Do we need a vacuum furnace with a diffusion pump for post processing in AM technologies?
An interesting list of standards related to HIP and AM technologies is published on the Quintus website. (https://quintustechnologies.com/partnership/application-center/material-densification/hip-standards/).
These are split into categories:
PM-HIP
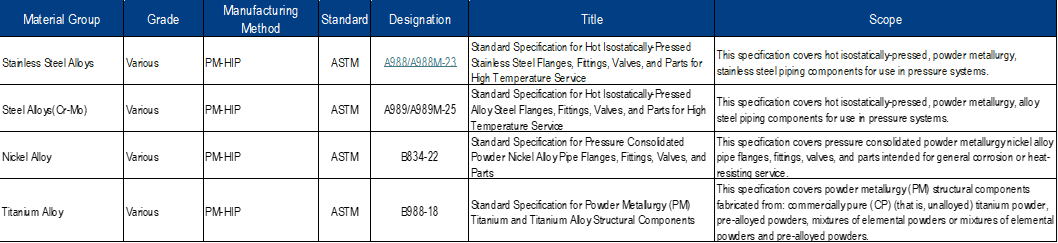
MIM
![]()
EQUIPMENT
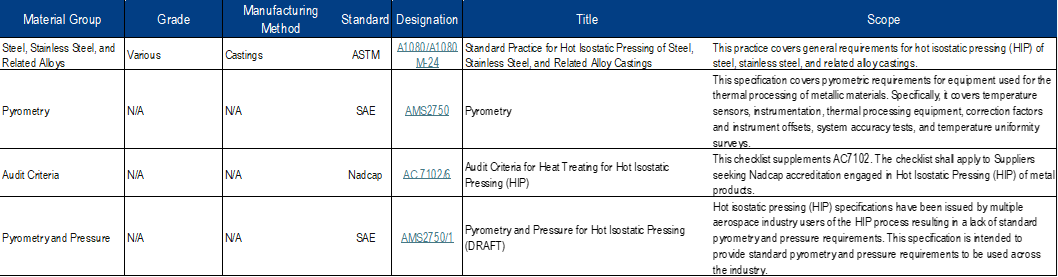
CAST
![]()
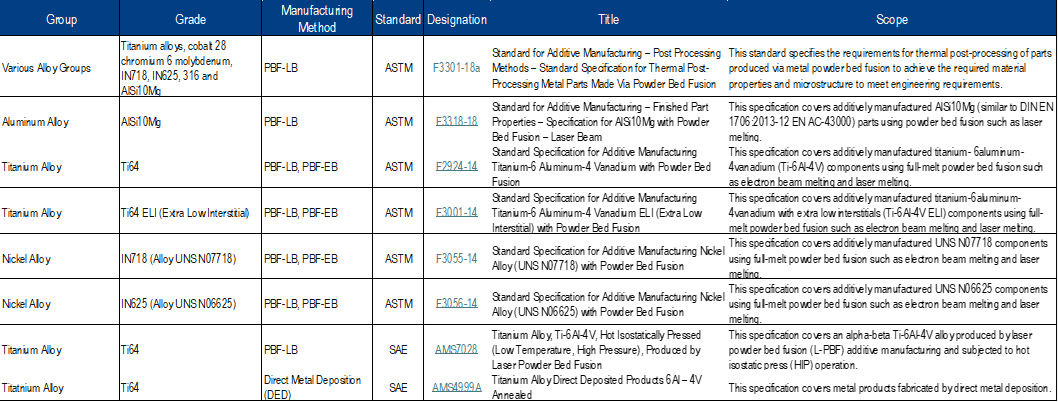
AM
From a detailed point of view, it is clear that the basic types of material are repeated here: Inconel 718, Inconel 625, Ti6Al4V, 17-4PH, AISI 316 L, usually used for applications in the aerospace industry, combustion turbines, implantology, etc. In addition to these steels, it is also possible to consider tool steels such as H13 (1.2344), Dievar, HSS M2 (1.3343), Alloy HX, or in the case of MIM with AISI 4140 powder (42CrMo4, 42CrMo4, 1.7225).
As far as post-heat treatment is concerned, we do not find details in these standards. These are found in SAE or ASTM standards. And if we are looking for an answer to the question of what type of furnace we should use for these processes, we will find them in these standards.

Table 1 – Content of individual standards for AM technologies
Janusz Kowalewski from Ipsen has published this table of working pressures in a vacuum furnace, if we want to start with these processes at all. https://www.linkedin.com/posts/janusz-kowalewski-99b6275_vacuumfurnace-heattreatingprocersses-vacuumheattreatment-share-7454905425751257088-PPE6?utm_source=share&utm_medium=member_desktop&rcm=ACoAAAwiV-YBIX5g8bPKcpmec63IDHkjRKgHkbw
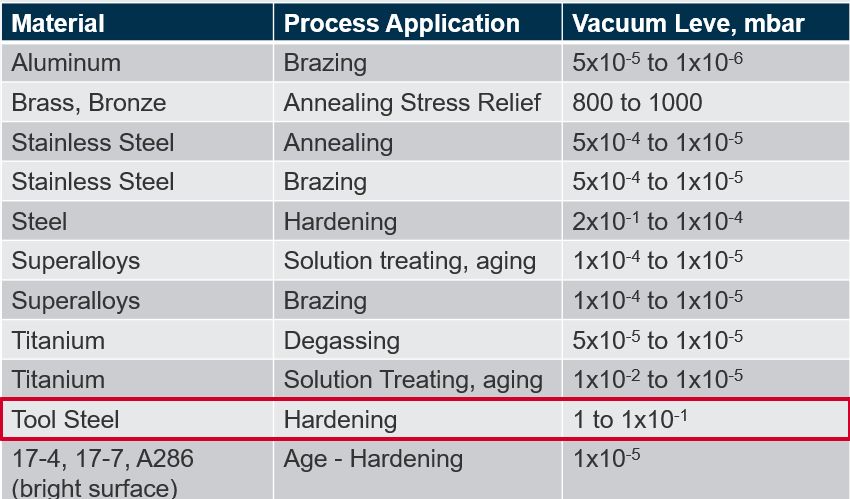
Table 2 – Vacuum required for heat treatment processes from Janusz
However, this table is not supported by standards. If we want to find this data accurately, we need to go to the corresponding standards. They are no longer so tolerant, because they do not say from-to, but at least – see the table.
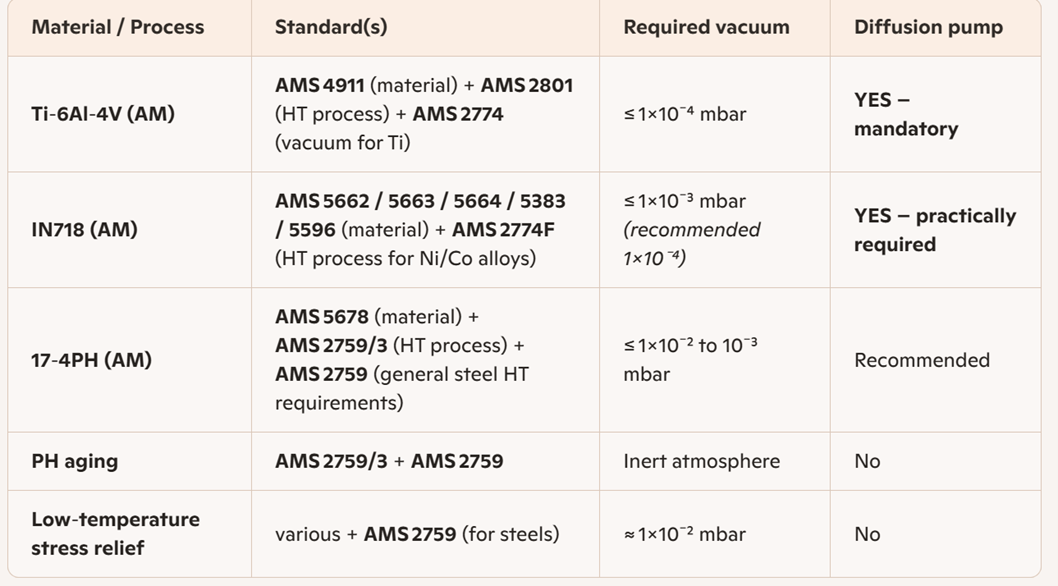
Table 3 – Applicable standards for basic types of materials in aerospace production
From the point of view of the furnace design, if the target vacuum is ≤ 10⁻⁴ mbar → diffuse is mandatory. This is exactly the case with Ti6Al4V and INC718.
If the target vacuum is ≤ 10⁻³ mbar → diffuse is required. The combination of a primary vacuum pump and a Roots pump theoretically meets these conditions, but in practice it is not so certain. This is one of the reasons why the starting pressure for most non-aerospace applications starts at 10-1 mbar. The influence of sorbence and natural contamination of the furnace usually do not allow us to do more.
However, there is another criterion that we must take into account. AM parts need better vacuum than formed or cast parts
- Rougher surface → larger surface area → more adsorbed H₂O/O₂
- Residues of baked powder → local oxidation
- Open porosity → oxygen gets deeper
- Higher sensitivity to surface defects (fatigue)
Therefore, it is recommended for AM parts to have a vacuum one order of magnitude better than the minimum standard. The standards are therefore unambiguous: it is not possible without a diffusion vacuum pump. AM parts require:
- vacuum 10⁻⁴ and 10⁻⁵ mbar,
- pure Ar with O₂ < 5–10 ppm,
- The Dew Point Control.
- low contamination of the furnace,
- stable temperature field.
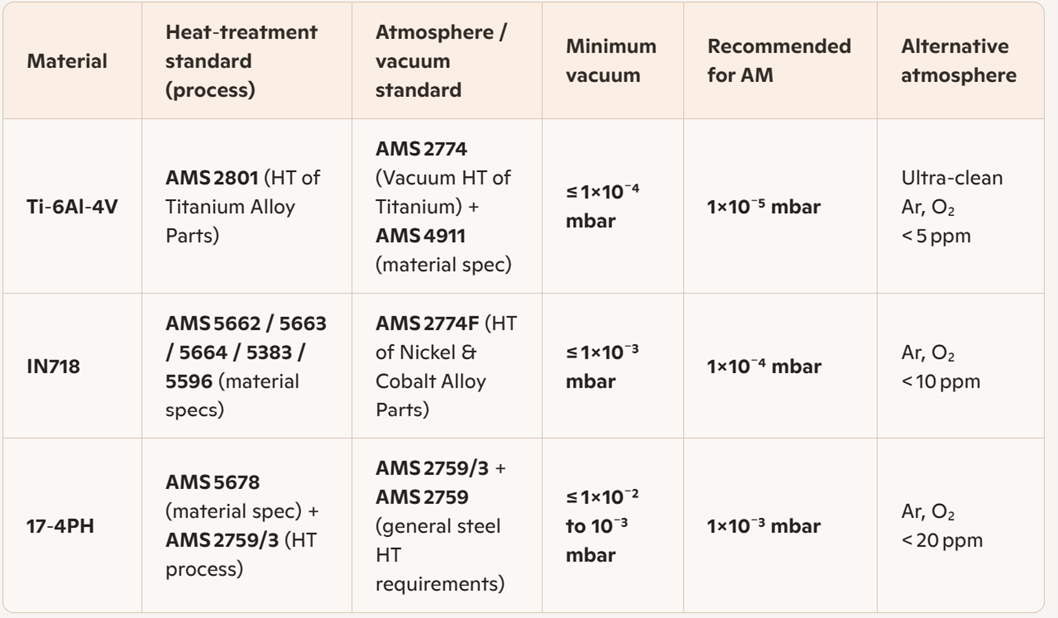
Table 4 – Recommended starting pressure values for AM production
Ti6Al‑4V (ASTM F2924 / AMS 2801 / AMS 2774)
- Requirement: ≤ 1×10⁻⁴ mbar
- Unattainable without a diffusion pump.
- Without a diffusion vacuum pump, a measurable alphacase is created, which is unacceptable for aerospace and AM parts.
- Alpha case = a brittle, oxygen-enriched layer of αtitanium on the surface.
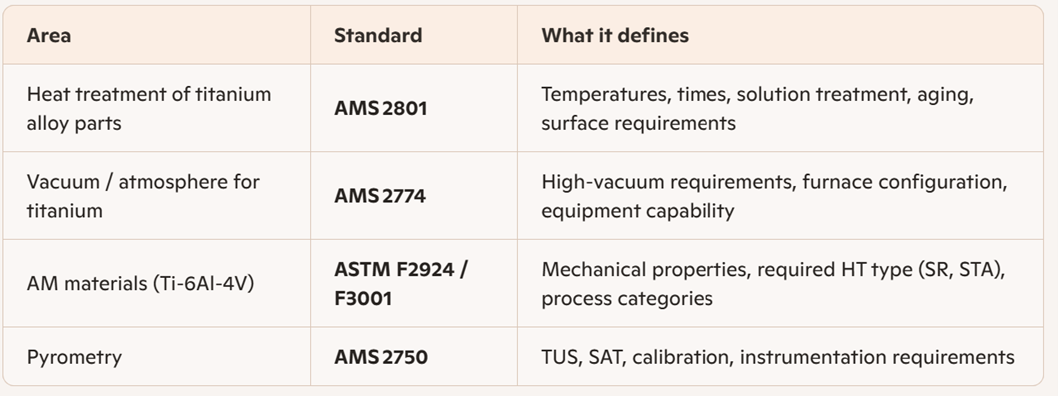
Table 5 – Standards related to 3D printing of Ti6Al4V
Inconel 718 (ASTM F3055 / AMS 2774)
- Requirement: ≤ 1×10⁻³ mbar
- Recommended for AM: 1×10⁻⁴ mbar, potential oxidation of Al/Ti/Nb.
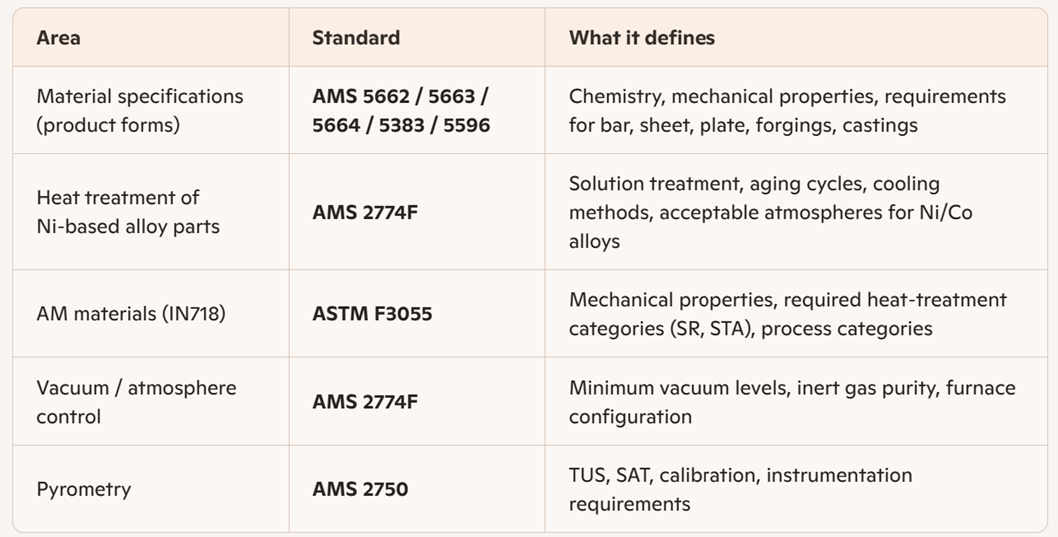
Table 6 – Standards related to 3D printing of INC 718 and superalloys
17‑4PH (AMS 2759/3)
- Requirement: ≤ 1×10⁻² and 10⁻³ mbar
- A higher vacuum is recommended for AM 174PH than for wrought 174PH because the AM surface has a higher O₂/H₂O adsorption.
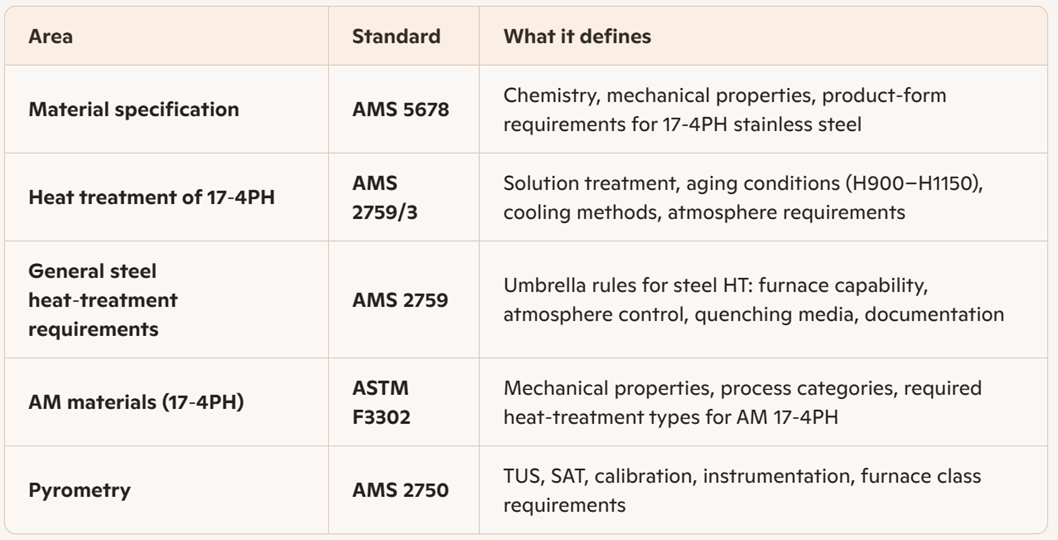
Table 7 – Standards related to 3D printing 17-4PH
Going back to the standards for AM technologies, ASTM F292414 is the standard for 3D printing Ti6Al4V by the PBF method and defines the procedures for post-processes with the letters A to F.
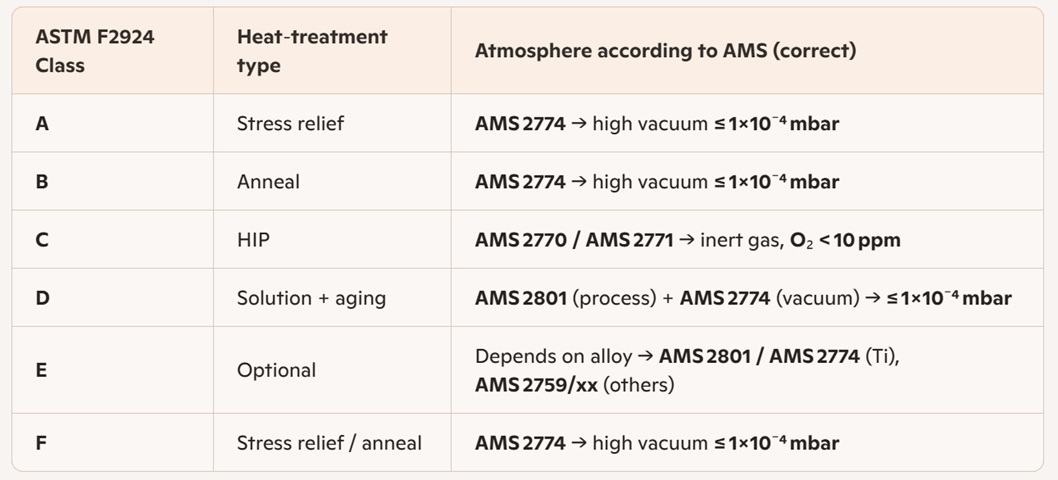
Table 8 – Interpretation of the ASTM F292414 Standard for Ti6Al4V
Determining the right conditions for post-heat treatment operations after 3D printing is therefore not easy at all. It is not only the temperatures that matter, although they are the most significant. It also depends on the working atmosphere.
In addition, it is necessary to take into account the situation where HIP is mandatory. However, a strange problem arises with it, where even a diffusion vacuum pump will not help us with the cleanliness of the environment. If we put gas in the HIP at 2000 bar, our <10 ppm O2 must be multiplied by 2000x, and this will be the oxygen content of the container. If 1 ppm is 10-6 bar, 10*2000=20,000 ppm, that’s 0.02 bar we have in a 20 mbar O2 vessel.
To illustrate, the growth of oxides and their role for individual materials during air annealing at a temperature of 900 °C.
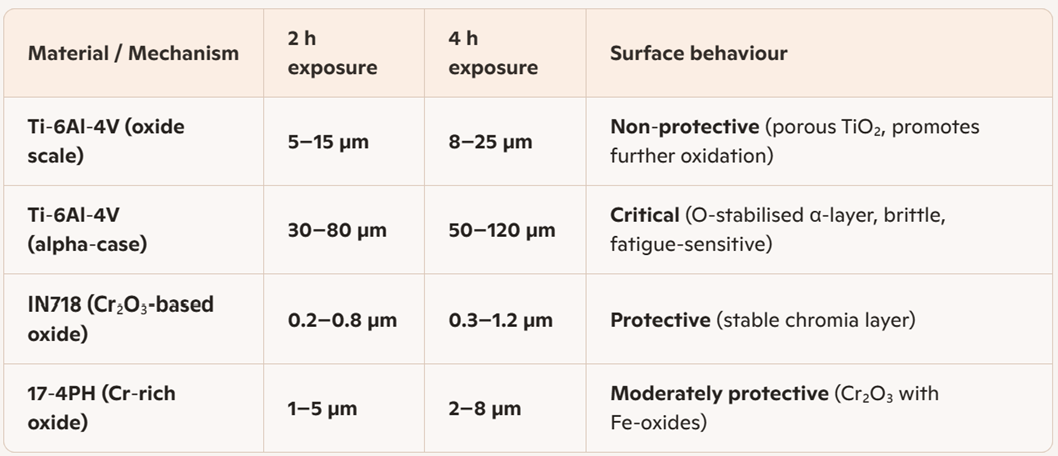
Table 9 – Formation of oxide films during air annealing at 900 C
However, oxidation in HIP under very high pressure behaves differently than under high vacuum. It will not be the absolute amount of oxygen and water vapor that will be decisive, but again the partial pressures, and thebsolute pO₂ after compression will not be relevant for oxidative kinetics in HIP. That is why the standards for HIP only say what the inlet purity of the gas should be, but do not say anything about absolute values.
The standards require:
- H2O + O₂ < 10 ppm (in the gas supplied)
- dew point < –60 °C
- Inert atmosphere, argon 5.0 or 6.0
Nowhere does it address absolute ppm after compression. Nadcap for HIP confirms this in audit criteria AC7102/6:
- requires the purity of the input gas
- requires the purity of the outlet gas
- requires calibration procedures for devices measuring impurities in gas
- considers approved procedures for gas recovery
If we follow the above criteria in HIP, oxidation behavior will not be a problem either. The following Table 9 is a comparison of the oxidation for Ti6Al4V in different types of equipment. In vacuum furnace without diffusion vacuum pump, with diffusion vacuum pump and in HIP
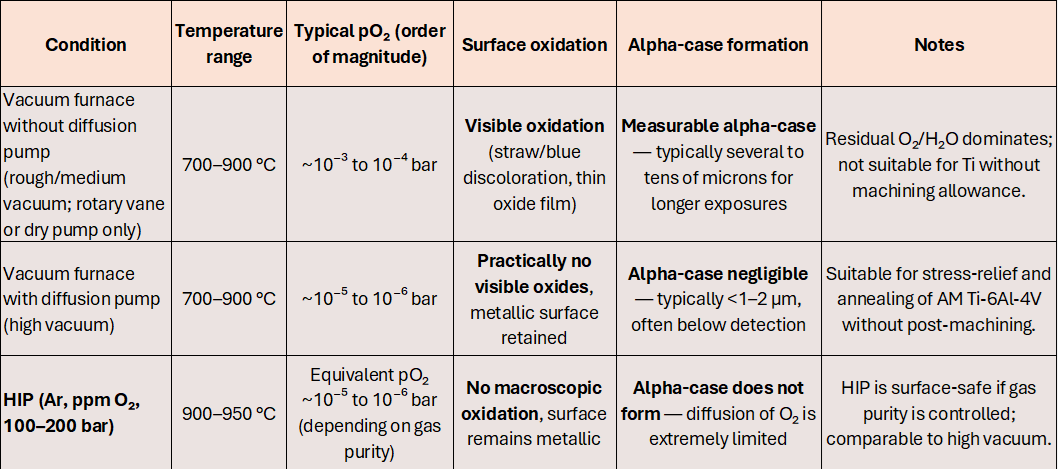
Table 9 – Comparison of oxidation behavior of Ti6Al4V in vacuum furnace without diffusion pump, with diffusion vacuum pump and in HIP
Therefore, if we meet the above criteria for the incoming purity of the gas, we still have to take care of its sustainability. With each process, a certain proportion of moisture or oxygen is introduced due to leaks in the system. When recycling, these impurities would gradually increase their share in the gas and the thresholds could be exceeded – something like Jára da Cimrman’s principle about the accumulation of miners in the mine.
But we don’t have to put up with it. Quintus offers the Quintus Purus® system, which ensures the purification of recycled argon. The main reason is therefore not to improve the input purity of the primary argon filling, but to recycle. As already mentioned, the purity of the argon input gas for HIP is the basic and minimum condition for the first filling, the purification of recycled argon is then a condition for its long-term sustainability.
Why am I writing this? I register about 35 metal printers in the Czech Republic . The main players on the market are about 7 companies and institutions. Virtually none of them has a vacuum furnace with a diffusion vacuum pump. On the other hand, VSB and CVŘ have HIP, but they do not have a vacuum furnace. This does not mean that they do not have access to them through one of the commercial hardening plants or a “friendly” workplace. This is the case with One3D and PBS. However, because I am working with VSB, within the NCK, on the development of 3D printing from Dievar, it only confirms the rule that the time discrepancy between printing and post-processes is critical. By the time the part reaches the furnace after printing, somewhere in cooperation, it will already crack. I don’t want to be a prognosticator, but time proves me right.
As I advocated for HIP 3D printing, a vacuum furnace with a diffusion pump must be in the basic equipment of anyone who wants to print OEM parts from Ti6Al4V, super alloys based on cobalt or nickel, as well as high-performance tool parts made of martensitic steels. The time aspect is absolutely critical there. A reference in the immediate vicinity can be, for example. Pankl Racing System from Austria.
And the objection that I can also do post-processing of heat treatment in the HIP from Quintus? Yes, this is possible in a certain HIP configuration , but only for development work. It is cost-in-cost for real production. If the standard HIP process takes 5 to 6 hours, then the processes of hardening, precipitation hardening, dissolution annealing, etc., will be significantly longer, and therefore many times more expensive, than if they were performed in a vacuum furnace. It is 5 to 10 times cheaper than HIP. But there is another aspect. Post-processing developed in the HIP device may not be compatible with the same process in a vacuum furnace. Each device, HIP and vacuum furnace, is designed for a given technology, and combining them into one device may not give the same results. HIP has different cooling kinetics and different temperature gradients, which can lead to different results than a vacuum oven.
And the last aspect? There is so little capacity for HIP that the economics of operation will not allow us to perform this post-processing in HIP at all.

For those who are serious about AM technologies, this is the ideal representative of vacuum technology for AM technologies from TAV Vacuum Furnaces. The size of the furnace will be according to the size of the printing platform. If you have a vision, do not hesitate to contact me.

=======================================================================================================
Are you solving a similar problem? I will help you with the analysis…
 40+ years of experience in the field
40+ years of experience in the field
30+ years of experience… HT-PROGRES, Bodycote, Galvamet
cooperation… VŠB, Czechimplant, ECM Technologies, TAV Vacuum Furnaces, GHC Invest
12+ years of expert activity
Want to ask for a solution or want a non-binding consultation? Click on this link, I will usually respond within 24 hours. Contact email
========================================================================================================
Jiří Stanislav, Ing. CSc.
Consultant and forensic expert
========================================================================================================
11/5/2026


