Nadca 207 – Preparation for heat treatment

I have already described the Nadca 207-2022 recommendation regarding radii on my blog
herehttps://www.jstconsultancy.cz/nadca-207-2022-and-preparation-of-dies-for-heat-treatment/?lang=en,
and regarding the placement of the thermocouples here
https://www.jstconsultancy.cz/nadca-207-2022-thermocouples-placement/?lang=en
However, there are also other rules that I will mention later. I would like to thank Kind&Co, the supplier of steel for die casting dies within Nadca 207 – 2022, for the illustrative images.
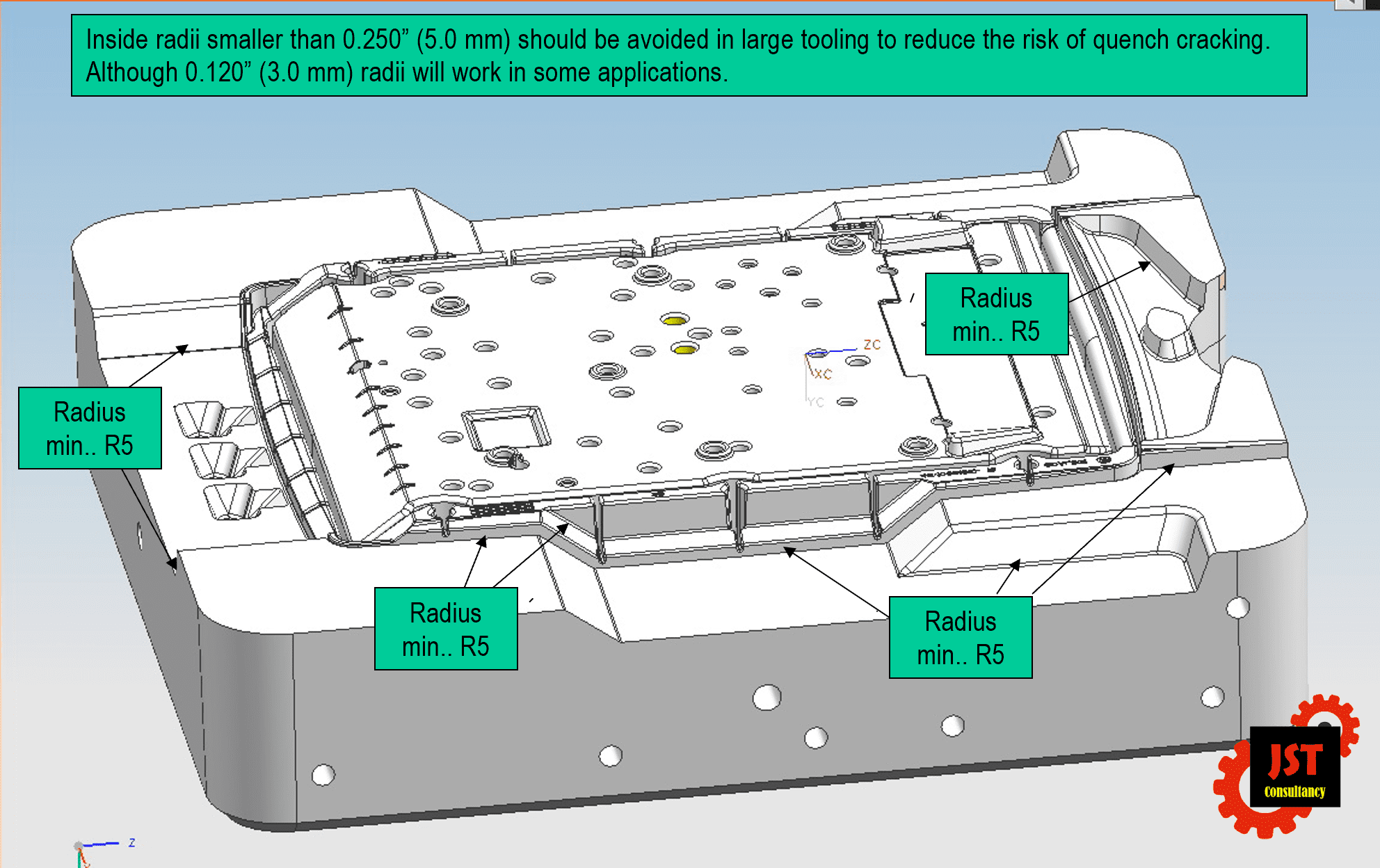
Inside radii smaller than 0.250” (5.0 mm) should be avoided in large tooling to reduce the risk of quench cracking.
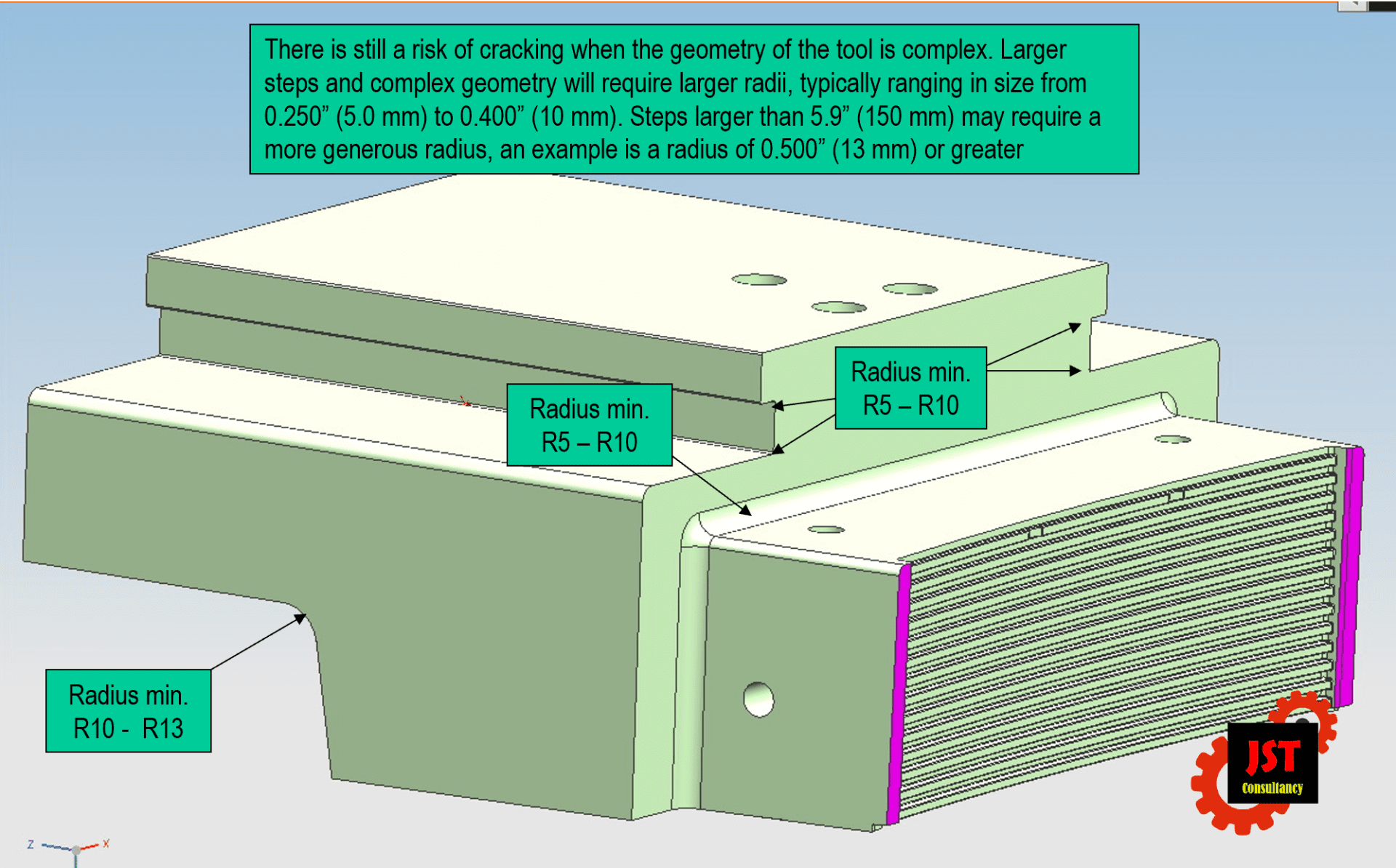
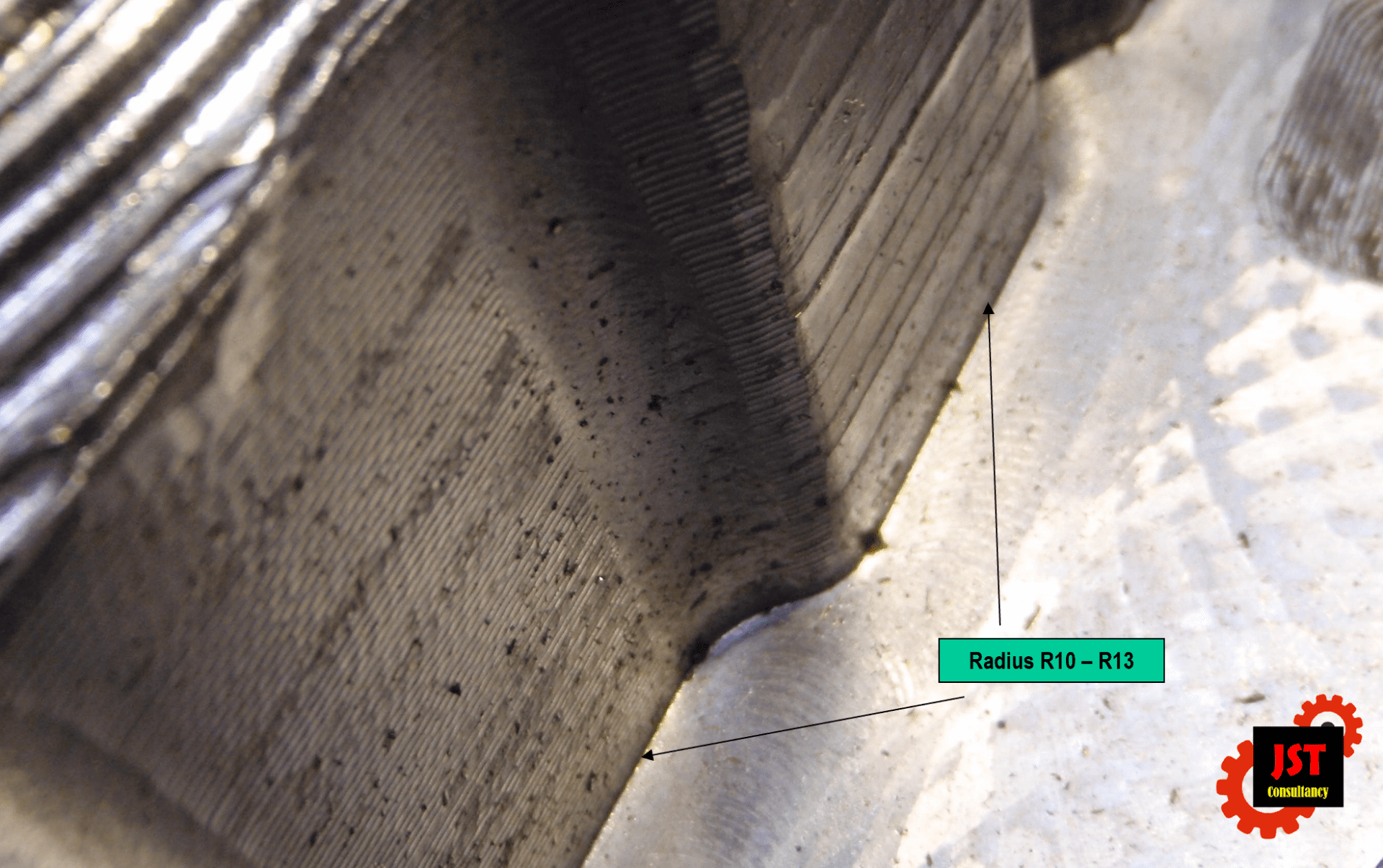
There is still a risk of cracking when the geometry of the tool is complex. Larger steps and complex geometry will require larger radii, typically ranging in size from 0.250” (5.0 mm) to 0.400” (10 mm). Steps larger than 5.9” (150 mm) may require a more generous radius, an example is a radius of 0.500” (13 mm) or greater.
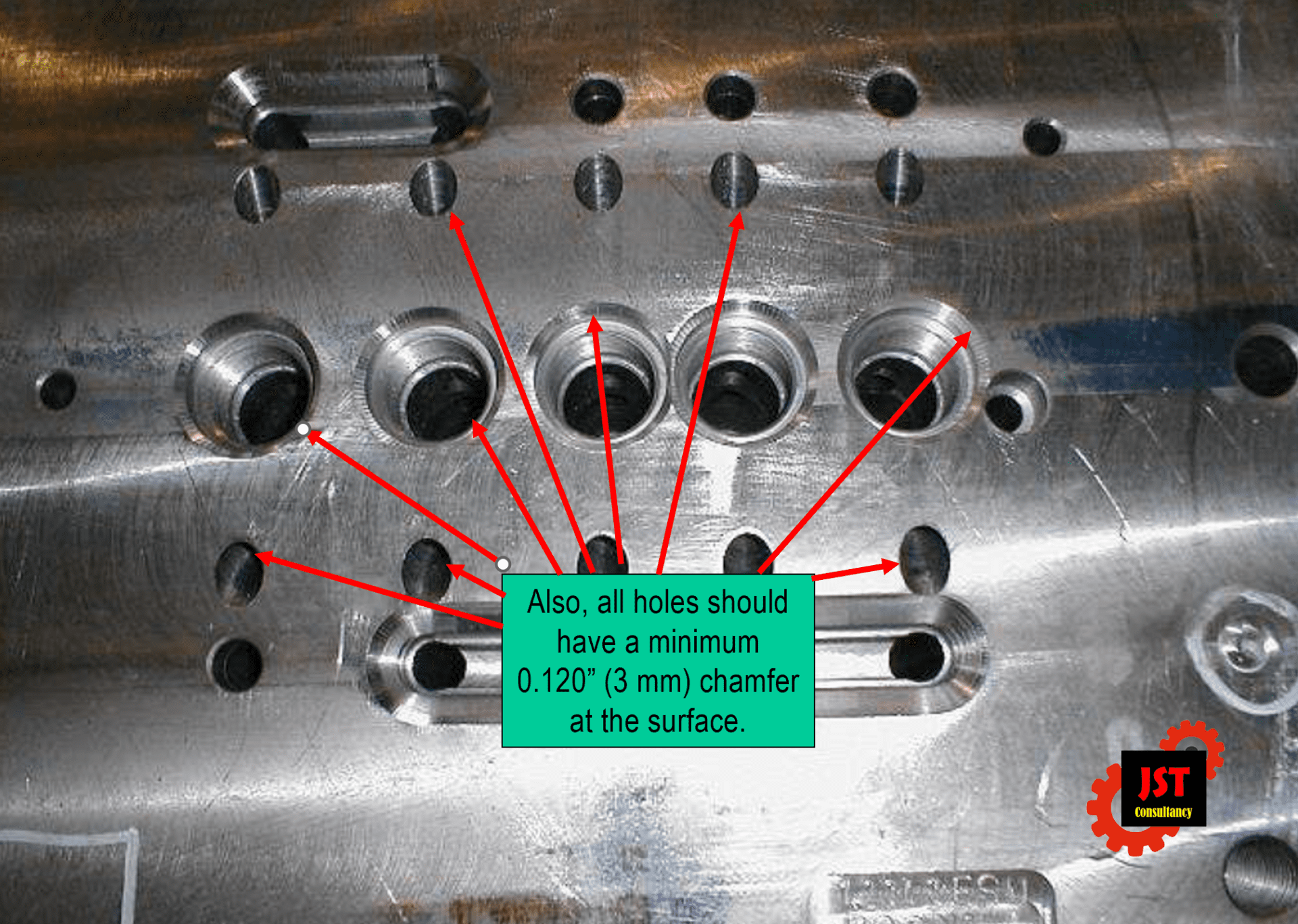
Also, all holes should have a minimum 0.120” (3 mm) chamfer at the surface.
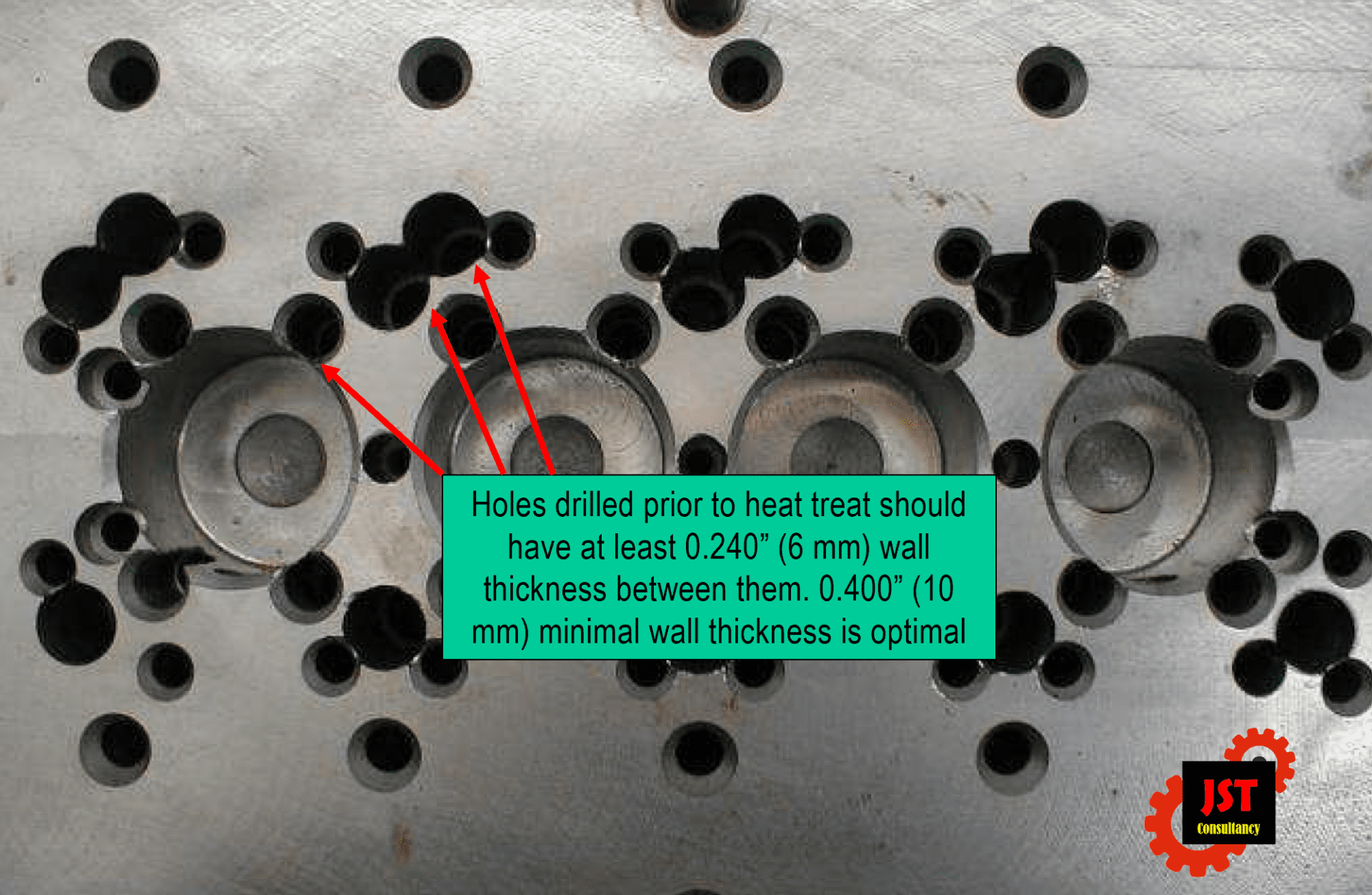
Holes drilled prior to heat treat should have at least 0.240” (6 mm) wall thickness between them. 0.400” (10 mm) minimal wall thickness is optimal.
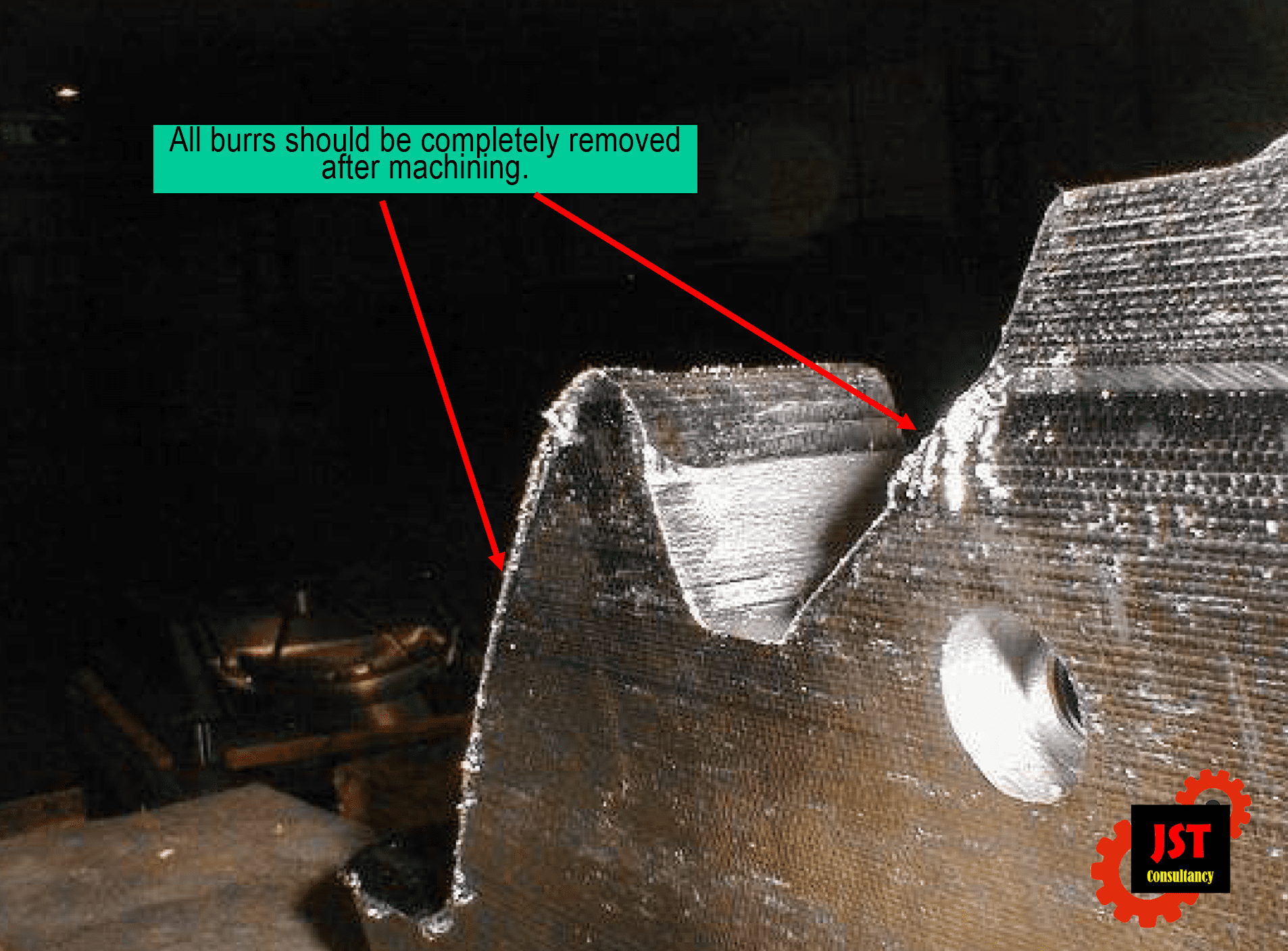
All burrs should be completely removed after machining.
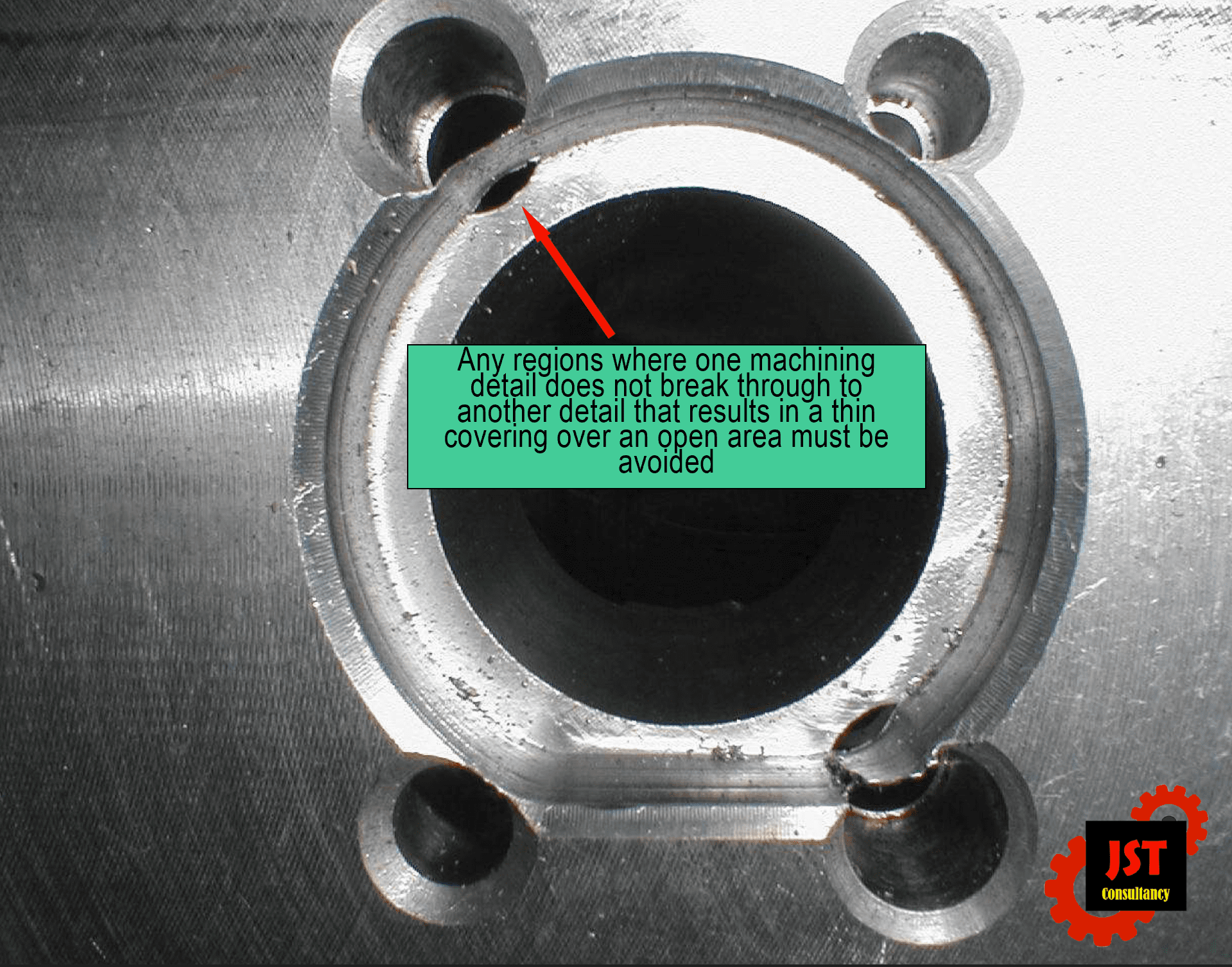
Any regions where one machining detail does not break through to another detail that results in a thin covering over an open area must be avoided.
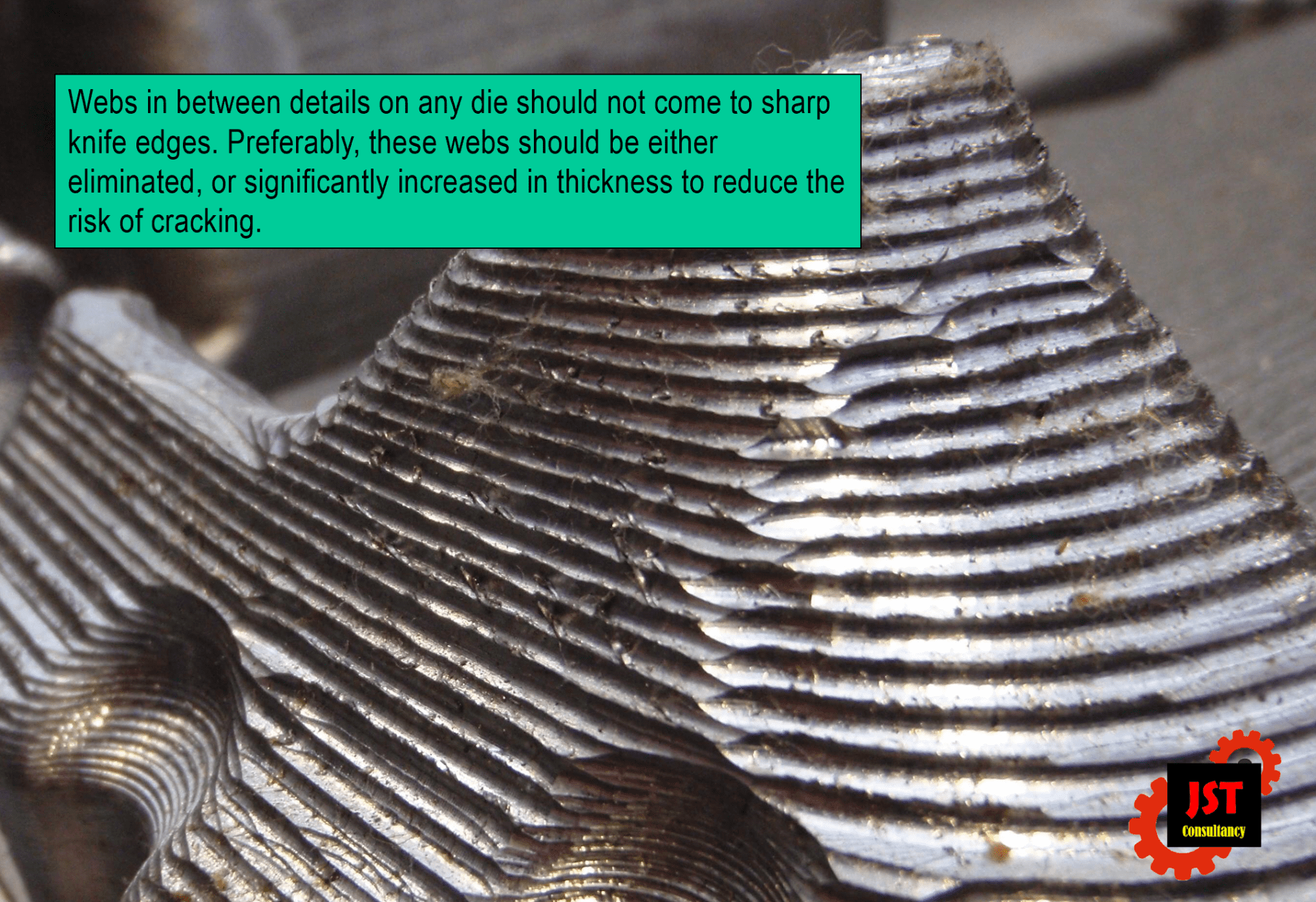
Webs in between details on any die should not come to sharp knife edges. Preferably, these webs should be either eliminated, or significantly increased in thickness to reduce the risk of cracking
February 12, 2023
Jiří Stanislav


{kind=link}