Nadca 207- 2022 – The R10 radius wins

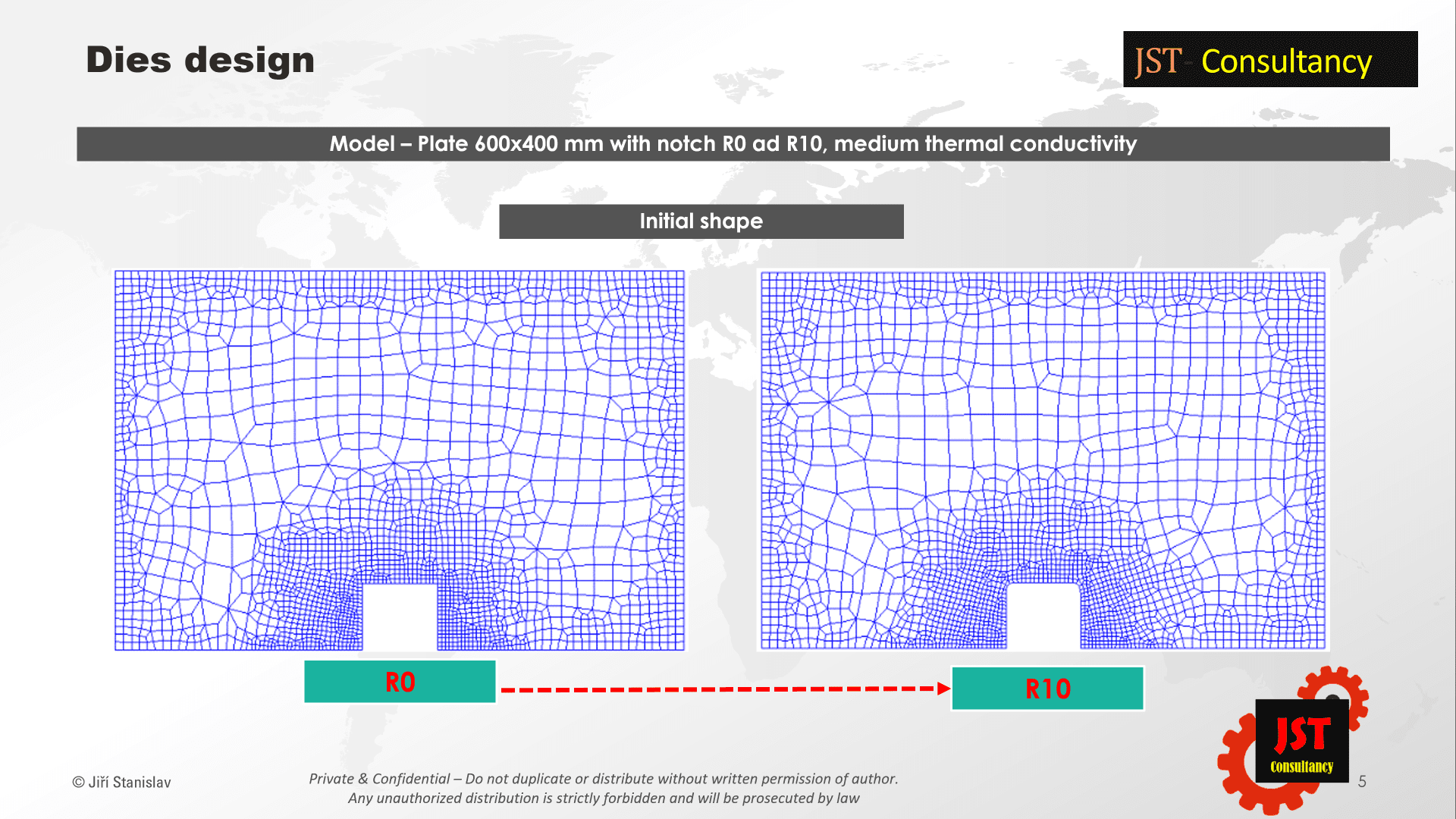
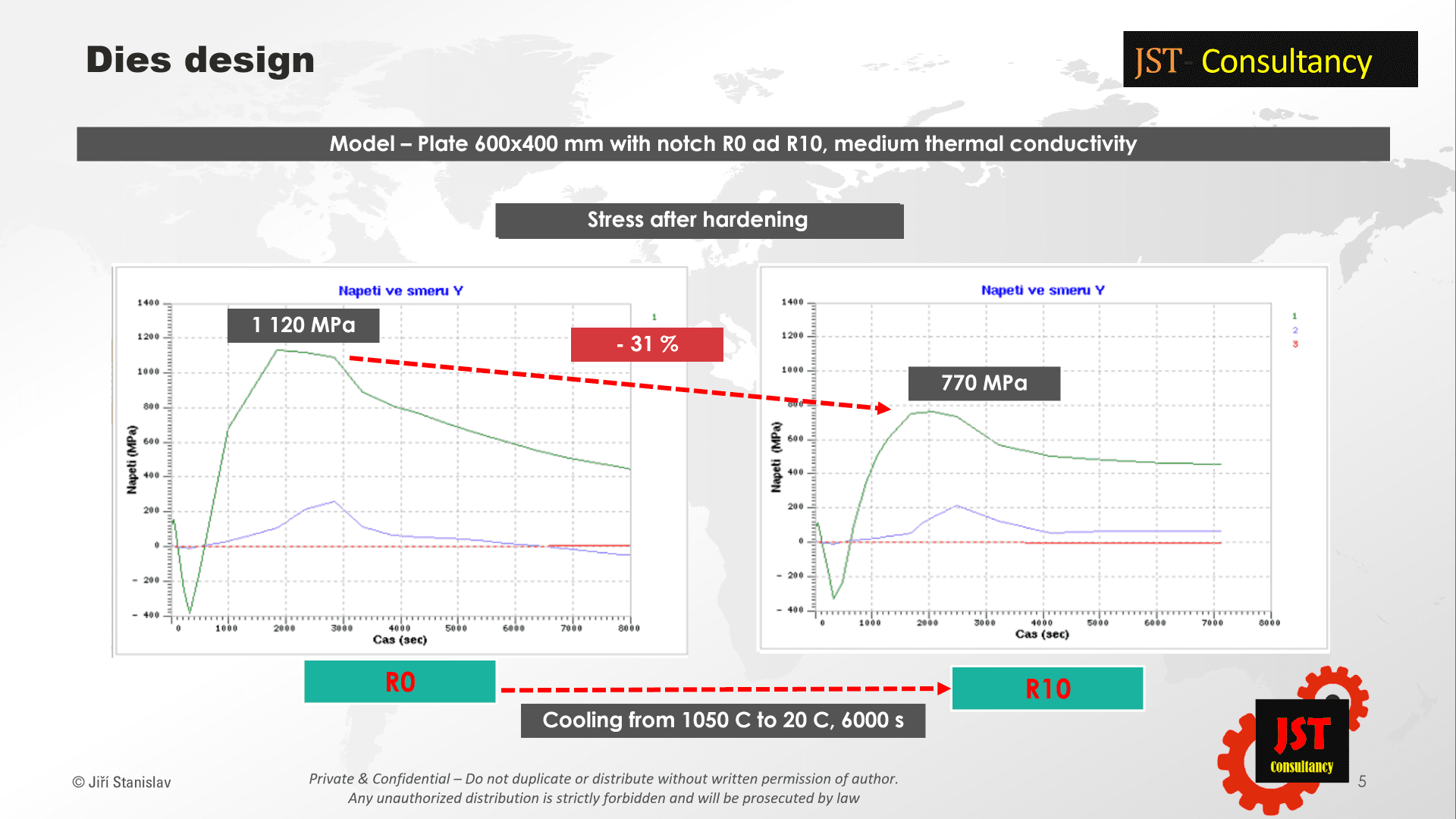
Sometime around 2003, I started promoting the R10 radius as the optimal radius for die casting dies parts for high-speed gas quenching. I was based on the model I had made on the Deform program. The model represented the course of stress in a notch on a 600×400 mm plate, during cooling from a temperature of 1050 C to room temperature. It turns out that even with an R10 radius, the maximum tensile stress drops by only 31% compared to the zero-radius version.
I recently downloaded the new version of Nadca 207-2022 and I really enjoyed it. On page 19, in the chapter “Preparation for Heat Testament” the following is specified:
Radius recommendations:
Inside radii smaller than 0.250” (5.0 mm) should be avoided in large tooling to reduce the risk of quench cracking. Although 0.120” (3.0 mm) radii will work in some applications.
There is still a risk of cracking when the geometry of the tool is complex. Larger steps and complex geometry will require larger radii, typically ranging in size from 0.250” (5.0 mm) to 0.400” (10 mm). Steps larger than 5.9” (150 mm) may require a more generous radius, an example is a radius of 0.500” (13 mm) or greater. Also, all holes should have a minimum 0.120” (3 mm) chamfer at the surface.
For 20 years, I have trained our customers, manufacturers of die casting dies, or designers and technologists on this topic as part of training organized by the Association for Heat Treatment of Metals CZ and SK, and my statements always made the participants smile.
Twenty years later, even Nadca recognized that the laws of physics cannot be circumvented during high-speed cooling in gas.
February 4, 2023
Jiří Stanislav


{kind=link}