Úspory energií v tepelném zpracování II

Tak sláva, už máme měření …. můžeme pokročit dále.
Pro všechny typy pecí je nutno myslet na to, že energii, kterou musíme do vsázky vložit abychom ji ohřáli na pracovní teplotu, ovlivnit nemůžeme. Tato „technologická spotřeba“ bude vždy vycházet z tepelné kapacity zpracovávaného zboží podle vzorce Q = Cp * m * dT, kde Cp = 0,6 kJ/kg pro ocel. Můžeme ale ovlivnit energii efektivně na tento ohřev vynaloženou, a energii ztracenou.
Kromě „technologické spotřeby“ je zde tedy ještě parametr, který můžeme nazvat „technickou spotřebou“. Ta je vázána na koncepci zařízení, jeho energetickou bilanci a na množství tepelných ztrát, které tato koncepce umožňuje. Na obrázku č. 1 je model takovéto bilance pro plynem topenou víceúčelovou pec. To, že zde není všechno úplně v pořádku již plyne z toho, že z celkového dodaného tepla do pece jde celých 30% ven, do spalin, aniž by se využilo.
Ze zbývajícího topného příkonu se do vlastní vsázky dostane zhruba 66% disponibilní energie, 16 % spotřebují rošty a přípravky a 14% se ukládá do vyzdívky pece. Zbytek jsou minoritní položky.
Pokud ale vezmeme v úvahu celkově dodanou energii včetně spalin, do vsázky se dostane pouze 46% celkově dodané energie, 11% spotřebují rošty a přípravky a zhruba 10% se ukládá do stěny pece. Ztráty do vody, vyzářením tepla do okolí, nebo ztráty z otevření vrat pece nejsou z hlediska energetické bilance zásadní.
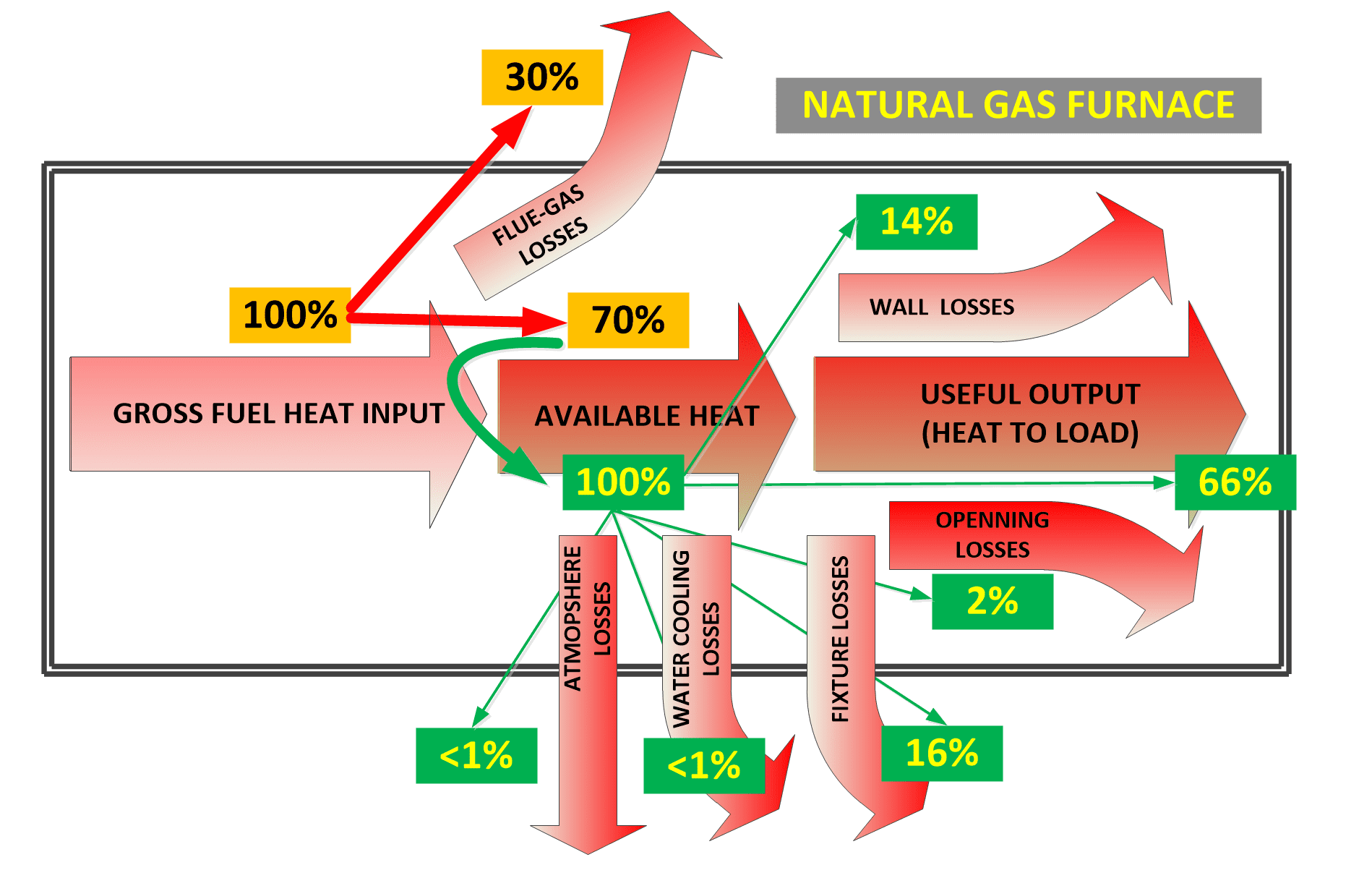
Obr.č. 1 – Tepelná bilance plynem topené pece (https://www.industrialheating.com/articles/92763-tools-to-boost-furnace-efficiency)
Jiné je to u elektricky topených pecí, ať již víceúčelových nebo vakuových (Obr.č. 2). Protože zde nedochází k žádnému spalovacímu procesu, 100% přivedené energie lze považovat za energii disponibilní. I když do vsázky dostáváme opět 66% tepelného výkonu, toto procentuální ohodnocení je ale finální hodnotou. Oproti 46% z plynem topené pece se jedná o 20% lepší účinnost celkově dodaného tepla. Oproti tomu podíl energie potřebné pro ohřev roštů je sice opět 16%, jedná se ale o konečnou hodnotu, která ukazuje na vyšší citlivost efektivnosti procesu v elektricky topené peci s ohledem na hmotnosti roštů a přípravků nebo na izolaci topné komory. Významný odliv tepelné energie je i přenosem do vody a do chladícího systému.
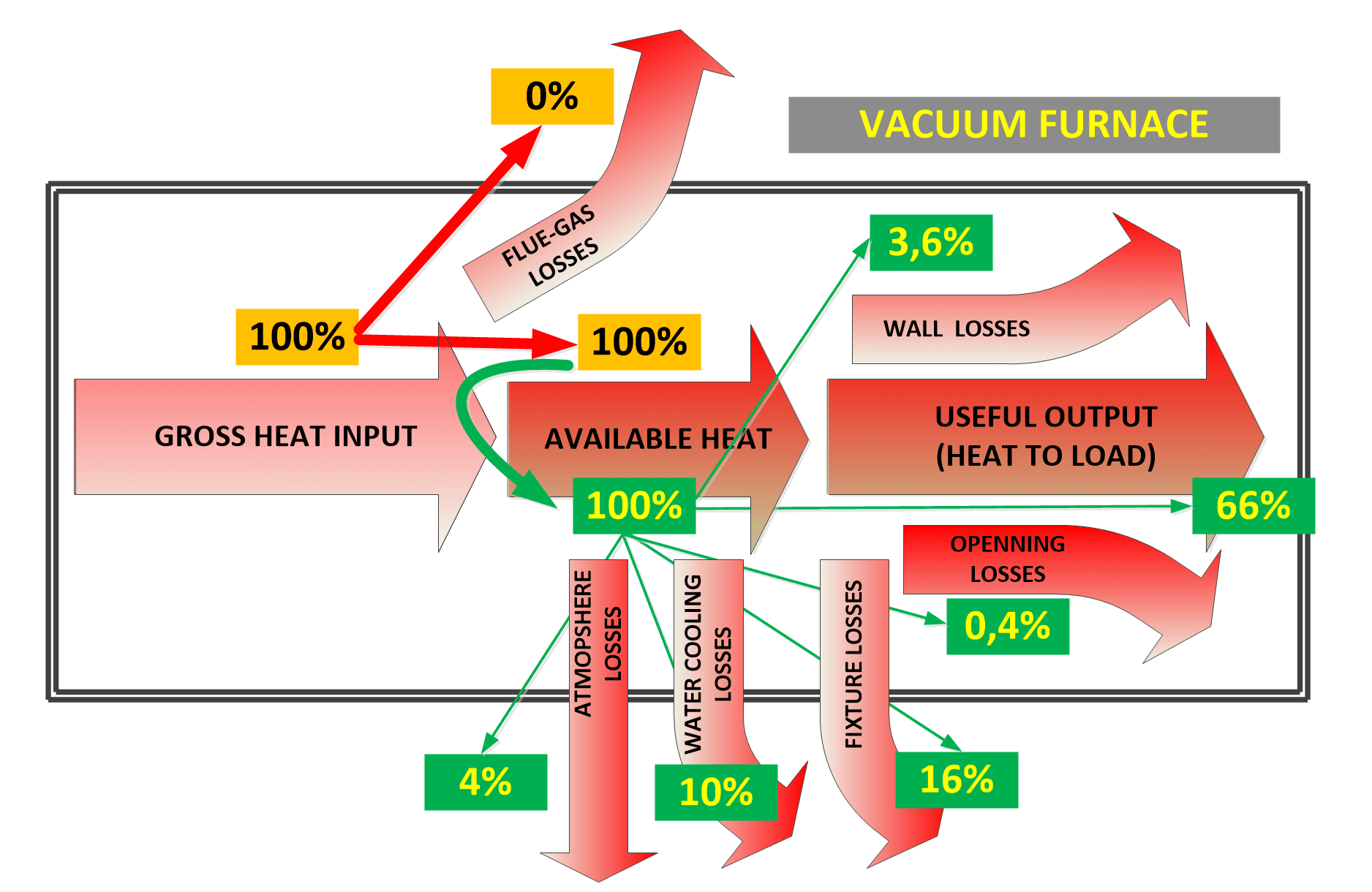
Obr.č. 2 – Tepelná bilance vakuové pece (https://www.industrialheating.com/articles/92763-tools-to-boost-furnace-efficiency)
Technická spotřeba je tedy silně vázána na ztráty, a bude významně ovlivněna koncepcí pece, jejím technickým stavem, kvalitou izolací a dalšími faktory souvisejícími s inovacemi nebo údržbou zařízení. I proto je důležitá role statisticky hodnotitelného měření spotřeby energie na vsázku, protože při opakovaných procesech můžeme tyto údaje hodnotit s ohledem na preventivní nebo prediktivní údržbu. Právě změna ve spotřebě energie může totiž ukazovat na problémy s technickým stavem zařízení.
Ve všech případech je ale nutno uvažovat i o tom, jak efektivně dodané teplo přenést do vsázky. Koncepce víceúčelových pecí s muflí nebo vakuových pecí s retortou jednak odebírá část vložené energie na ohřev mufle nebo retorty, jednak neumožňuje přímý ohřev vsázky. Ten probíhá zprostředkovaně přes proudící ochrannou atmosféru nucenou konvekcí anebo sáláním od stěn mufle nebo retorty. Část energie, ať již u plynem nebo elektricky topených pecí, použijeme tedy na vytápění mufle nebo retorty.
Následující graf na obrázku 3 je srovnáním jednotkové spotřeby v kWh/kg pro vakuovou popouštěcí pec s elektrickým vytápěním a retortou, a pro popouštěcí pece s přímým elektrickým ohřevem. Z grafu je vidět, že rozdíl ve spotřebě, především u nižších hmotností vsázky, je 30%. Křivky jednotkové spotřeby mají exponenciální průběh. S ekonomicky výhodnějším hmotnostním vytížení pece, tzv. JobFillRate%, tento rozdíl postupně klesá, pro reálné hmotnosti vsázky ale nikdy nezmizí. Pokud se ale chceme dostat pod naši magickou hodnotu 1kWh/kg, pak u pece s přímým ohřevem nám stačí vsázka 120 kg, kdežto u pece s retortou máme ekonomickou vsázku až kolem 200 kg, tedy o 67% vyšší. Druhou naši magickou hranici 0,5 kWh/kg docílíme u pece s přímým ohřevem u vsázky kolem 250 kg, u retortového řešení pak asi kolem 450 kg a to už je o 80% více.
Stejná pravidla budou platit i vysokoteplotních pecí, pouze rozdíly budou menší s ohledem na to, že mufle nebo retorta budou na teplotě nad 800 C a přenos tepla sáláním či radiací bude efektivnější.
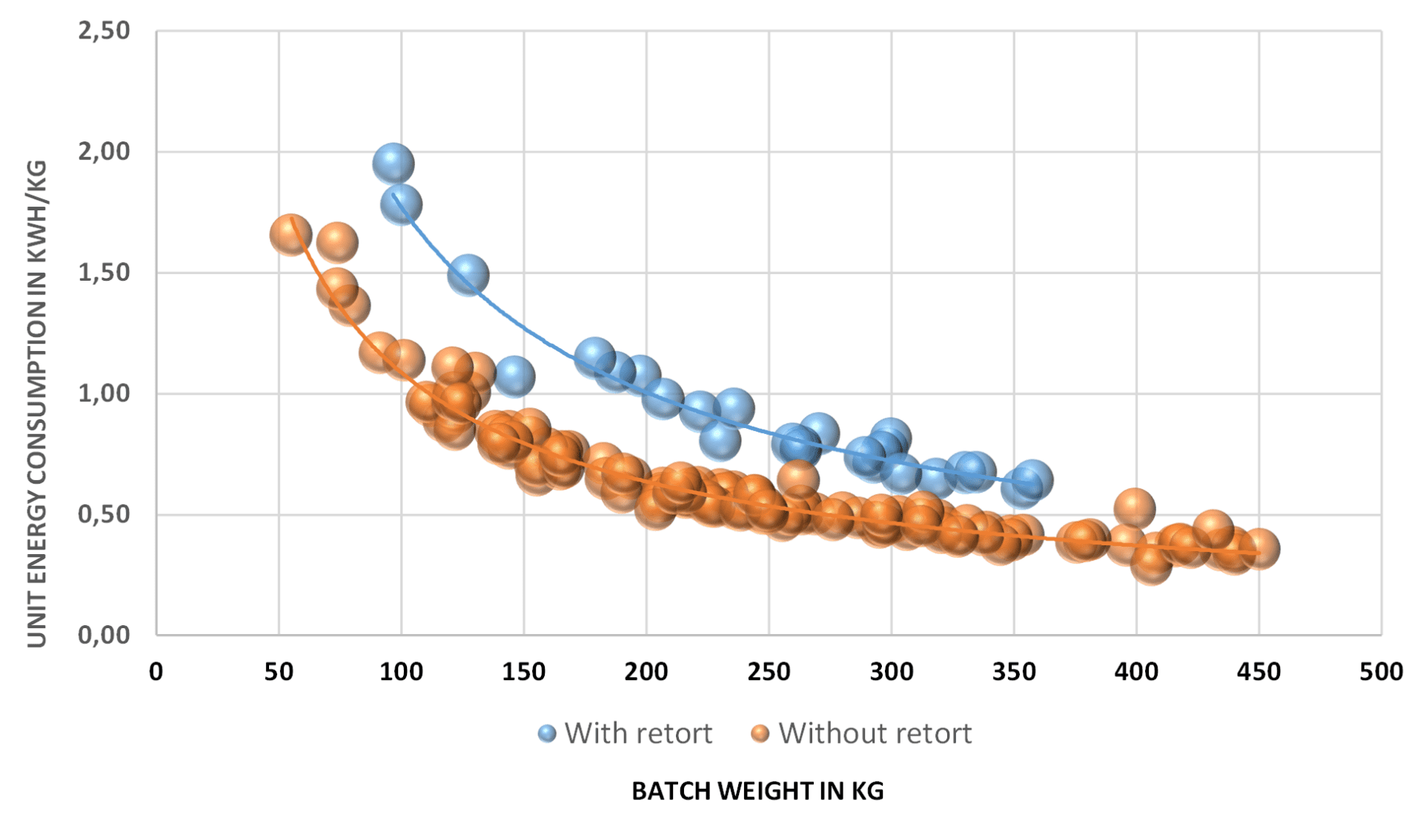
Obr.č. 3 – Porovnání jednotkové spotřeby energie na popouštění pro pece s retortou a s přímým ohřevem
Nepřímý ohřev přes retortu nebo mufli má ještě další úskalí. Na dalším obrázku č. 4 jsou možné stavy regulace při náběhu na teplotu.
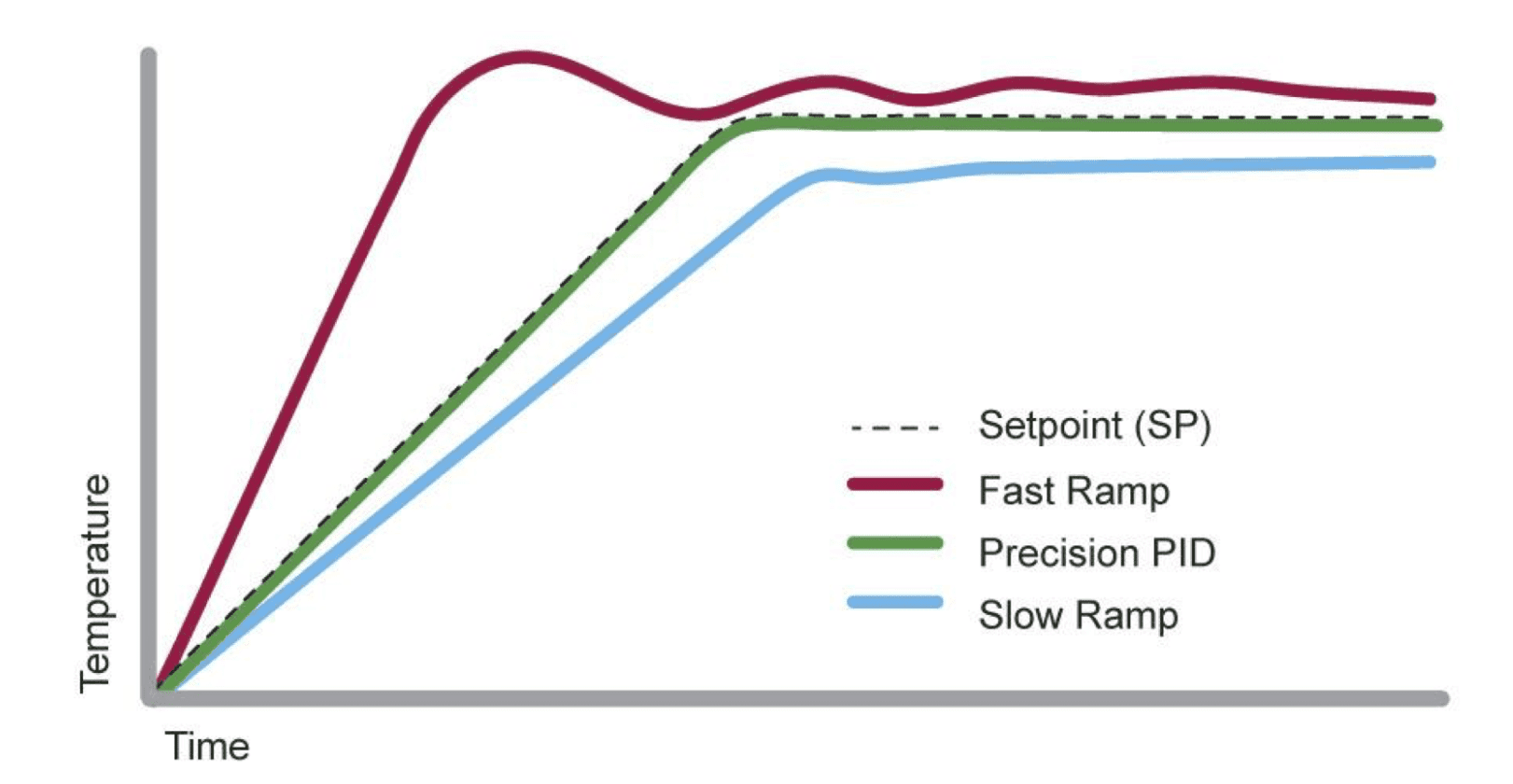
Obr.č. 4 – Problematika regulace teploty s ohledem na inteligentní regulátory
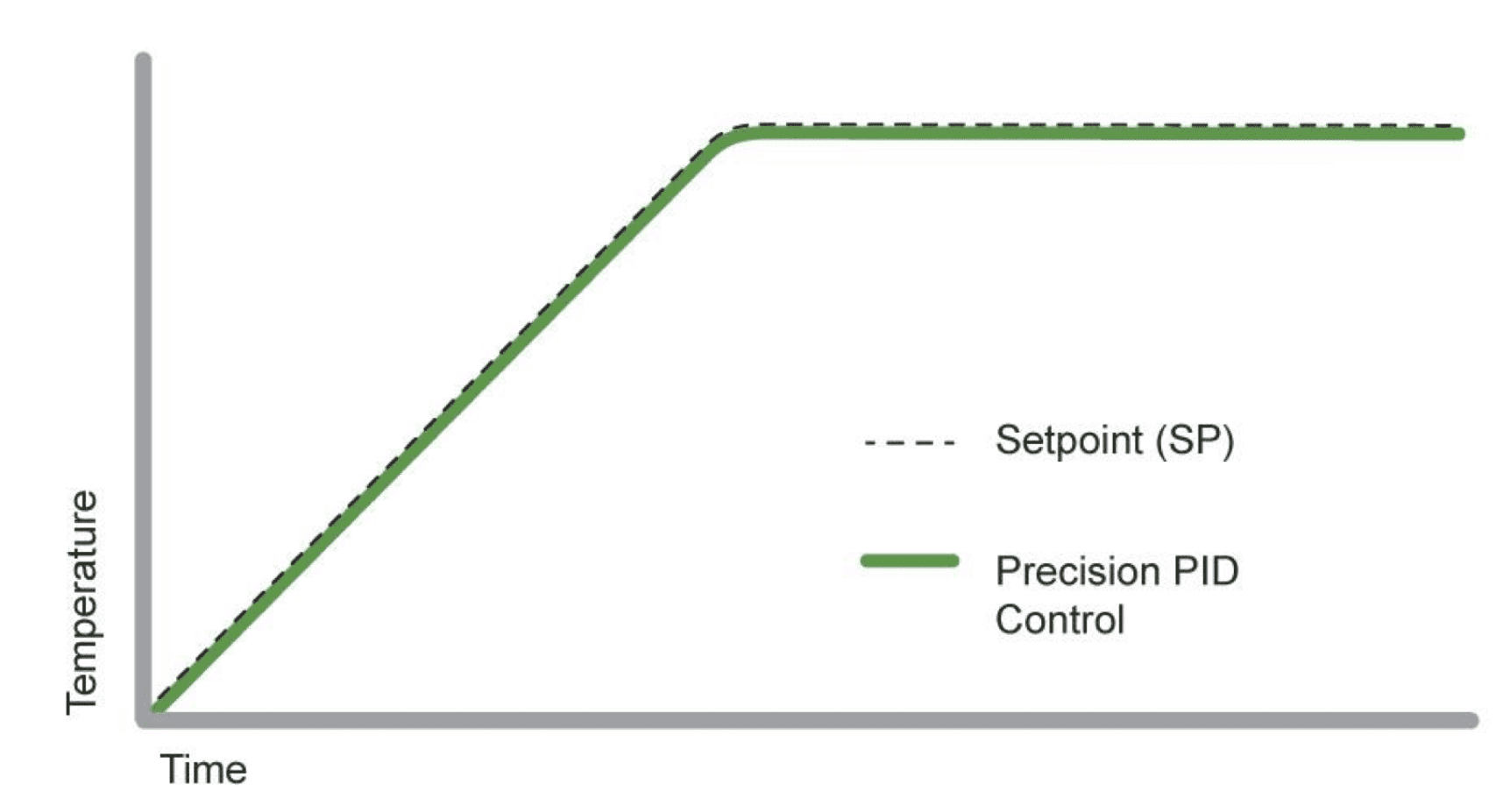
Pokud nemáme dokonalou regulaci, pak nejenomže systém reguluje na teplotu mimo náš setpoint, v případě přetopení se jedná ale i o marně vynaloženou energii nebo o prodloužení času procesu se stejným dopadem na spotřebu. Protože ale pece pro tepelné zpracování pracují v proměnlivém režimu teplot, během ohřevu se mění i podmínky v peci z hlediska sálání nebo konvekce. I když regulátor teploty bude mít tzv. samoučící se funkci, vždy bude problém v tom, že v každém pásmu teplot je potřeba jiné sady PID konstant. To ale každý regulátor neumí.
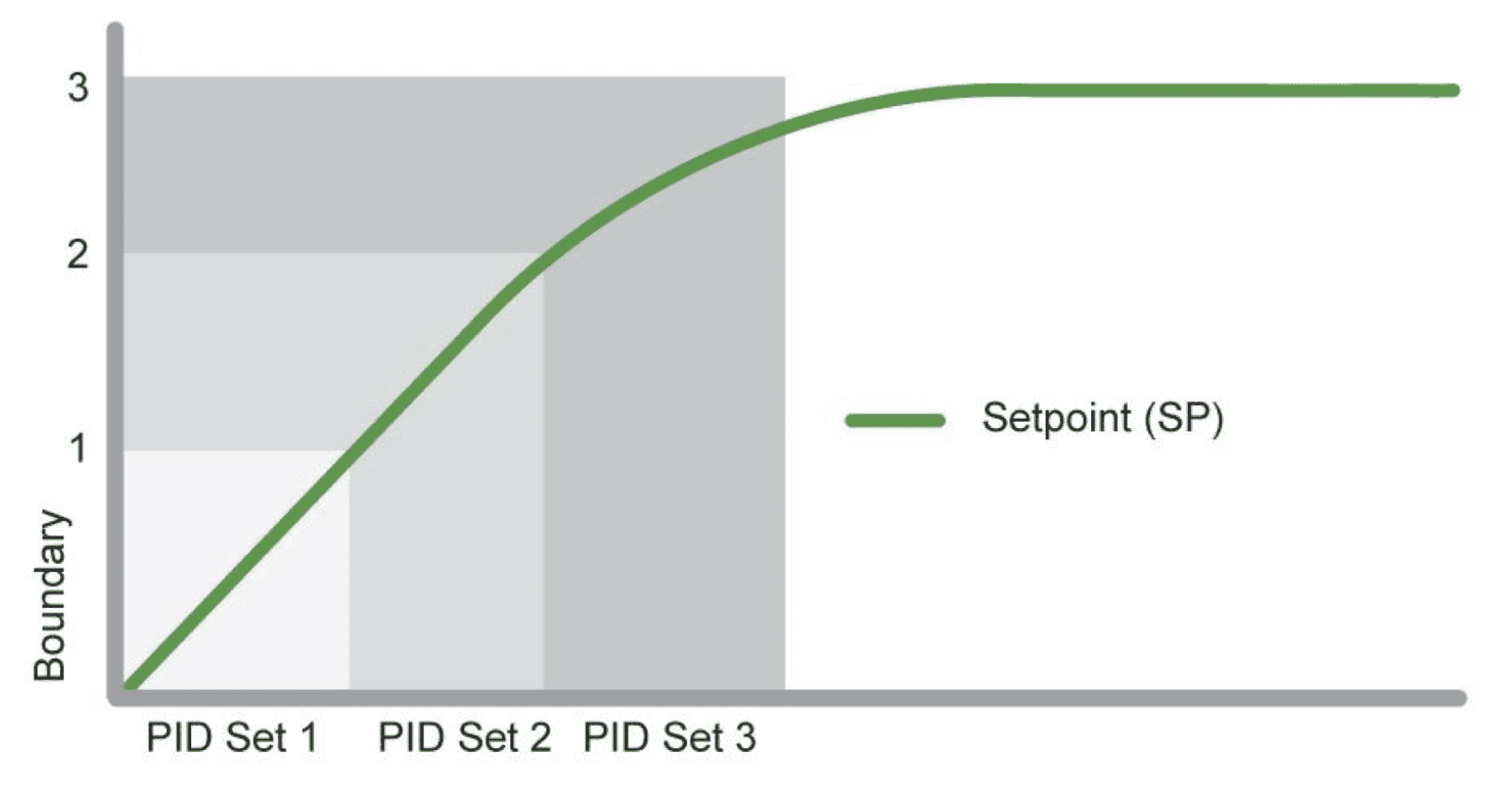
Obr.č. 5 – Přesná kontrola teploty s proměnnými PID hodnotami
Dalším problémem je to, že změna podmínek ohřevu u retortového řešení pece je vázána i na hmotnost vsázky, tedy na časovou odezvu zařízení, která ude pro každý proces jiná. Pokud PID konstanty nastavíme pro jednu vsázku, nemusí platit pro druhou. To je vidět na záznamech popouštěcích procesů ze zařízení s retortou na obrázku 6. Chování regulace teploty pece při velké vsázce je optimální. To ale neplatí pro vsázku malou o hmotnosti 96 kg. Nejenomže naše jednotková spotřeba bude vysoká z důvodu nízkého JobFillRate%, ale budeme i spotřebovávat energii neužitečnou, protože pec se přetápí nad nastavený SP. O technologických dopadech na výsledek zde ani nehovořím.
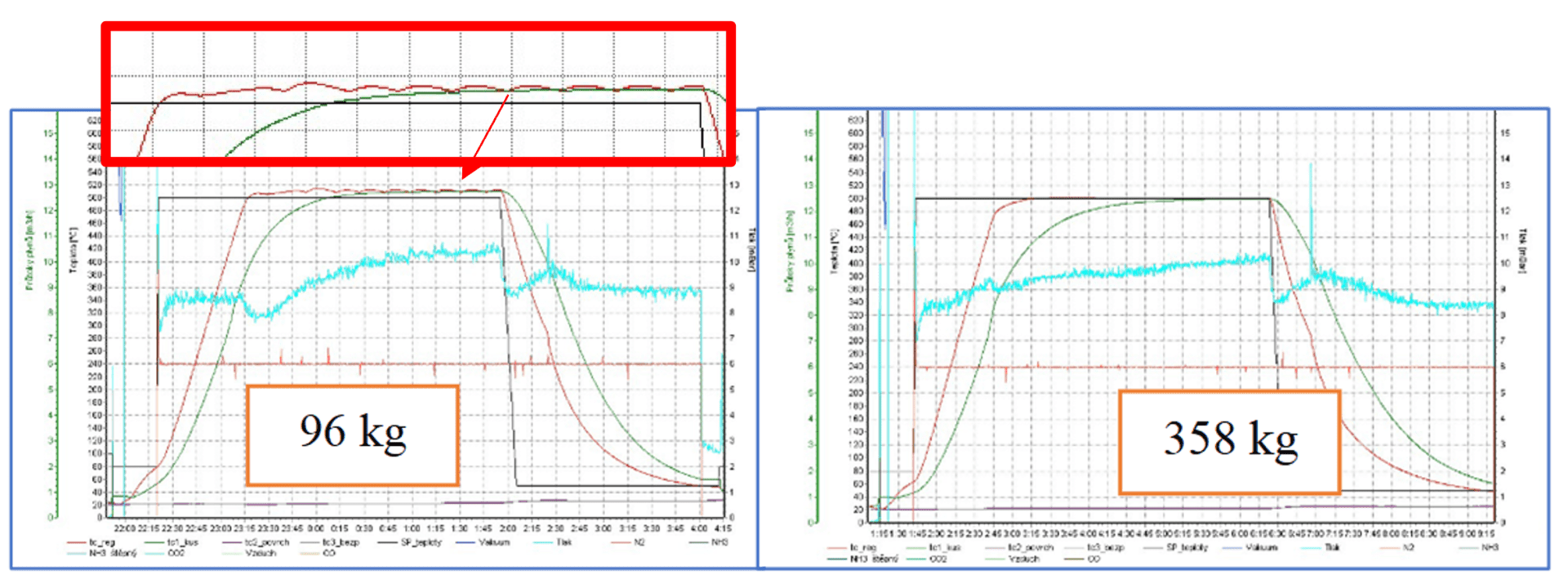
Obr.č. 6 – Porovnání chování pece s retortou pro malé a velké vsázky
Na co bychom se tedy měli zaměřit z pohledu „technické spotřeby“? Pokud to jde, především na inovace a investice. Ne všechno lze totiž rekonstruovat na nové podmínky. Tak jako neuděláme z auta s dieselovým motorem elektromobil, neuděláme ani nízkoenergetickou pec ze staré pece. A protože pece odepisujeme obvykle na 20 let, tyto úvahy musíme učinit i z hlediska tohoto časového horizontu.
Sumárně tedy:
- Z hlediska spotřeby energií musíme volit to řešení, které dává nejnižší hodnoty pro výše uvedené časové období. Měli bychom se kalibrovat na cíl <1 kWh/kg pro vysokoteplotní procesy jako je kalení nebo cementace, a na hodnoty <0,5 kWh/kg pro procesy nízkoteplotní
- Z hlediska emisí musíme volit to řešení, které bude brát v úvahu prognózu energetického mixu na celou dobu života pece. Tato prognóza říká, že v České republice to bude 50 – 90 gCO2/kWh v roce 2040.
Z těchto dvou podmínek nevyplývá příliš mnoho řešení. V případě, že energetický mix klesne se svými emisemi pod úroveň 220 gCO2/kWh, z hlediska emisí bude jediné možné řešení elektricky topená pec. A pokud budeme chtít docílit první kritérium, tedy <1 kWh/kg, pak se musíme přiklonit k vakuovému řešení. Jenže i to má svoje úskalí. Pokud si uděláme jednoduchou úvahu o energetické náročnosti tepelného zpracování pro kalení nebo cementaci, pak vidíme že pokud se chceme dostat s energetickou spotřebou pod 1 kWh/kg, musíme zvolit dvoukomorové nebo více komorové řešení vakuové pece anebo jít s průměrnými hmotnostmi vsázky výrazně nahoru (Obr.č. 7).
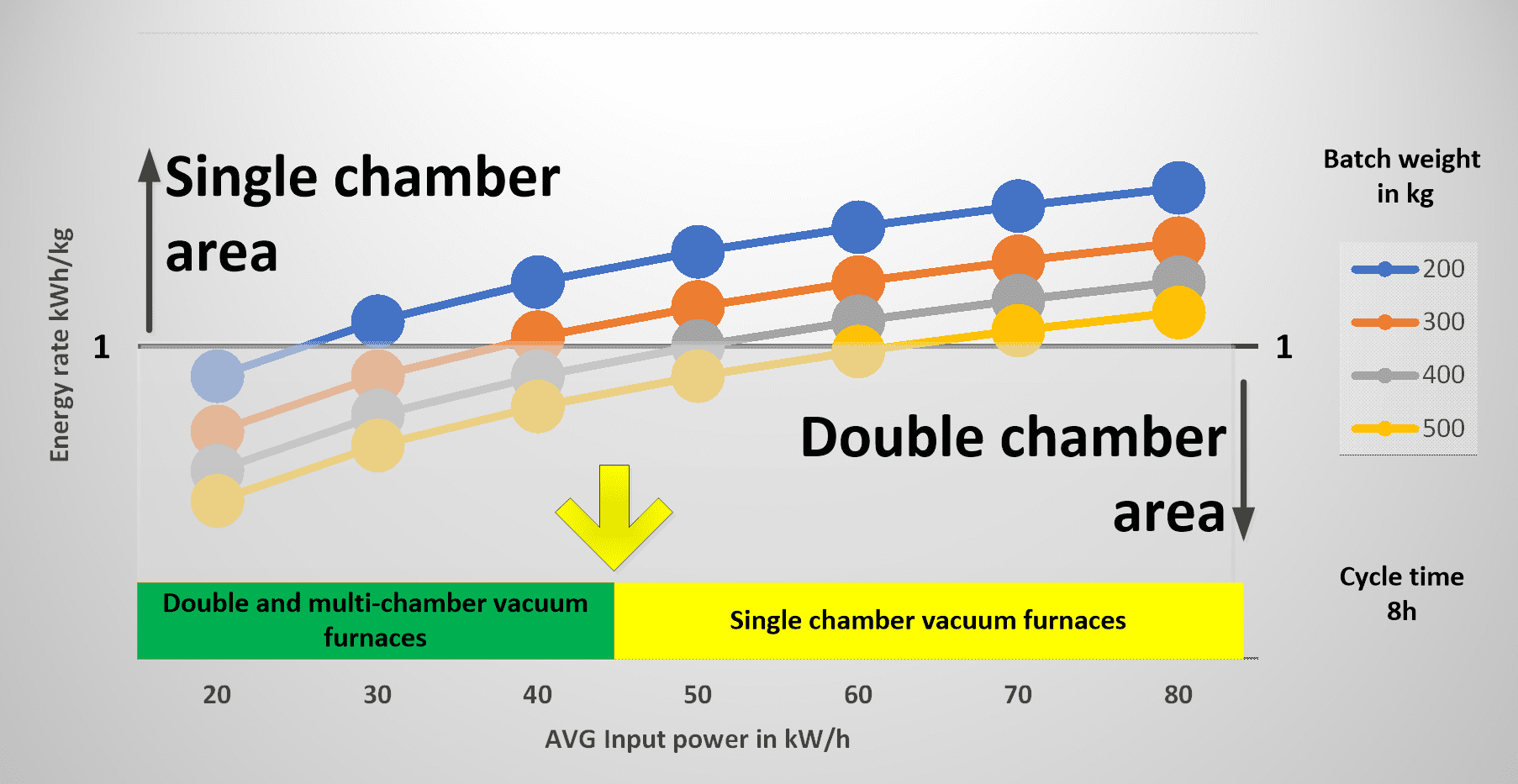
Obr.č. 7 – Energetická náročnost = průměrný energetický příkon pece * průměrný čas cyklu 8 hod / hmotnost vsázky.
Graf nám ukazuje, za jakých podmínek se můžeme dostat k cíli <1 kWh/kg. Protože jednokomorové vakuové pece vykazují v rámci pracovního cyklu, měřeno od uzavření do otevření dveří pece, hodinovou spotřebu obvykle v průměru 45-80 kWh, pak je vidět, že s jednokomorými pecemi se do oblasti <1 kWh/kg dostaneme jen při vsázkách 400 kg a více.
Abychom se tedy dostali do námi požadované oblasti jednodušeji, potřebujeme pece, kde průměrné hodinové spotřeby budou kolem 30-40 kWh, a to včetně periody kalení. V níže uvedeném odkazu je prezentace ALD od Geralda Hillera na ALD Multi chamber systém. Jedná se o řešení, kdy proces ohřevu a cementace probíhá v několika identických komorách, proces kalení pak v pojízdném kalícím modulu s přetlakem N2 nebo He až do 20 bar. Pracovní komory jsou trvale udržovány na teplotě, a jak je uvedeno v prezentaci, v přepočtu na jednotkovou spotřebu se dostáváme až na hodnoty kolem 0,3 kWh/kg. Ve výpočtu není ale zohledněna energie, potřebná pro ochlazení v pojízdném kalícím modulu. Celkově se tedy budeme blížit k naší magické hranici 0,5 kWh/kg.
Obdobná situace bude u dvoukomorových pecí s kalením do oleje, protože i zde máme, stejně jako u multi-komorového řešení, trvale vytápěnou topnou komoru. Tím, že tento typ pece, na rozdíl od víceúčelových pecí, nemá ani retortu ani mufli, dodanou energii použijeme pouze na ohřev stěny a na ohřev vsázky včetně roštů. Ztracená energie bude tedy závislá pouze na kvalitě izolace topné komory nebo hmotnosti roštů, a i tady je vidět výrazný technický pokrok (Obr.č. 8). Celkově, tak jak je uvedeno v prezentaci, se můžeme dostat až na udržovací příkon 19 kW bez vsázek, což je příkon pokrývající pouze ztráty topné komory. V praxi u víceúčelových pecí, ať již topených plynem nebo elektrikou, se ale pohybujeme na hodnotách 2 až 3x vyšších.
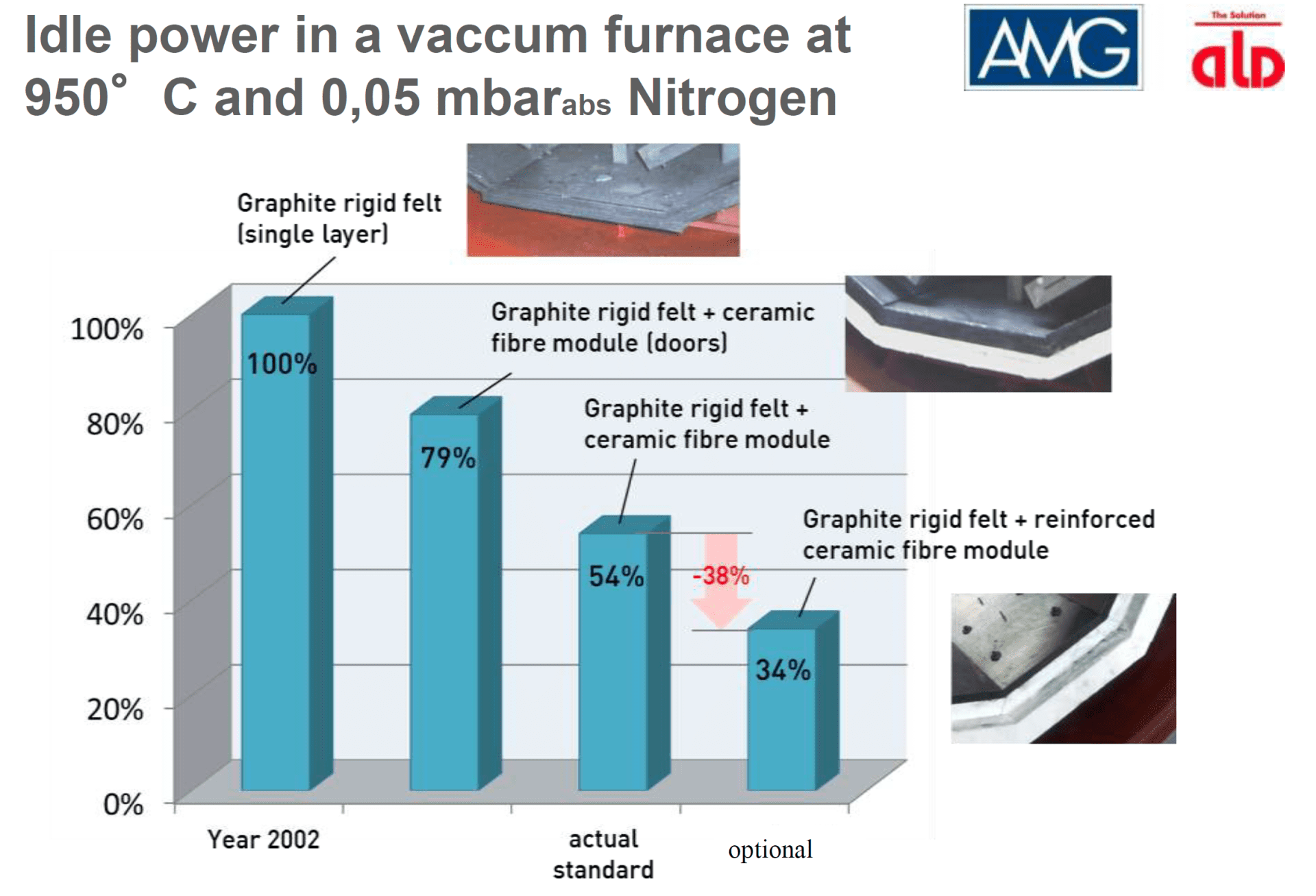
Obr.č. 8 – Vývoj izolačních materiálů a jejich kombinace na efektivitu vakuových pecí
Oproti jednokomorové řešení vakuové pece má řešení dvou nebo vícekomorové jedinou nevýhodu, identickou s pecemi víceúčelovými. Protože vsázka se v peci přesouvá z jedné do druhé komory, nemůžeme pracovat se vsázkovými termočlánky. Možná i to je důvod, proč jednokomoré vakuové pece mají doposud přednost před vícekomorovými systémy.
Osobně to rovněž považuji za velkou nevýhodu. Jak z hlediska přesnosti technologického vedení procesu, především ale i z hlediska spotřeby energie. Přeci jenom nemožnost použít vsázkové termočlánky vede k empirickému stanovení některých parametrů cyklu, a z praxe dobře víme, že mnohdy se teorie od praxi značně liší.
Částečné řešení představuje datalogger s Bluetooth výstupním signálem, kdy vlastní snímací přístroj může putovat se vsázkou a data o teplotách jsou bezdrátově posílána mimo pec (Obr.č. 9). I když je tento přístroj primárně určen k měření TUS, lze si představit i jeho použití pro modelování a kontrolu průběhu teploty ve vsázce, včetně fáze kalení v proudu plynu. Problematické bude ale jeho použití při kalení do oleje. To, co ale brání jeho použití především, je možnost setrvání přístroje na pracovní teplotě pouze omezenou dobu, a to ještě v izolované krabici, jejíž rozměry s rostoucí teplotou použití významně rostou.
Pokud by se našla cesta k miniaturizaci, popř. ke zvýšení teplotní odolnosti přístroje, pak by to v tepelném zpracování představovalo revoluční řešení.

Obr.č. 9 – Příklad dataloggeru od firmy Phoenix s výstupem Bluetooth
Jakou tedy zvolit investiční strategii do budoucna?
- Vakuové řešení bude mít přednost před klasickými pecemi s ochrannou atmosférou
- Protože velké spotřebiče kalírny budou postupně zatíženy ekologickou a energetickou daní v rámci FIT55, určitě by se mělo jednat o pece elektricky topené
- Jednokomorové vakuové pece si budou i nadále udržovat své místo pro tepelné zpracování, bude ale tlak na zvýšení jejich efektivnosti přes kvalitnější izolace, inteligentnější regulaci teploty nebo snížení hmotnosti přípravků
- Trendem budou ale dvou a vícekomorové systémy. Nejenom pro jednoznačně nižší energetickou náročnost, ale i pro vysokou flexibilitu procesů. U víceúčelových pecí si dnes obtížně představíme tepelné zpracování nástrojových ocelí, nebo dokonce pájení, u vakuového řešení to je logické vyústění stavu techniky (Obr.č. 10, 12).
- Protože historicky stále významná část tepelného zpracování je prováděna v šachtových pecích, i ty budou mít řešení s LPC a s kalením do oleje (Obr.č. 13)
- Pokud u jednokomorových vakuových pecích uvažujeme s energetickou náročností, budeme někde na 1 kW/Kg pro kalení, u dvoukomorových a vícekomorových to bude ale až o 50% nižší
- Protože u víceúčelových linek je dnes již samozřejmostí plná automatizace provozu, to samé nás čeká i u vakuového řešení. Aby to bylo realizovatelné, budeme si muset odvyknout od klasicky otevíraných vrat komory, a přejít na horizontální nebo vertikální řešení vstupních vrat (Obr.č. 10)
- Nízkotlaká cementace, přes stále přetrvávající technologická úskalí, má pro budoucnost přednost před klasickými procesy, a to především z důvodu úspor energie. Umožňuje přejít od různých koncepcí pecí s muflí nebo retortou na řešení s přímým ohřevem. Čím vyšší je požadavek na CHD, tím nízkotlaká cementace nabízí větší energetické úspory (Obr.č. 14)
- Je samozřejmostí, že každá pec musí být povinně vybavena měřidly spotřeby, a tyto údaje musí být přiřaditelné ke vsázce. Řídící systémy pece musí mít tedy vyšší inteligenci, umožňující hodnotit i ekonomické parametry zpracování buď přímo, anebo propojením do ERP systému, a nesmí se soustředit pouze na kontrolu teploty. U autonomních systémů, nepropojených do ERP, budeme potřebovat i měření operačních hodin, prostojových hodin nebo časů odstávek tak, abychom byli schopni vykázat časové i energetické využití pece.
- Pokud chceme efektivně popouštět, pak lze doporučit pouze pece s přímým ohřevem a bez retorty. V opačném případě vynakládáme v každém procesu zbytečné náklady na ohřev retorty a její ochlazení. Tento typ pecí ponecháme pro využití na chemicko-tepelné zpracování jako je nitridace nebo karbonitridace, kde výše uvedený nedostatek je eliminován tím, že se jedná o jednokrokové procesy, s dlouhými časy zpracování, a tedy vliv ohřevu a ochlazování retorty klesá na únosnou míru.
- Budeme si muset odvyknout popouštět v kalících pecích, ty na to nejsou ani určeny, ani nejsou k tomuto účelu dostatečně provozně ekonomické
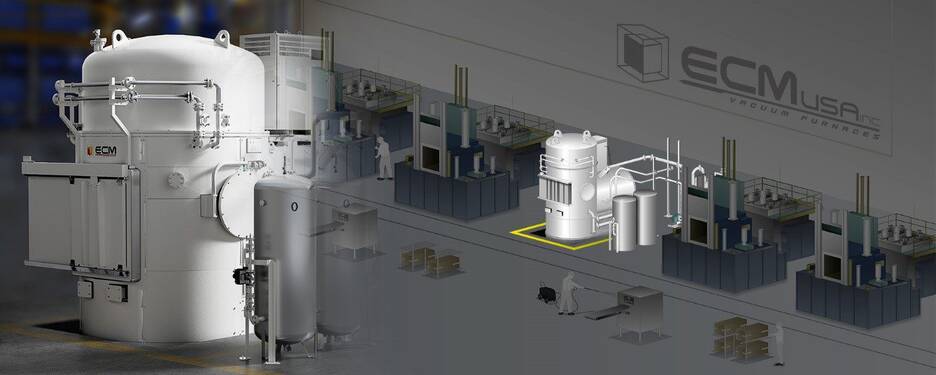
Obr.č.10 – Příklad linky víceúčelových pecí v kombinaci s nízkotlakou cementací ECM Eco Duo

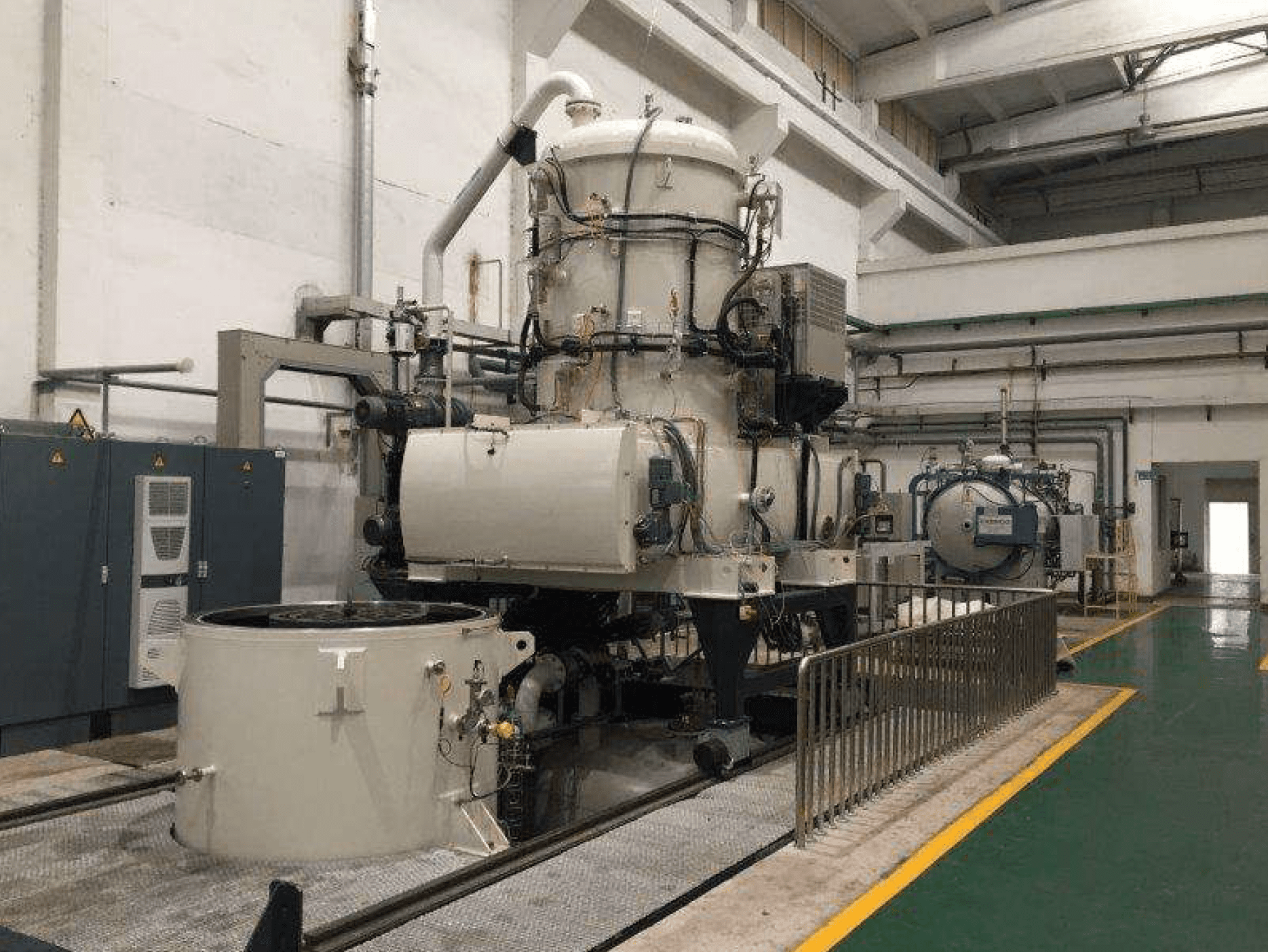
Obr.č. 11 – Příklad linky s nízkotlakou cementací a kalením do oleje od SAMT Shanghai
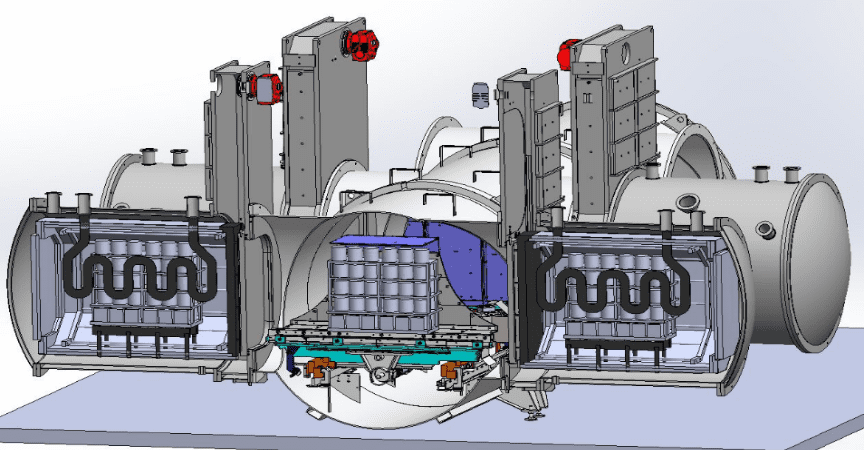
Obr.č. 12 – Flexibilita vakuového řešení umožňuje v rámci jedné pece cementovat, kalit nástrojové oceli nebo dokonce i pájet (multikomorové řešení ECM Flex)
Obr.č. 13 – Zvonová pec ECM PFTH pro nízkotlakou cementaci s kalením do oleje o rozměru dia 1500 mm x 1500 mm, hmotnost vsázky do 1500 kg
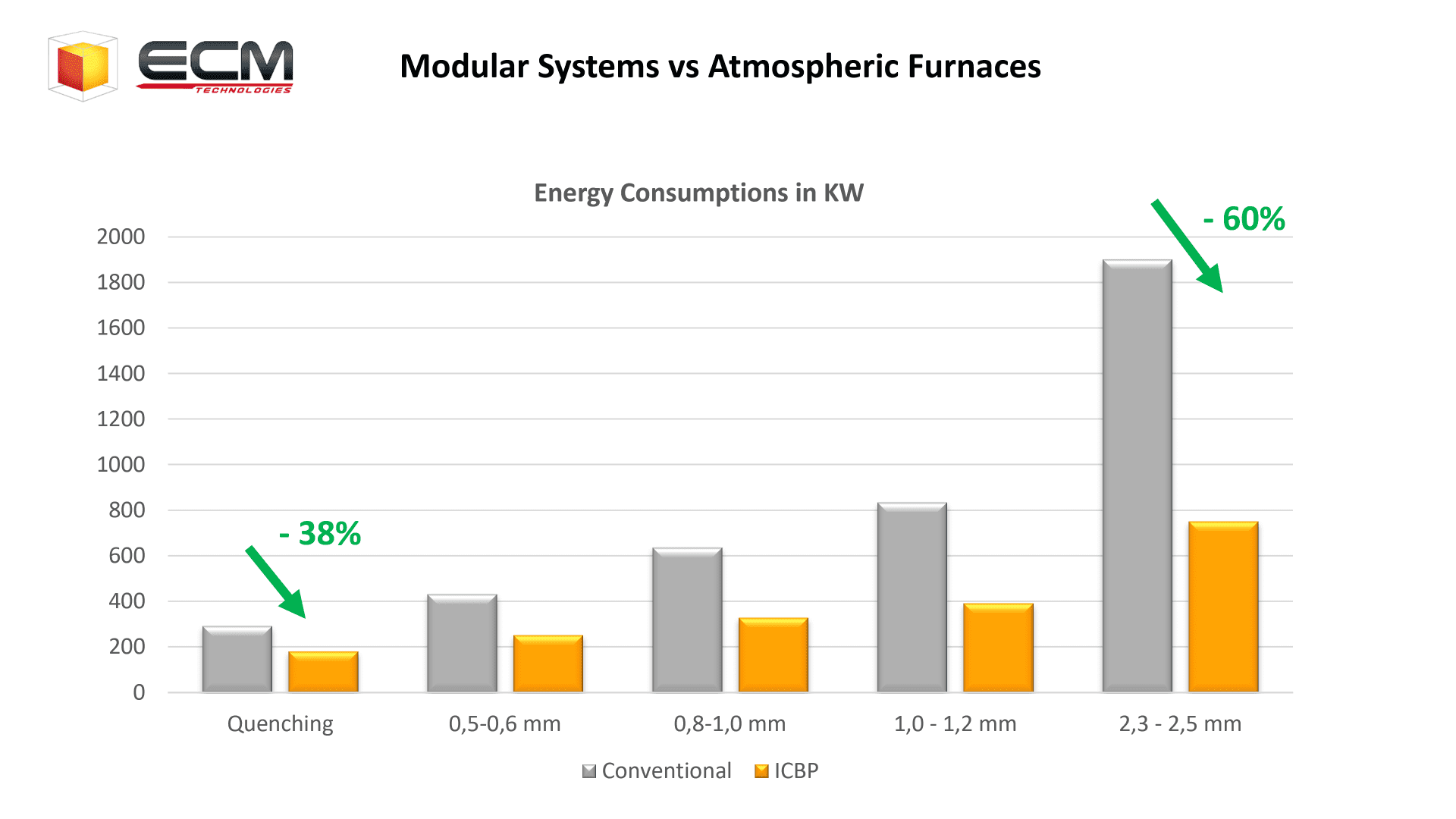
Obr.č. 14 – Energetické úspory pro jednotlivé technologie v modulárním systému od firmy ECM
Samozřejmě, výše uvedené skutečnosti je nutno brát jako doporučení. Budou existovat zcela jistě i výjimky. Není to ale tak dávno, kdy můj přítel Janusz Kowalewski se mne dotazoval, po návštěvě kalírny s leteckou výrobou v Asii, jaké argumenty použít, aby si zákazník koupil jednokomorovou kalící pec s přetlakem 6 bar, když stávající procesy provádí v peci dvoukomorové, i když s přetlakem na 1,5 bar. A překvapeně k tomu dodává, vždyť oni tady mají jen pece dvoukomorové !!
Co na to říci? To, že v Asii již přechází na dvou a více komorové řešení je jen potvrzení výše uvedeného. A pokud by zákazník skutečně chtěl procesy zlepšit, pak jediným logickým vyústěním jeho problému je opět dvoukomorové řešení, pouze kalící schopnost pece se musí zvýšit na 6 bar.
Tak tedy vzhůru do energetických inovací.
16. ledna 2023
Jiří Stanislav



{kind=link}