NADCA 207 and soaking time
A particular problem in the assessment of furnace records is the assessment of the correct soaking time and temperature of the austenitization segment. According to NADCA 207, this phase of the cycle is defined as follows:
Soaking Times
“With inserted thermocouples soak time shall be 30 minutes after Ts-Tc < 25 °F (14 °C), or 90 minutes maximum after Ts reaches the designated hardening temperature, whichever occurs first. Good heating practice means that soaking is more effective. Soaking is performed partly to equalize tool temperature but principally to dissolve carbides and increase effective alloy content of the matrix. This does not start until close to austenitizing temperatures. Too long a soak time increases the risk of sagging and can cause grain growth. A more common fault is too little soaking.”
NADCA 207:2025, page 25
How to interpret it? The basic problem is that DHT – designated hardening temperature is not the furnace temperature but the temperature Ts. Therefore, it is not decisive what the temperature was on the furnace control thermocouple, it is decisive that Ts is at the desired temperature value defined by NADCA 207 for the given material. For our example, for Dievar steel, it is 1010 °C.
The condition Ts – Tc < 25°F (14°C) is based on the standard interpretation given in the standards for aircraft production.
For example. AMS 2773 – Heat Treatment Cast Nickel Alloy and Cobalt Alloy Parts
“The soak time begins when all furnace temperature sensors reach the specified setpoint (SP), or if charge thermocouples are used (see 8.4.3), when the coldest load thermocouple reaches the desired temperature (SP) minus the applicable furnace tolerance.
The required tolerance field for quenching according to NADCA 207, with reference to CQI-9 or AMS 2759/x is +/-14 °C. The coldest thermocouple is logically a thermocouple measuring the temperature in the core Tc. Therefore, as soon as this thermocouple exceeds the temperature TSP – 14°C = 996°C, theoretically, the countdown time can begin. However, since the condition Ts = TDHT must be met at the same time, i.e. that the measured piece is at the temperature prescribed by NADCA-207, the programming system must solve the following variants:
- Ts < TDHT and at the same time Ts – Tc > 14 °C, the countdown must not start
- Ts < TDHT and at the same time Ts – Tc < 14 °C, the countdown must not start
and
- Ts = TDHT and at the same time Ts – Tc > 14 °C, the 90 minute countdown will begin
- Ts = TDHT and at the same time Ts – Tc < 14 °C, the 30 minute countdown will begin
Fig. 1 shows a description of the ideal condition. All temperatures Ts, Tc, TSP and TDHT are reduced to one value. Ideal, but unusual in practice.
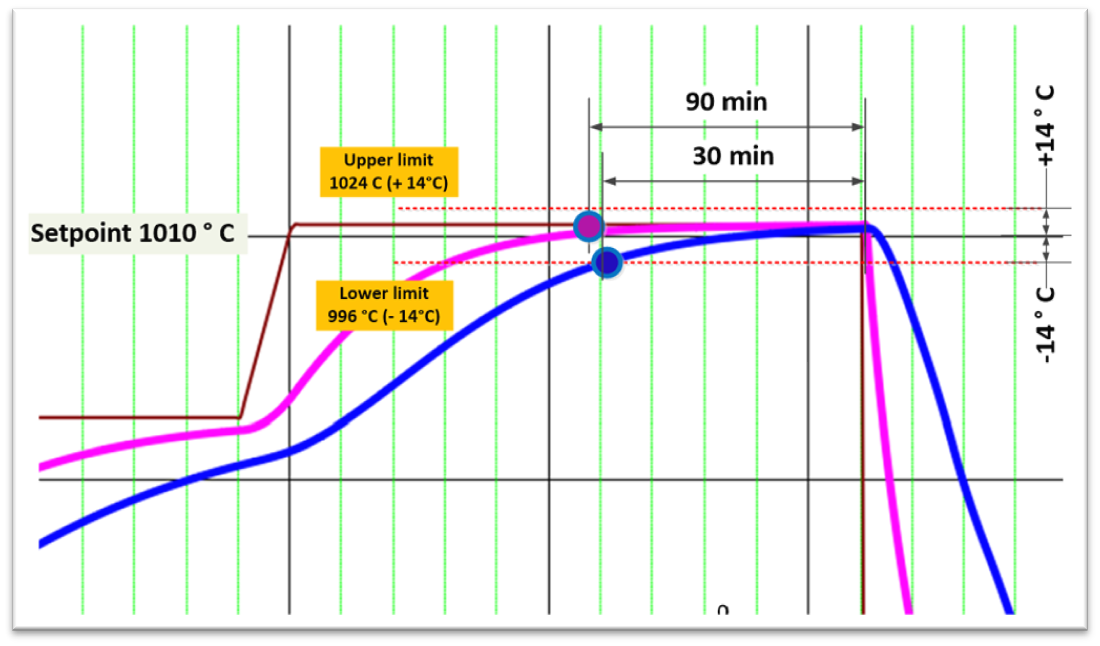
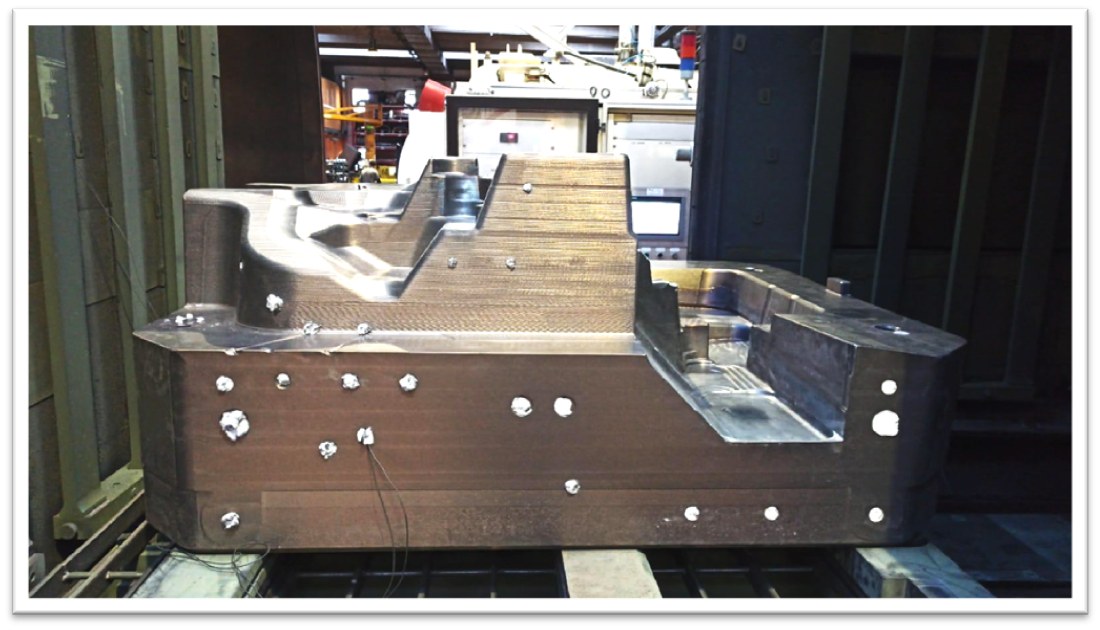
Fig. 1 – The ideal state of furnace calibration is when we have identical temperatures Ts, Tc, TSP and TDHT
Fig. 2 – An example of a large die insert, where deviations of the load thermocouples from the setpoint temperature can be assumed.
Before we start dealing with the actual record, we need to make sure that the furnace has a valid calibration, the load thermocouples are calibrated and that we have met all the conditions so that the temperature of the set point SP is also the actual temperature in the furnace. If calibration deviations come out of both TUS and SAT, they must be inserted into the furnace control system in the form of offsets. The fact that we are doing it correctly is easily controllable by hanging such a labels on the furnace (Fig. 3 and 4)
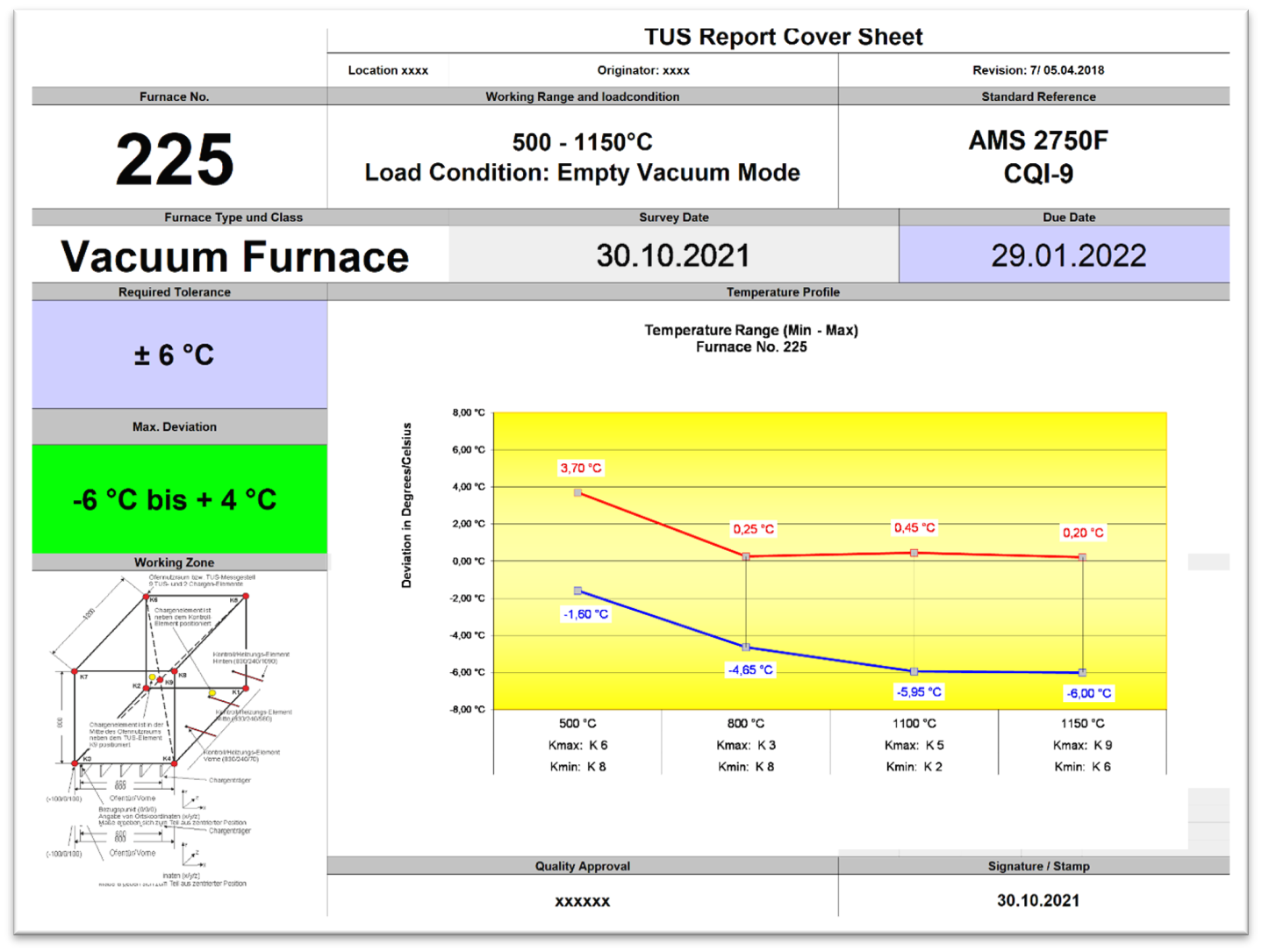
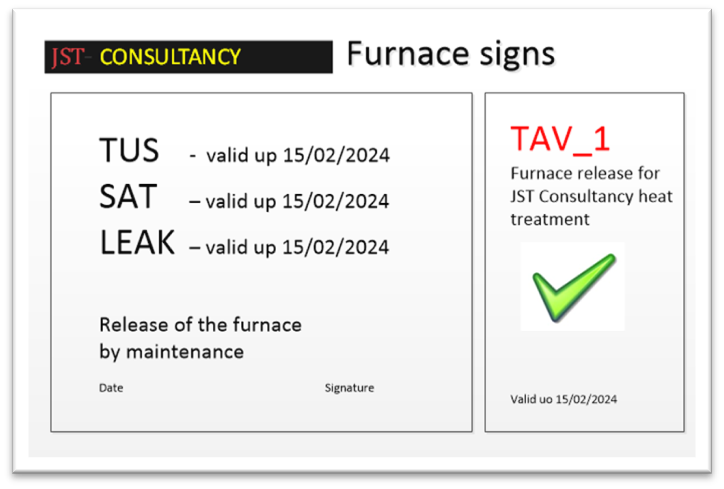
Fig. 3 and 4 – Typical labels that should hang visibly on the vacuum furnace
So if everything according to AMS 2750, CQI-9 and ISO 20431 is OK, we can move on to solving the problem with NADCA-207. Fig. 5 shows a process record that shows that sometimes the intentions of the heat treater and the furnace system did not match.
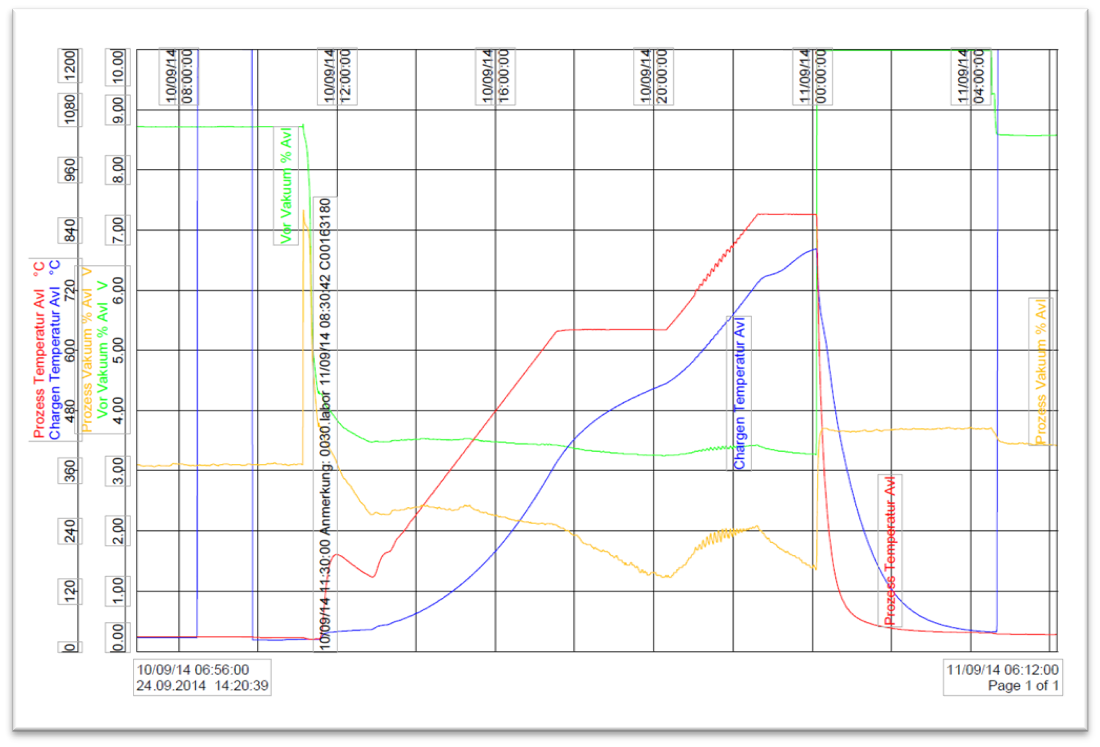
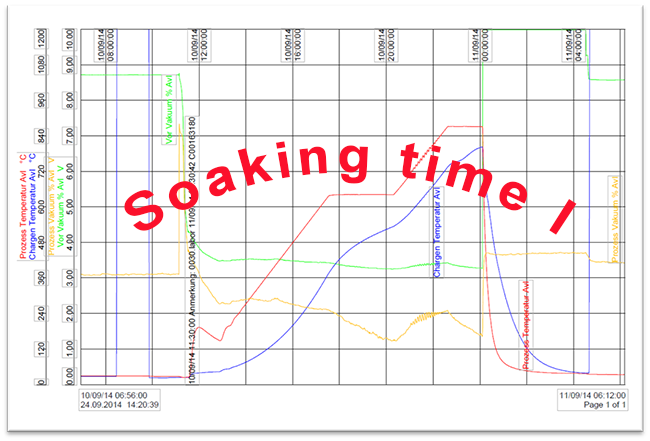
Fig. 5 – Furnace recording when Ts never reaches TSP or TDHT
Figure 6 shows the temperature analysis from the quenching cycle record of a large insert from DIEVAR steel. The required temperature was 1010 °C, the surface thermocouple in the saturated state shows 1008.1 °C, and the core thermocouple 1004.1 °C. Under these circumstances, without further program measures, the soaking time will not be switched on. Manual operator intervention in the process will be required.
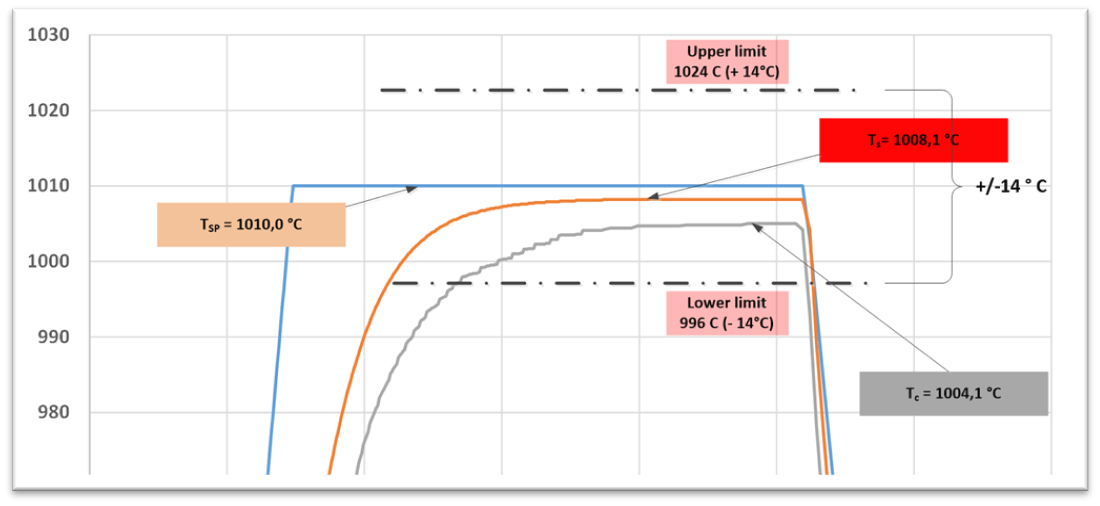
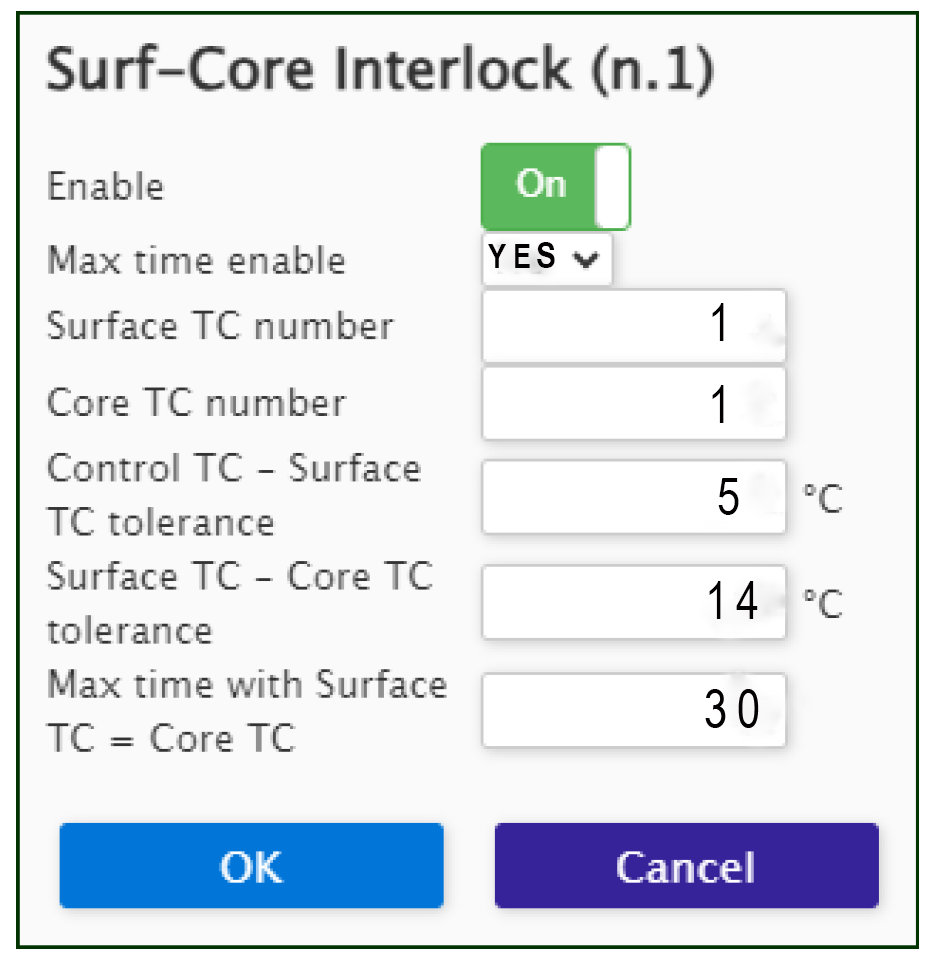
Fig. 6 – Analysis of the austenitization record of a large insert from DIEVAR steel
Fig. 7 – Surf-Core Interlock program segment in TAV’s SCADA system
But the problem with applying NADCA 207 is not that the Ts of the surface does not heat up the TSP. The problem is that we will not achieve the temperature according to NADCA 207, i.e. 1010°C. In practice, the usual solution is for the operator to lower the furnace temperature so that the soaking time is triggered, in our case by 1.9°C, and thus ignores the requirement for 1010 C. However, we must take this as a change in the technological regulation and an inadmissible interference in the process.
The only way is to increase the temperature of the furnace and wait for the furnace to heat the workpiece to Ts = TDHP = 1010°C. In the program step of heating for austenitization, we must therefore have the possibility of programming correction of the start time, based on the control of the temperature difference between the TSP furnace and the surface thermocouple Ts. This program offset will allow us to correct the start of the segment time regarding this programmatically predicted difference, and with regard to the fact that the temperature of the part via Ts must reach the temperature according to NADCA 207. For TAV Vacuum Furnaces, this is treated with the segment type “Surf_Core Interlock“.
So, going back to the beginning, a correct record of the NADCA 207 quenching process must confirm that the quenching temperature was indeed the one prescribed by NADCA 207 and not any other. Therefore, if the furnace does not heat the part to Ts = TDHT, it will be an audit defect, although the furnace setpoint corresponds to the temperature according to NADCA 207. The same will apply to litigation.
It also follows that vacuum furnaces with one thermocouple cannot work reliably in the Nadca 207 system. Even if we specify it as Ts, as well as Tc. In both cases, we will lack the data on the second temperature. And if we want to manage safe heating with control of the surface-core temperature difference, or an isothermal hold during quenching, it simply cannot be done without two thermocouples. But Nadca 207 also says this, in point A, page 6. And anyone who ignores this or tries to find some excuse should rather harden something other than die casting dies for HPDC.
And what about tempering soaking time control? More on that next time.
Jiří Stanislav
March 15, 2026