Nadca 207-2022 – Příprava pro kalení

Doporučení Nadca 207-2022 ohledně rádiusů jsem již popsal na svém blogu zde
https://www.jstconsultancy.cz/nadca-207-2022-and-preparation-of-dies-for-heat-treatment/?lang=en,
a ohledně umístění termočlánků zde
https://www.jstconsultancy.cz/nadca-207-2022-thermocouples-placement/?lang=en
Jsou zde ale uvedena i další pravidla, o kterých se dne zmíním. Za názorné obrázky tímto děkuji firmě Kind&Co, dodavateli oceli pro formy na tlakové lití v rámci Nadca 207 – 2022.
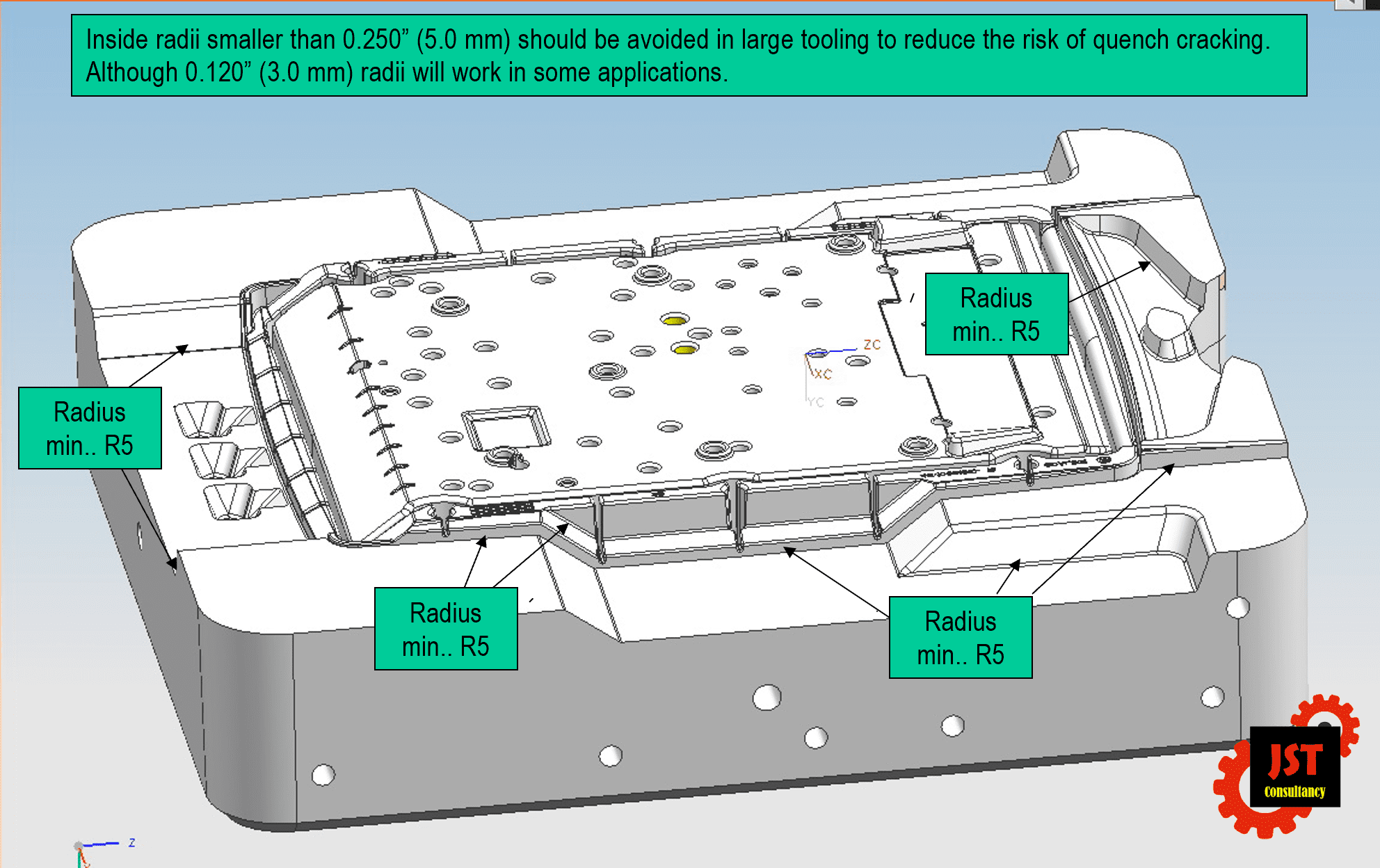
U velkých nástrojů je třeba se vyhnout vnitřním poloměrům menším než 0,250” (5,0 mm), aby se snížilo riziko praskání při kalení, přestože poloměry 0,120” (3,0 mm) budou v některých aplikacích fungovat.
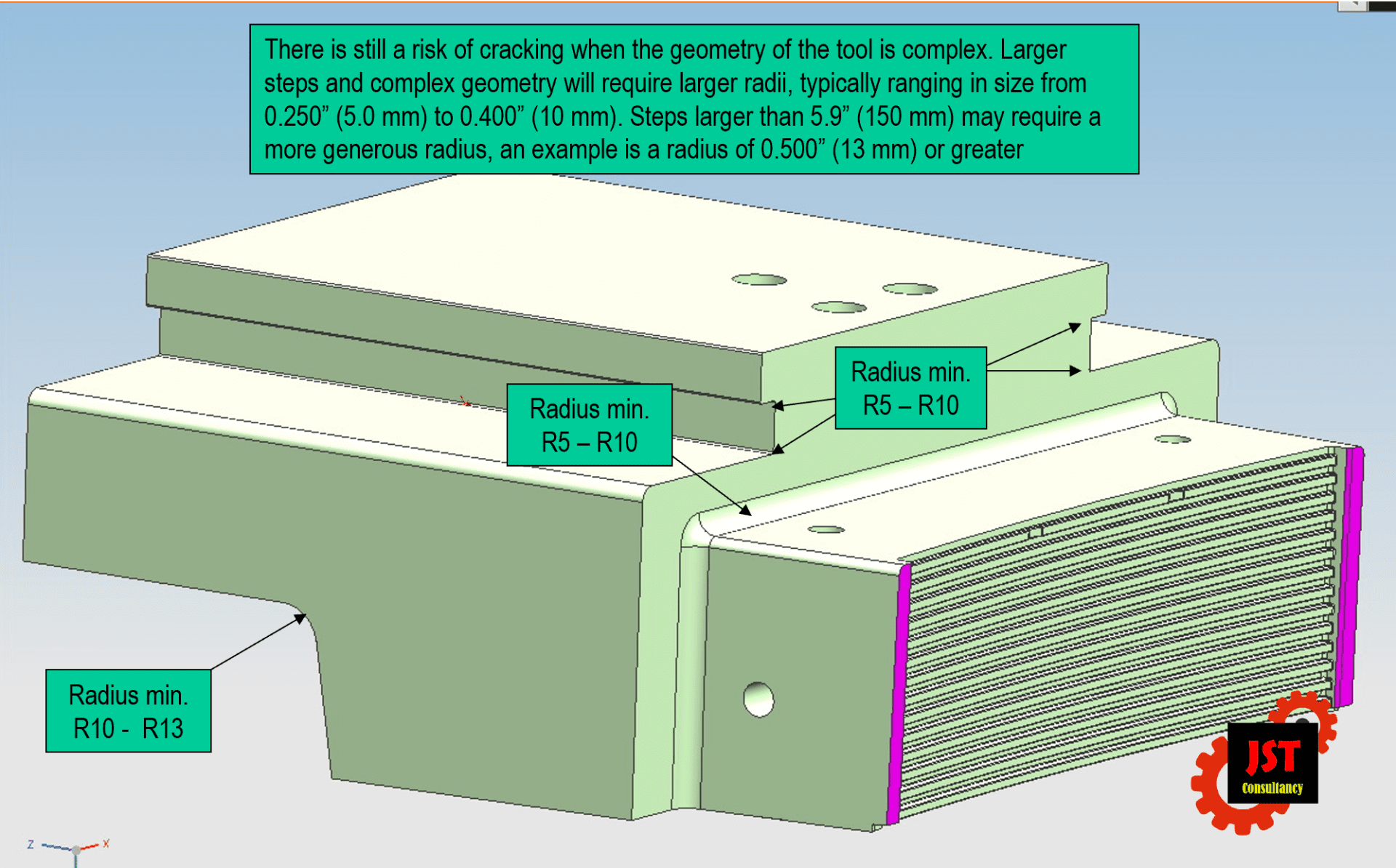
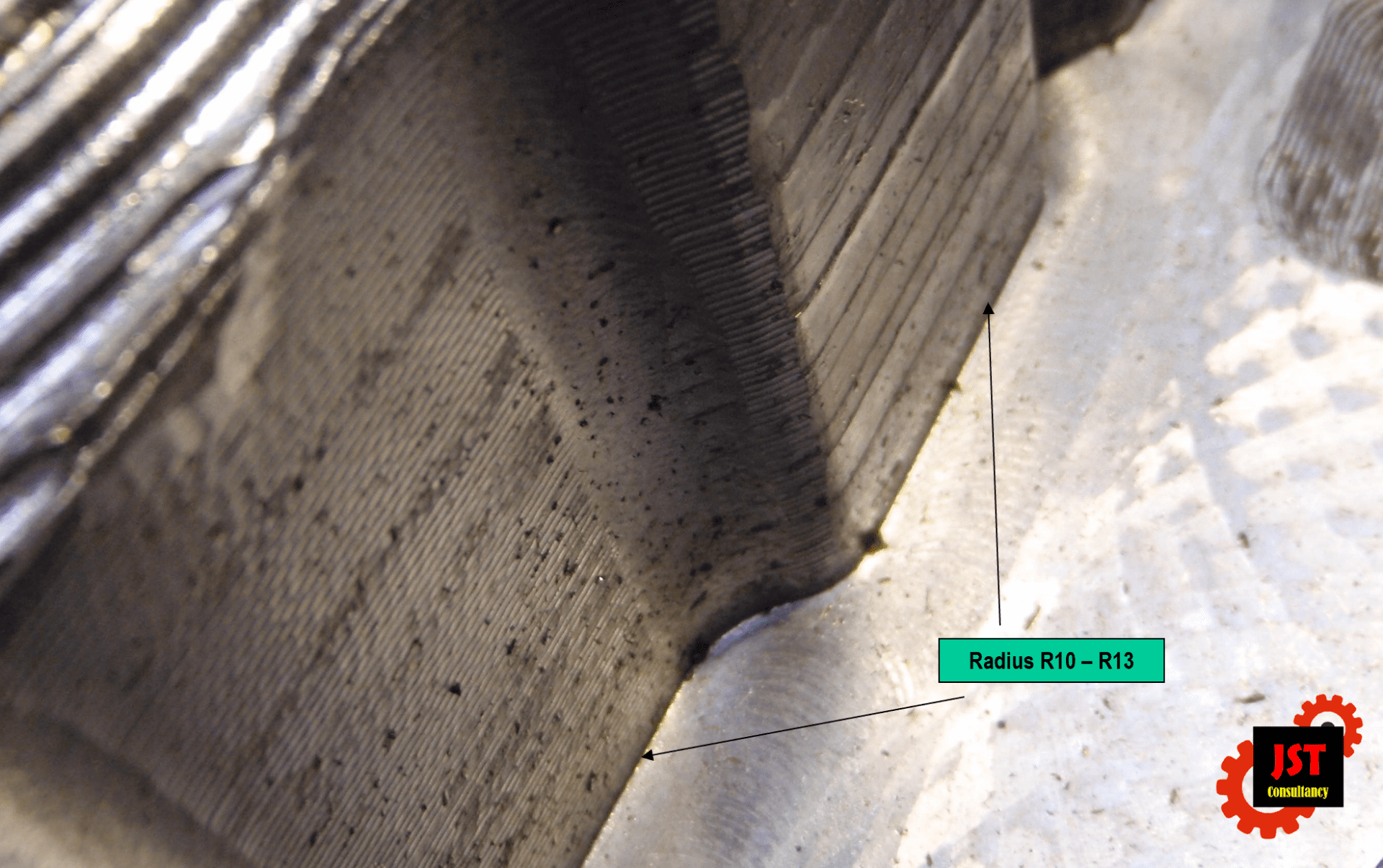
Při složité geometrii nástroje stále existuje riziko prasknutí. Větší rozdíly v průřezu a složitá geometrie budou vyžadovat větší poloměry, typicky v rozmezí od 0,250” (5,0 mm) do 0,400” (10 mm). Změny průřezu větší než 5,9” (150 mm) mohou vyžadovat větší poloměr, příkladem je poloměr 0,500” (13 mm) nebo větší.
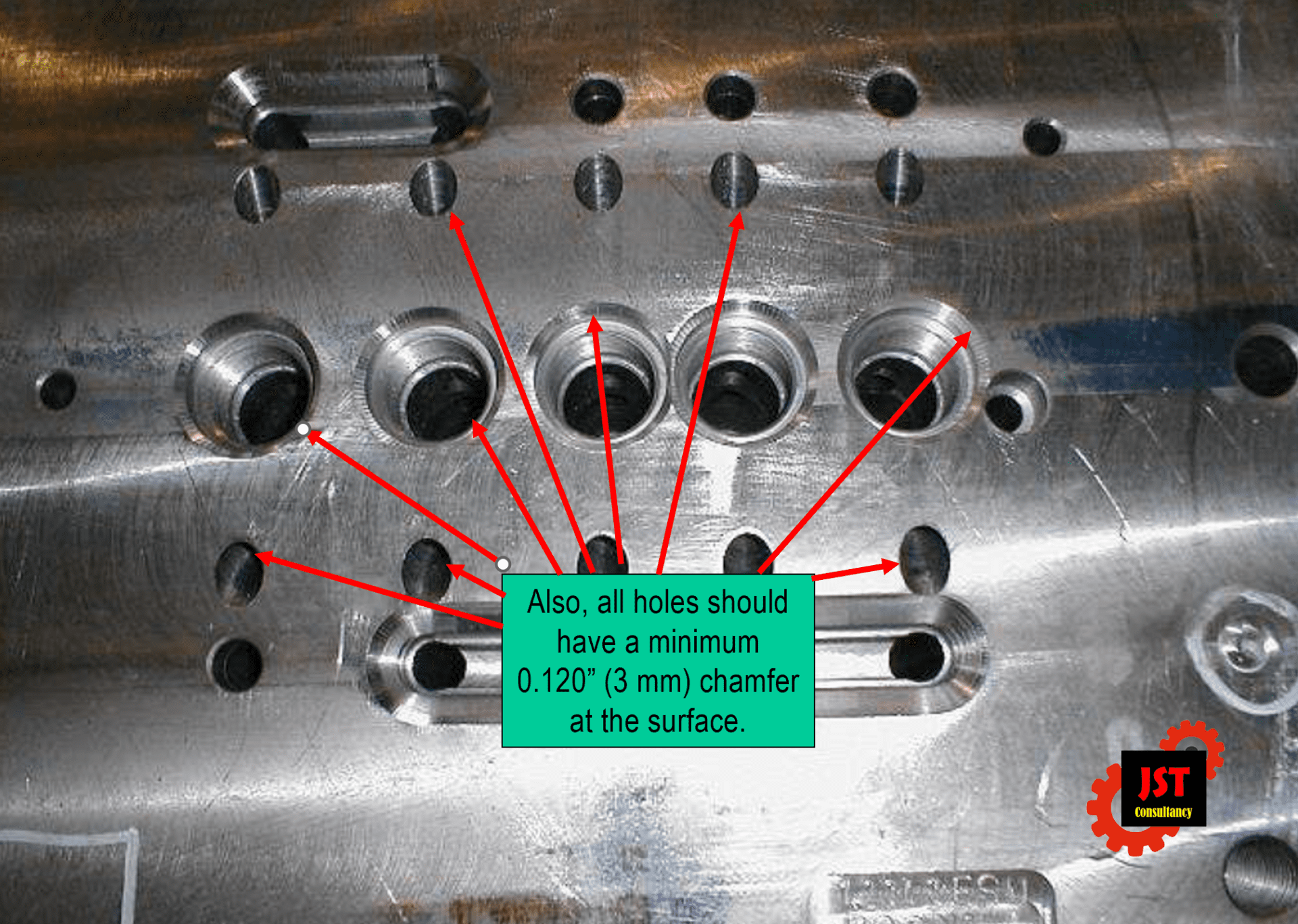
Všechny otvory by také měly mít na povrchu zkosení minimálně 0,120” (3 mm).
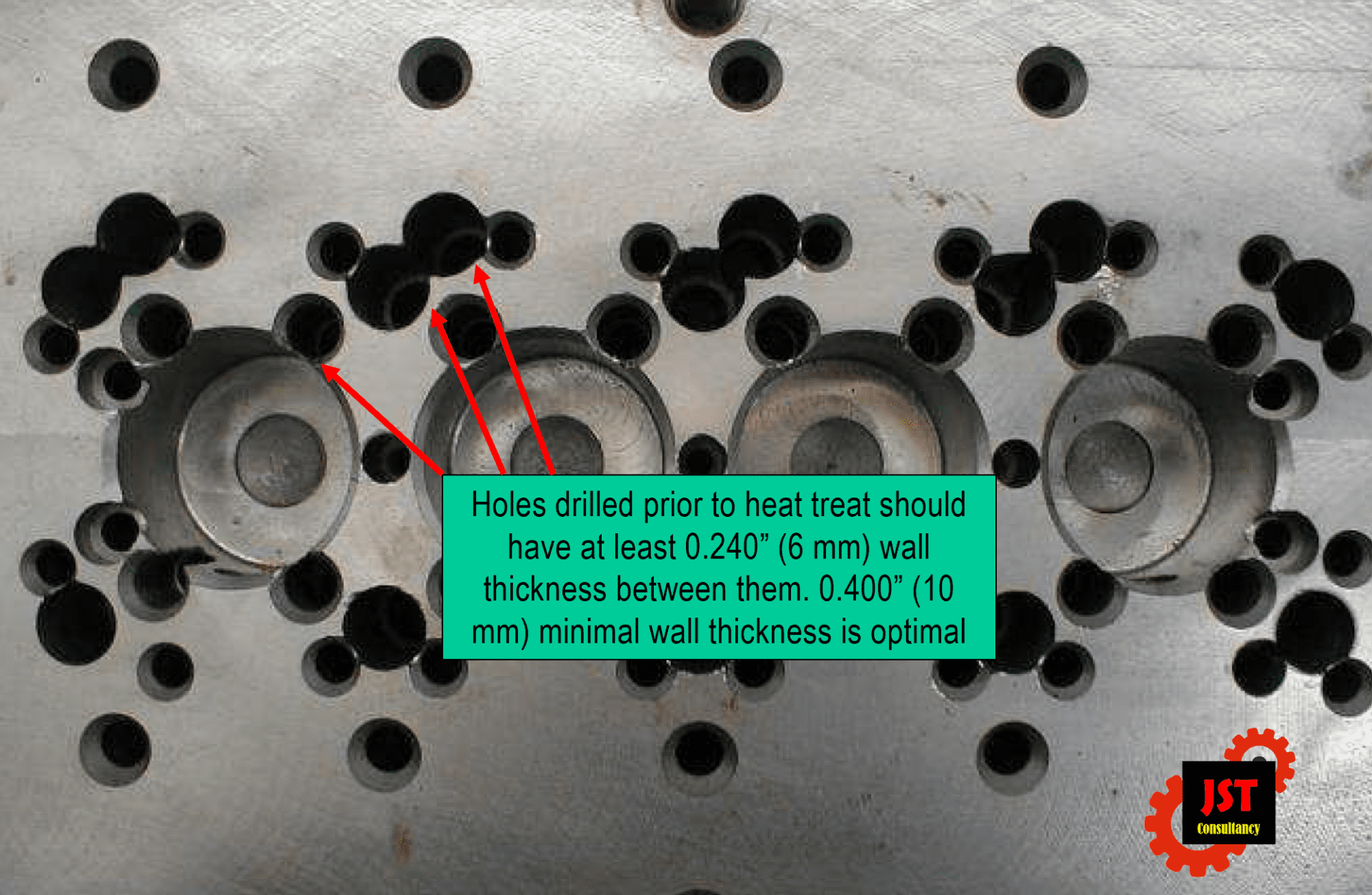
Otvory vyvrtané před tepelným zpracováním by měly mít mezi sebou tloušťku stěny alespoň 0,240” (6 mm). Optimální je minimální tloušťka stěny 0,400” (10 mm).
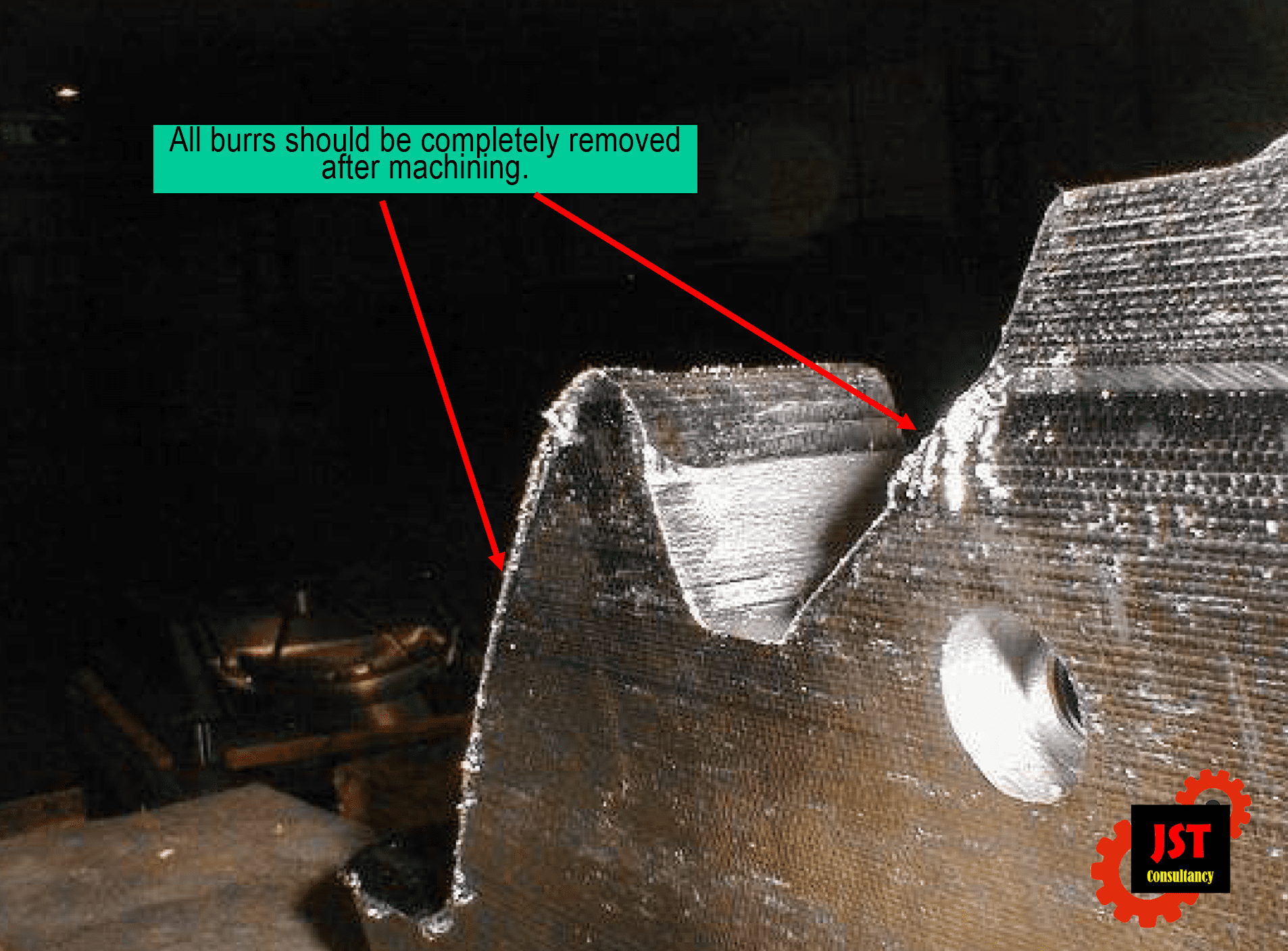
Všechny otřepy by měly být po opracování zcela odstraněny.
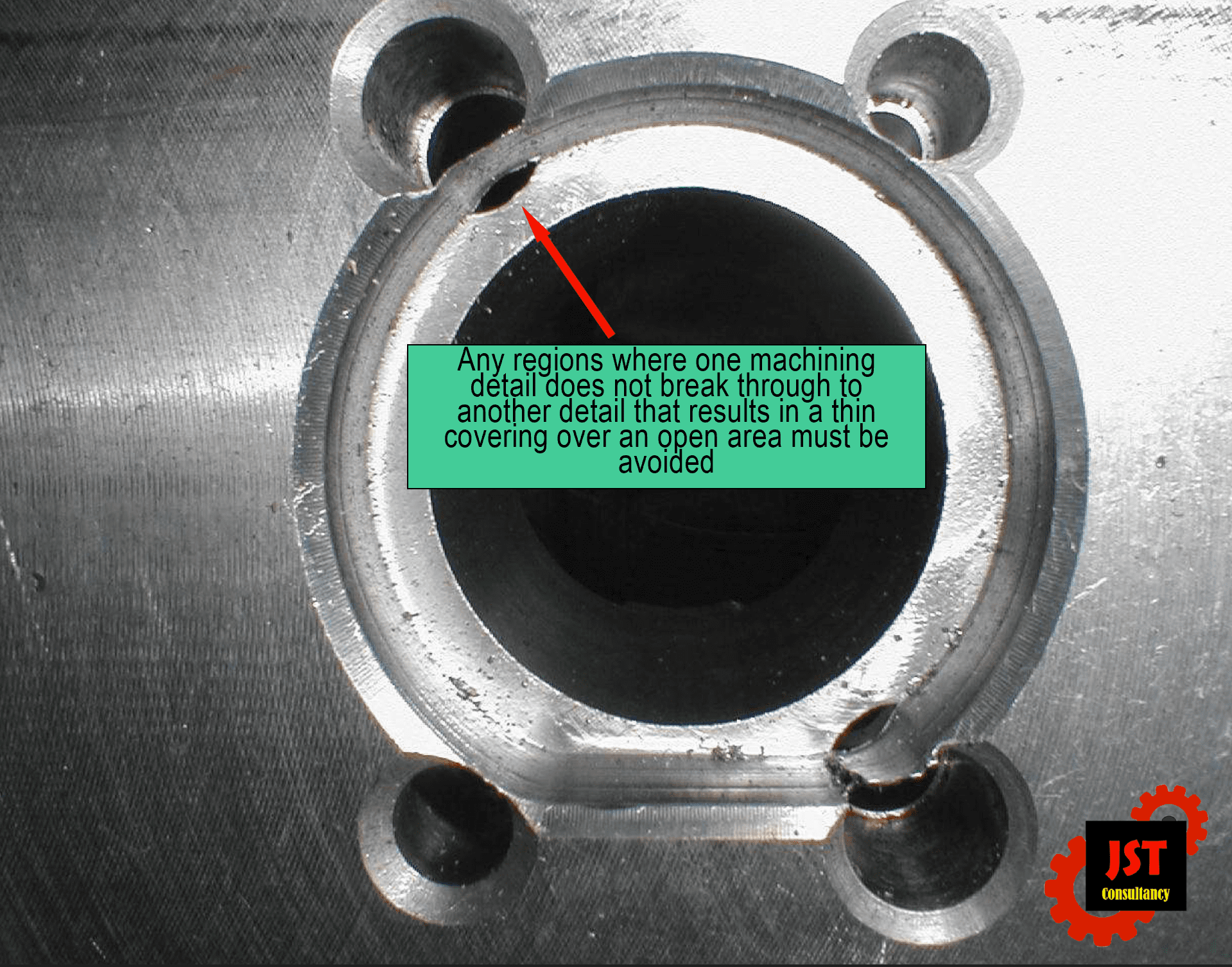
Je třeba se vyhnout jakýmkoli oblastem, kde jeden detail obrábění pronikne do jiného detailu, což vede k vytváření tenkých spojovacích můstků mezi nimi.
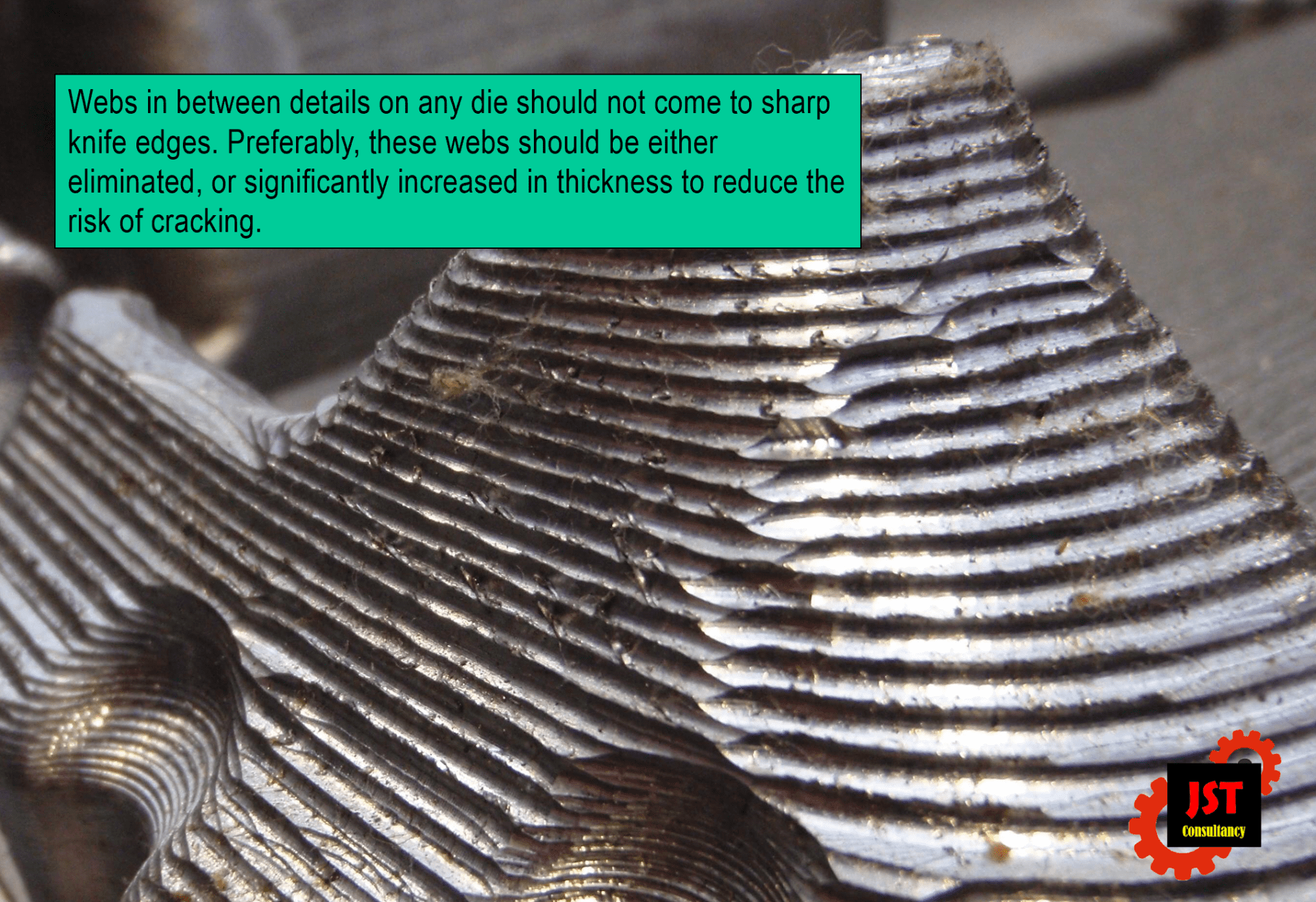
Obráběcí rastr musí být volen tak, aby na žádné matrici by se nevyskytovaly ostřiny mezi jednotlivými stopami. Je preferováno, aby tyto pásy byly buď odstraněny, nebo by měla být výrazně zvýšena jejich tloušťka, aby se snížilo riziko praskání
Jiří Stanislav
12. února 2023

{kind=link}