Nadca 207-2022 – Umístění termočlánků

Není to tak dávno, když jsem navštívil jednoho významného výrobce nářadí pro tlakové lití. Když jsem pak hovořil s konstruktérem, zeptal jsem se ho, jak navrhuje otvory pro vsázkový termočlánek Ts dle Nadca 207. Udiveně na mne koukal a pak řekl: co tím míním?
Je to asi tak stejné, jako kdyby kalírna ignorovala AMS 2750 a pyrometrii pecí. Pro mne nepochopitelné, už proto, že na jedné straně stále řeším nářky, jak ty formy nic nevydrží, jak praskají, a na druhé straně pak nedělám ani ty nejzákladnější věci, které mi mají v mém úsilí pomoci.
Jen abych si zopakoval to kolečko. Tlakové slévárny pracující pro automobilový průmysl by měly dobrovolně přistoupit k CQI-27. CQI-27 říká, že nákup materiálu a tepelného zpracování musí probíhat dle Nadca 207, dnes ve verzi 2022.
Nadca 207-2022 říká, že pece pro kalení vložek na tlakové formy musí být v souladu s AMS 2750 nebo CQI-9. Pokud by to kalírny nedělaly, nemohly by pracovat tlakové slévárny.
Na druhé straně Nadca 207-2022 říká, že aby vložky byly správně tepelně zpracovány, musíme kontrolovat a řídit teplotu od Ts a Tc, a především teplotu Ts následně prokazovat na záznamech jako důkaz dosažení minimální ochlazovací rychlosti 28 C/min. Dále je konstatováno, že odpovědnost za přípravu otvoru pro Ts je na výrobci nástroje. Jenže ten ale dělá mrtvého brouka.
Možná jsem měl smůlu, potkal jsem s konstruktérem, který zcela náhodou nic nevěděl. Tak jak to tedy má být?
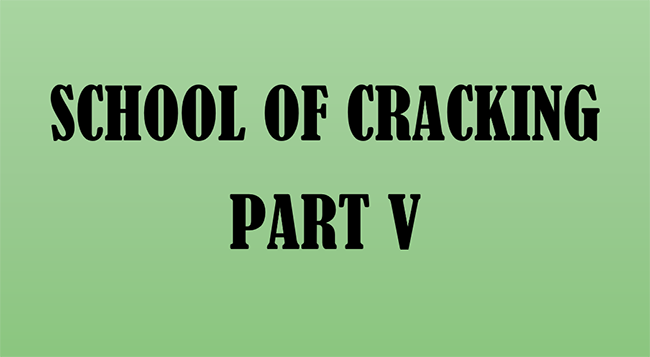
Nadca 207-2022 – strana 6, bod C, umístění termočlánků:
Je vyžadován vyhrazený otvor pro umístění povrchového termočlánku (Ts). Otvor by měl mít obvykle průměr 1/8” až 1/4” (3,2 mm až 6,4 mm) v závislosti na použitém termočlánkovém drátu a měl by být hluboký 0,625” +0,125” (15,9+3,2 mm). Umístění povrchového termočlánku musí být v kontrolovaném průřezu a musí být přístupný/aktivní celého během procesu tepelného zpracování
- Otvor pro povrchový termočlánek (Ts) by měl být umístěn ve středu největší plochy matrice na zadní straně a měl by být nejméně 1/4T x 1/4W, nebo ve středu poloměru od nejbližšího rohu.
- Termočlánek jádra (Tc) by měl být umístěn co nejblíže středu hmoty pomocí stávajících otvorů pro chladicí kapalinu. V případech, kdy umístění termočlánku jádra není možné, musí být pec řízena od termočlánku v pomocném bloku, který představuje maximální tloušťku formy s termočlánkem ve středu hmoty.
- Je-li pro termočlánek použit otvor chladícího kanálu, musí být vyplněn vláknitým žáruvzdorným materiálem, aby se zabránilo přímému kontaktu s kalícím prostředím.
- Dráty termočlánku musí být zajištěny, aby se zabránilo jejich pohybu během kalení
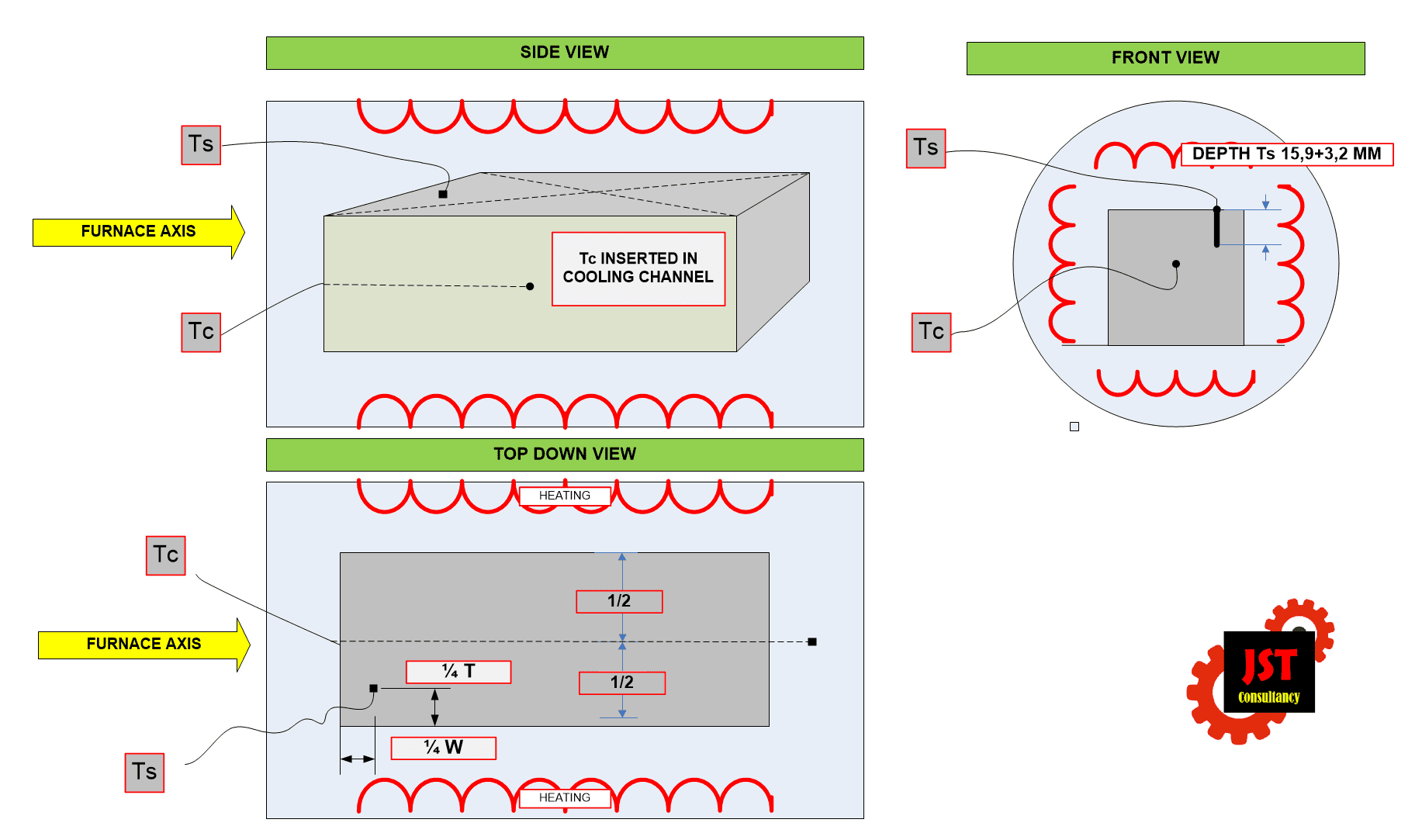
- Pokud je kaleno více bloků ve stejném procesu, termočlánky by měly být umístěny v bloku s největším průřezem.
Obr.č. 1 – Příklad umístění termočlánků Ts a Tc pro jeden tvarový díl v peci
Obr.č. 2 – Příklad umístění termočlánků Ts a Tc pro více tvarových dílů v peci
U více kusů v peci se předpokládá, že pokud měříme největší těleso a jeho rychlost ochlazování, ostatní menší, neměřené kusy, mají rychlost ochlazování stejnou nebo větší jak měřený kus.
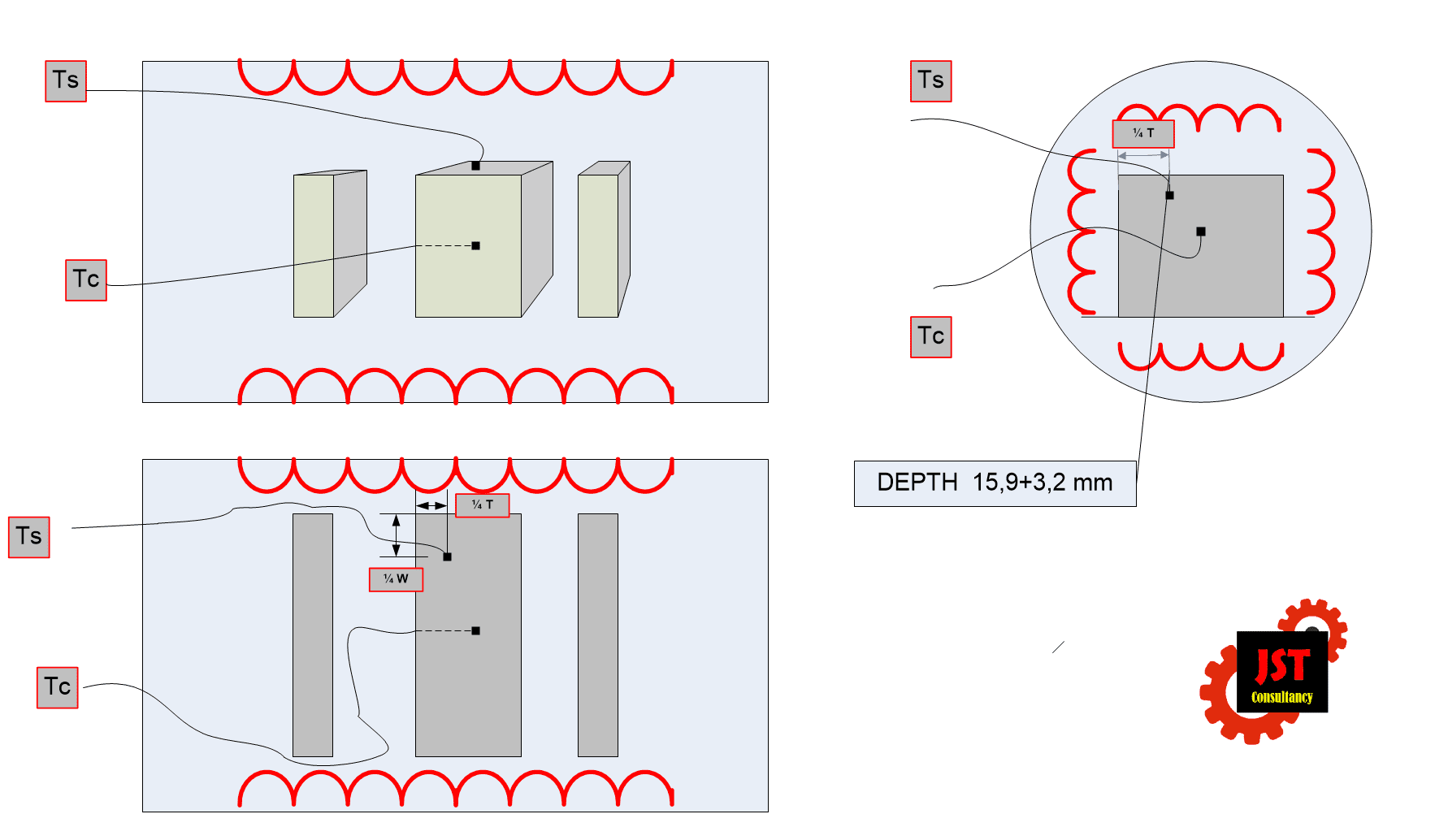
Obr.č. 3 – Příklad umístění řídících termočlánků Ts1 a Tc a dalších termočlánků Ts2 , Ts3 atd.
Protože ale vakuové pece mají svůj vývoj, dnešní obvyklé provedení umožňuje umístění minimálně 9 vsázkových termočlánků. Důvodem není Nadca 207, ale příprava pece pro periodický TUS. I když pro řízení izotermické prodlevy mohou být použity jen jeden Ts a jen jeden Tc, umístěné do největšího kusu, zbývající termočlánky mohou být použity jako kontrolní Ts2, Ts3 … Ts9, a přesně měřit teplotu i u dalších dílů.
Jiří Stanislav
10. února 2023