Jak vznikají magnety?

Je to zvláštní téma. Když jsem začínal ve ZEZ Praha, VVZ Liberec, měl jsem na starosti vývoj PVD technologií a k dispozici zařízení Leybold se 4 planárními magnetrony. Jejich magnetické pole bylo vytvořeno z magnetů 10×10 mm SmCo. Na první pohled to vypadalo zcela normálně, na druhý ale, když se magnety po nějaké době začaly odlepovat ze základové desky, problém nastal. Jejich síla byla taková, že nám to štípalo prsty. Není to tedy jen magnet, ale i materiál životu nebezpečný 😊.
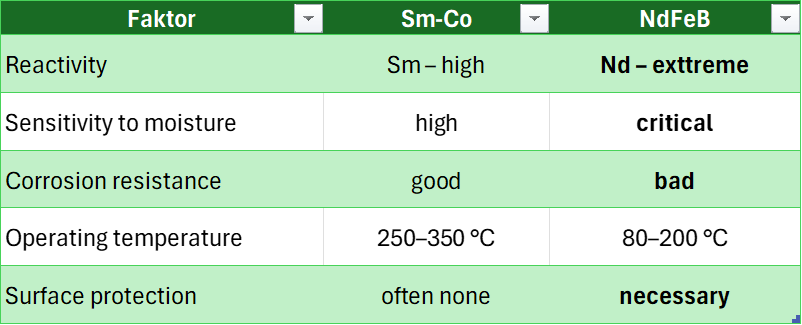
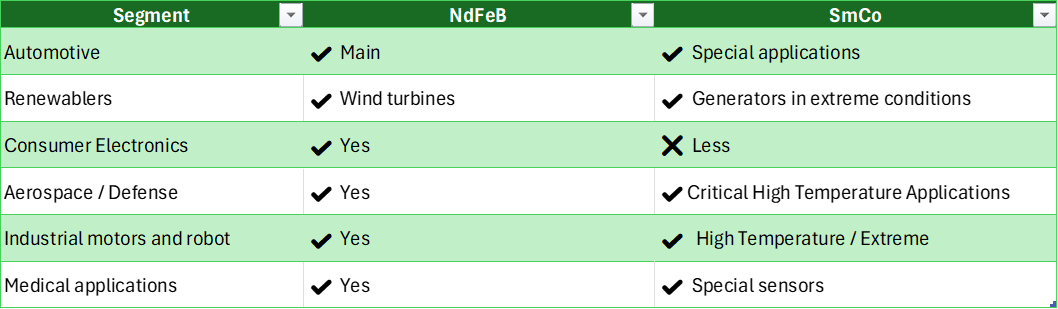
SmCo magnety nabízí nejlepší poměr ve srovnání rozměrů, výkonu a odolnosti vůči vysokým teplotám či nepříznivým podmínkám. Jsou velice odolné vůči korozi, a proto nevyžadují povrchovou úpravu. Dají se používat pro teploty až 250-300 C, a jsou stabilnější než neodymové magnety (NdFeB).
Jak se ale takové magnety vyrábí?
Začalo mě to zajímat až nyní, s bitvou o světové zásoby vzácných prvků. Musíme nejenom ty prvky mít, ale musíme se opět naučit z těchto prvků dělat i tyto speciální magnety. Oba typu magnetů budou mít obdobné procesní kroky, prakticky všechno musí ale probíhat ve vakuu, kvůli afinitě Nd a Sm ke kyslíku.

Jaký je postup?
- Vezmou se prášky Co a Sm, ty se ve vakuové indukční tavičce roztaví. Odlije se polotovar. Teploty: cca 1300–1500 °C, Atmosféra: vysoké vakuum (10⁻³–10⁻⁵ mbar) nebo ultračistý Pokud je magnet tvořen SmCo₅, jedná se o binární slitinu. Legování bude 35% Sm, 65% Co. Pokud je magnet tvořen Sm₂Co₁₇, bude se jednat o komplexní systém s přídavkem Cu a Fe. Chemické složení bude zhruba Sm 25%, Co 60%, Fe 10-18%, Cu 3-8%. Součet musí dávat 100.
- Nyní z odlitku musíme vyrobit prášek se zrny 3-10 μm. To se provádí drcením, obvykle ve vodíkové atmosféře
- Následuje lisování v magnetickém poli (CIP) Cold Isostatic Pressing s cílem získat maximální hustotu a krystalografickou orientaci
- Další, nejdůležitější krok, je slinování ve vakuové peci. Teploty:
SmCo₅: ~1100–1150 °C, Sm₂Co₁₇: ~1180–1220 °C
Atmosféra:
vakuum 10⁻⁴–10⁻⁵ mbar, nebo čistý Argon

- Následuje řízené tepelné zpracování (aging), Typické pro Sm₂Co₁₇:
Vícekrokové popouštění: 800–850 °C, 400–600 °C
Probíhá výhradně ve vakuu nebo inertní atmosféře. Cíl: vytvoření buněčné mikrostruktury, řízená precipitace Co-bohatých fází, maximalizace: koercivity, teplotní stability
- Posledním krokem je obrábění a případně povrchové úpravy.
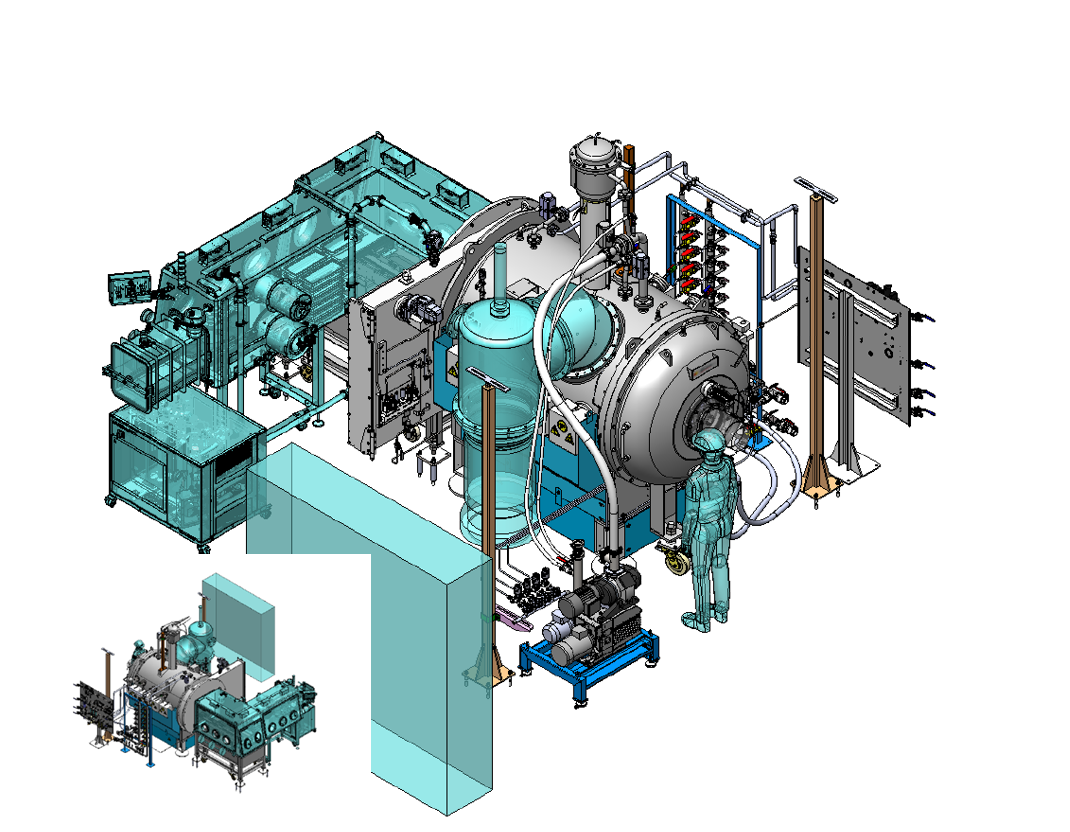
A jak takový proces může vypadat v praxi? Na zeleném obrázku nahoře je zařízení pro vodíkovou dekrepitaci od ECM Technologie. Jedná se o modifikovanou vakuovou pec Fulgura, teploty až do 1200 C, 3 bar H2, včetně integrovaného gloveboxu.
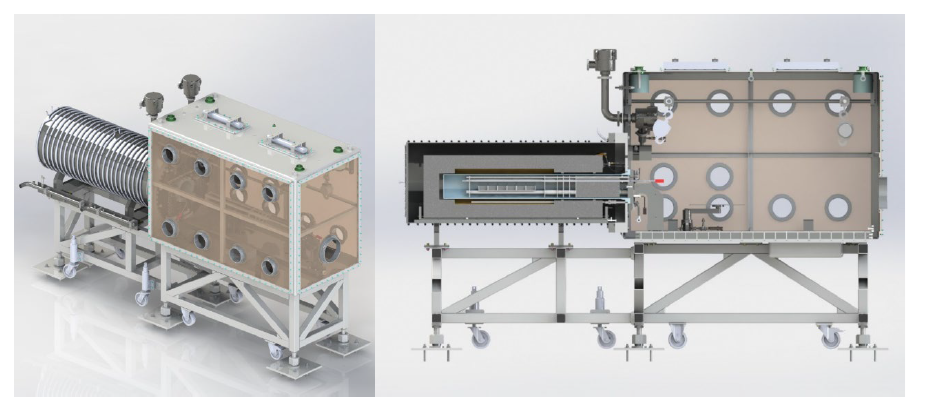
Vyrobený prášek se ale nesmí dostat do styku s kyslíkem. Proto na výstupu ze zařízení musí být komora s ultračistou inertní atmosférou (Ar, výjimečně H₂), typicky O₂ < 1–5 ppm a H₂O < 1–5 ppm. V opačném případě nám takto vyrobený prášek, s obrovskou plochou, může vzplanout díky zrychlené oxidaci.
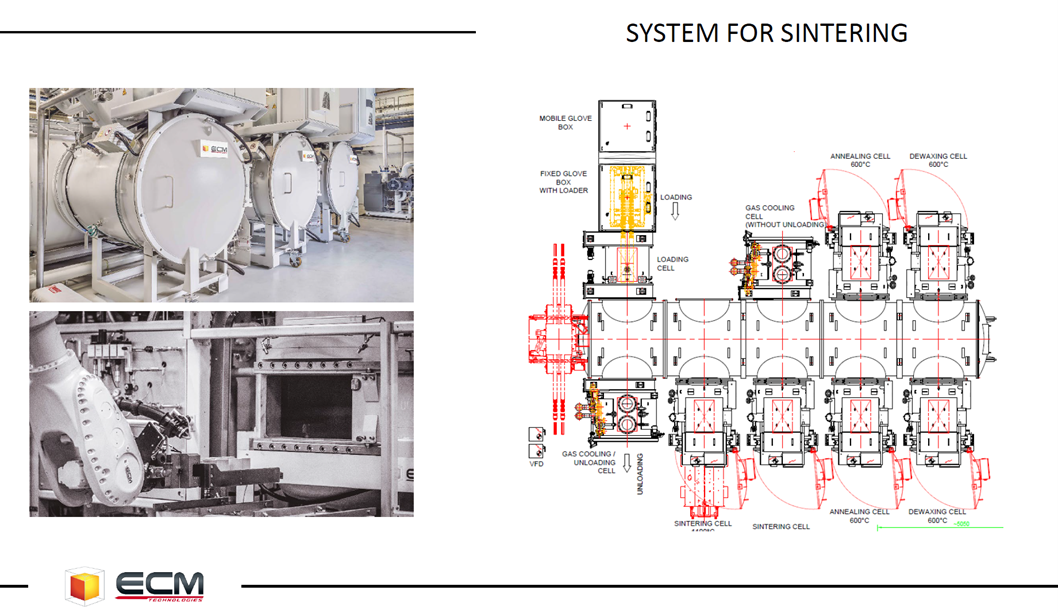
Následné sintrování může probíhat v různých jednokomorých pecích, ECM Technologies dokáže ale dodat i zařízení, provádějící komplexně všechny operace v jednom systému typu FLEX.
Jestli je to výzva pro rozšíření vakuových technologií v CZ a SK, nevím. V každém případě je to velké téma, protože tyhle magnety jsou potřeba dnes prakticky všude.
A růstový potenciál? 8-9% ročně do roku 2030, přičemž zpětný transfer z Asie s těmito čísly může docela dobře zahýbat.
Pokud máte zájem se dozvědět více, neváhejte se na mne obrátit.
Jiří Stanislav
10. ledna 2026