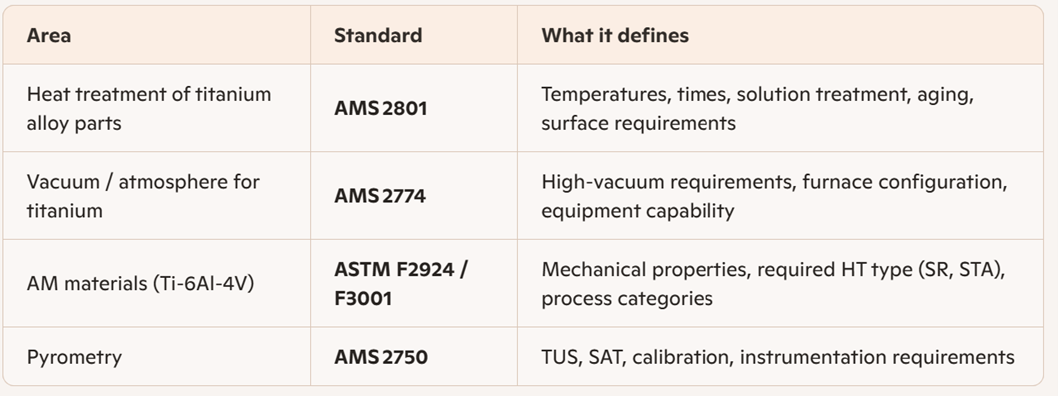
Tabulka 5 – Normy vztažené k 3D tisku Ti6Al4V
Inconel 718 (ASTM F3055 / AMS 2774)
- Požadavek: ≤ 1×10⁻³ mbar
- Doporučeno pro AM: 1×10⁻⁴ mbar, potenciální oxidace Al/Ti/Nb.
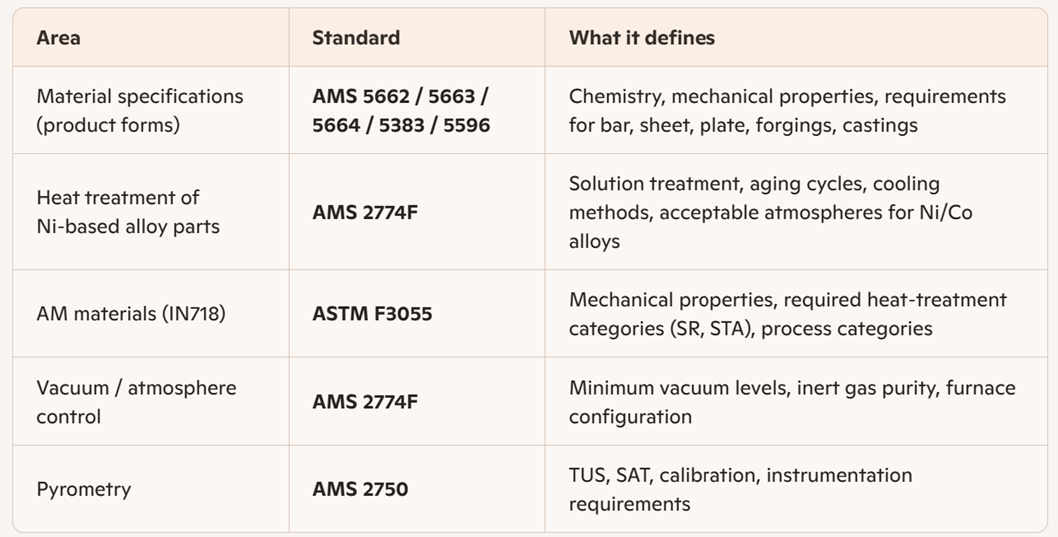
Tabulka 6 – Normy vztažené k 3D tisku INC 718 a superslitin
17‑4PH (AMS 2759/3)
- Požadavek: ≤ 1×10⁻² až 10⁻³ mbar
- U AM 17‑4PH se doporučuje vyšší vakuum než u tvářené 17‑4PH, protože AM povrch má vyšší adsorpci O₂/H₂O
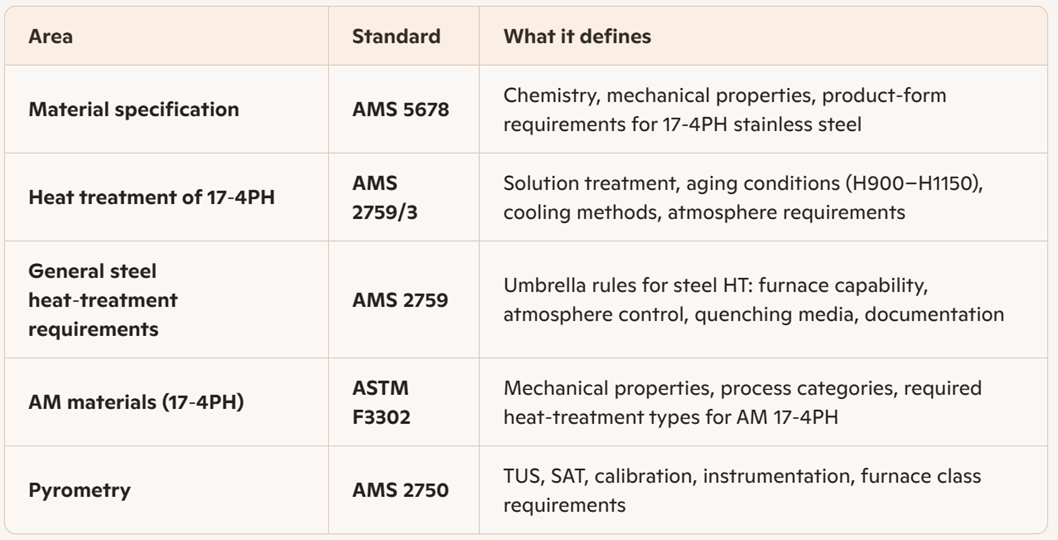
Tabulka 7 – Normy vztažené k 3D tisku 17-4PH
Pokud se vrátíme k normám pro AM technologie, ASTM F2924‑14 je norma pro 3D tisk Ti6Al4V metodou PBF a postupy pro post-procesy definuje písmeny A až F.
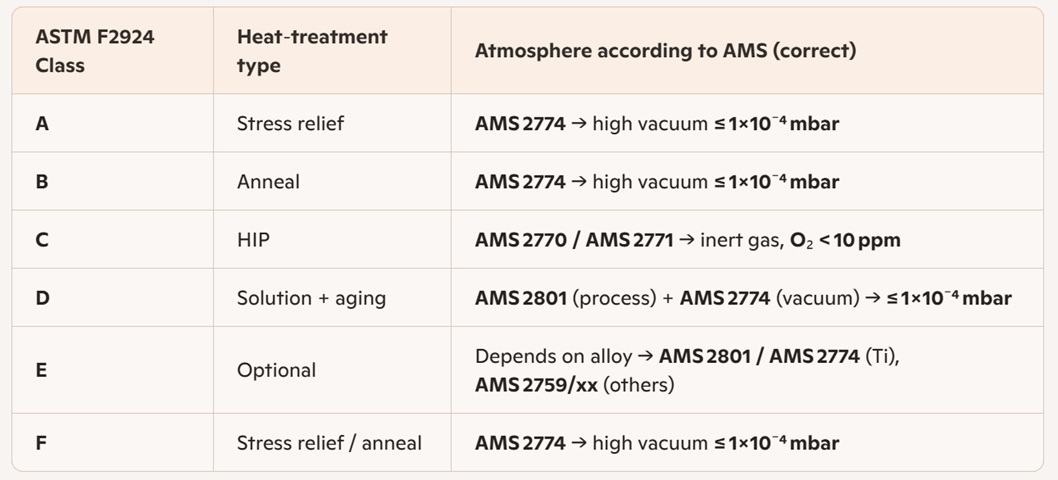
Tabulka 8 – Interpretace normy ASTM F2924‑14 pro Ti6Al4V
Stanovit správné podmínky pro post-operace tepelného zpracování po 3D tisku není tedy vůbec jednoduché. Nezáleží jen na teplotách, i když ty jsou nejvýznamnější. Záleží i na pracovní atmosféře.
K tomu je nutno ještě vzít v úvahu situaci, kdy je povinný HIP. U něj ale vzniká zvláštní problém, kdy ani difuzní vývěva nám nepomůže s čistotou prostředí. Pokud napustíme do HIP plyn na 2000 bar, našich <10 ppm O2 se musí vynásobit 2000x, a to bude obsah kyslíku v nádobě. Jestli 1 ppm je 10-6 bar, 10*2000=20 000 ppm, to je 0,02 bar máme v nádobě 20 mbar O2.
Pro názornost růst oxidů a jejich role pro jednotlivé materiál při žíhání na vzduchu, teplotě 900 °C.
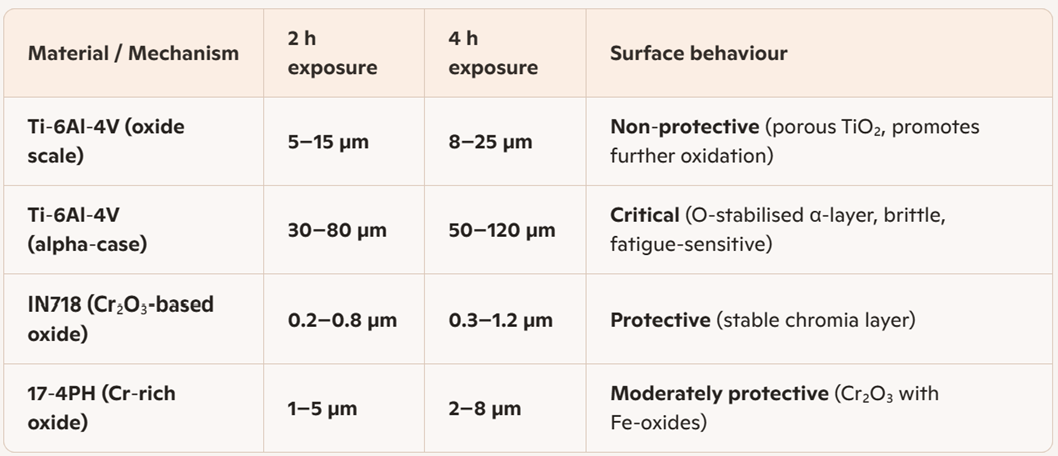
Tabulka 9 – Tvorba oxidických vrstev při žíhání na vzduchu při teplotě 900 C
Oxidace v HIP za velmi vysokého tlaku se ale chová jinak než při vysokém vakuu. Nebude rozhodovat absolutní množství kyslíku a vodní páry, ale opět parciální tlaky, a absolutní pO₂ po kompresi nebude relevantní pro oxidační kinetiku v HIP. I proto normy pro HIP říkají pouze jaká má být vstupní čistota plynu, ale nehovoří nic o absolutních hodnotách.
Normy požadují:
- H2O + O₂ < 10 ppm (v dodávaném plynu)
- dew point < –60 °C
- inertní atmosféru, argon 5.0 nebo 6.0
Nikde neřeší absolutní ppm po kompresi. Nadcap pro HIP to potvrzuje v auditních kritériích AC7102/6:
- požaduje čistotu vstupního plynu
- požaduje čistotu výstupního plynu
- požaduje kalibrační postupy pro zařízení měřící nečistoty v plynu
- považuje schválené postupy pro rekuperaci plynu
Pokud výše uvedená kritéria v HIP dodržíme, nebude probléme ani oxidační chování. V následující tabulce 9 je porovnání oxidačního pro Ti6Al4V v různých typech zařízení. Ve vakuové peci bez difuzní vývěvy, s difuzní vývěvou a v HIP.
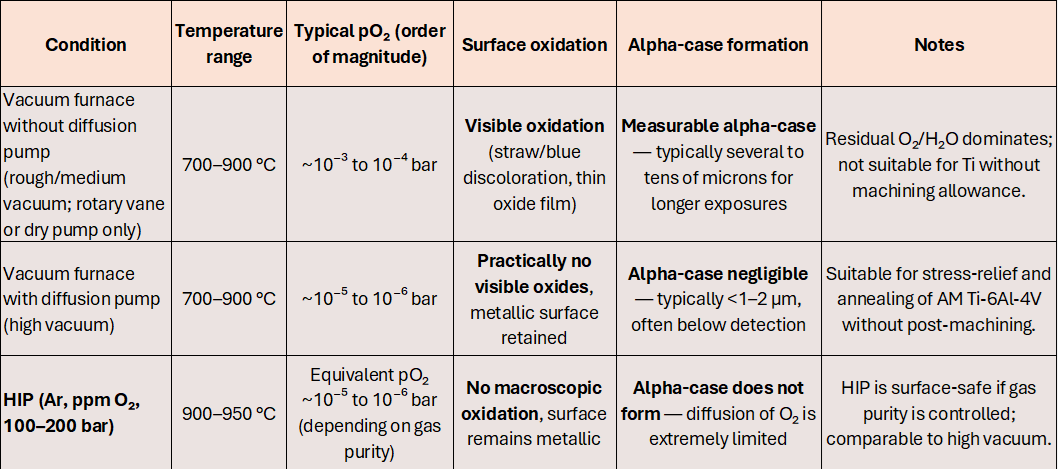
Tabulka 9 – Porovnání oxidačního chování Ti6Al4V ve vakuové peci bez difuzní vývěvy, s difuzní vývěvou a v HIP
Pokud tedy splníme výše uvedená kritéria pro vstupní čistotu plynu, musíme se ještě postarat u jeho udržitelnost. S každým procesem se vnáší určitý podíl vlhkosti nebo kyslíku díky netěsnostem systému. Při recyklaci tyto nečistoty by postupně zvyšovaly svůj podíl v plynu a mohlo by dojít k překročení prahových hodnot – něco jako princip Járy da Cimrmana o hromadění se horníků v dole.
Smířit se s tím ale nemusíme. Quintus nabízí systém Quintus Purus®, zajišťující čištění recyklovaného argonu. Hlavním důvodem není tedy zlepšení vstupní čistoty prvotní náplně argonu, ale právě ta recyklace. Jak již bylo řečeno, čistota vstupního plynu argonu pro HIP je základní a minimální podmínkou pro první náplň, čištění recyklovaného argonu je pak podmínka pro jeho dlouhodobou udržitelnost.
Proč to píši? V česku registruji zhruba 35 tiskáren na kovy. Hlavními hráči na trhu je zhruba 7 firem a institucí. Prakticky žádná z nich vakuovou pec s difuzní vývěvou nemá. Naopak VŠB a CVŘ mají HIP, ale nemají vakuovou pec. To neznamená, že k nim nemají přístup přes některou z komerčních kalíren nebo „spřátelené“ pracoviště. To je případ One3D a PBS. Protože ale s VŠB, v rámci NCK, pracuji na vývoji 3D tisku z Dievaru, jen se zde potvrzuje pravidlo, že časový nesoulad mezi tiskem a post-procesy je kritický. Než díl po tisku dospěje do pece, někde v kooperaci, tak už nám praskne. Nechci být prognostik, ale čas mi dává za pravdu.
Tak jako jsem prosazoval u 3D tisku HIP, tak i vakuová pec s difuzní vývěvou musí být v základním vybavení toho, kdo chce tisknout OEM díly z Ti6Al4V, super slitin na bázi kobaltu nebo niklu, stejně tak ale i z vysoce výkonných nástrojových z ocelí s martenzitickou přeměnou. Tam časové hledisko je naprosto kritické. Referencí v nejbližším okolí může být např. Pankl Racing System z Rakouska.
A námitka, že v HIP od Quintus mohu dělat i post-processing tepelného zpracování? Ano, to sice v určité konfiguraci HIP lze, jenže jen pro vývojové práce. Pro reálnou výrobu je to nákladově nepoužitelné. Jestli standardní proces HIP bude 5 až 6 hodin, pak procesy kalení, precipitačního vytvrzování, rozpouštěcího žíhání apod. budou podstatně delší, a tedy i mnohanásobně dražší, než kdybychom je prováděli ve vakuové peci. Ta je 5 až 10x levnější jak HIP. Je zde ale i další hledisko. Post-processing vyvinutý v zařízení HIP nemusí být kompatibilní s tím stejným procesem ve vakuové peci. Každé zařízení, HIP a vakuová pec, jsou koncipovány pro danou technologii, a jejich spojení do jednoho zařízení nemusí dávat stejné výsledky. HIP má odlišnou kinetiku ochlazování a odlišné teplotní gradienty, což může vést k jiným výsledkům než vakuová pec.
A poslední hledisko? Kapacit pro HIP je tak málo, že nám ekonomika provozu neumožní tento post-processing v HIP vůbec provádět.

Pro ty, co to myslí s AM technologiemi vážně, tohle je ideální představitel vakuové techniky pro AM technologie od TAV Vacuum Furnaces. Rozměr pece bude podle velikosti tiskové platformy. Máte-li vizi, neváhejte mne kontaktovat.

=======================================================================================================
Are you solving a similar problem? I will help you with the analysis…
 40+ years of experience in the field
40+ years of experience in the field
30+ years of experience… HT-PROGRES, Bodycote, Galvamet
cooperation… VŠB, Czechimplant, ECM Technologies, TAV Vacuum Furnaces, GHC Invest
12+ years of expert activity
Want to ask for a solution or want a non-binding consultation? Click on this link, I will usually respond within 24 hours. Contact email
========================================================================================================
Jiří Stanislav, Ing. CSc.
Consultant and forensic expert
========================================================================================================
11/5/2026


