Žíhání na odstranění pnutí

Žíhání na odstranění pnutí je jedna ze zcela banálních operací. Do jaké míry je nutná a potřebná rozhoduje konstruktér i technolog. Obvykle se využívá po svařování, navařování, po aplikaci EDM, po hrubování, po 3D tisku atd.
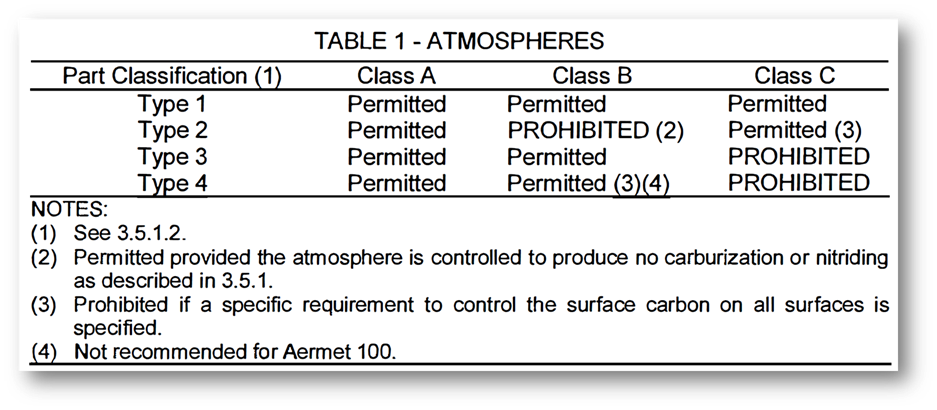
V prvé řadě je nutno říct, že se jedná o tepelný proces bez rekrystalizace, pod teplotou AC1. Protože probíhá obvykle za teplot 600-650 C, záleží na našem požadavku na stav povrchu po tomto procesu. Nejlépe je atmosféru volit podle AMS 2759, kde podle přídavků na další obrábění jsou díly rozděleny do 4 typových kategorií (Type 1, 2, 3, 4), a k nim jsou přiřazeny 3 základní druhy atmosféry Class A, B, C.
Stále se ale setkávám se snahou tyto procesy obejít nebo neprovádět, ať již z časového nebo finančního hlediska, mnohdy ale i proto, že nedochází k řádnému pochopení tohoto procesu. Protože napětí v materiálu je „virtuální“ jev, který si nemůžeme osahat, který se obvykle navenek nijak neprojevuje, pak to někdy vede k závěru, že to potřeba není.
Příkladem je výroba forem, kdy obvykle po hrubování by se mělo zařadit žíhání na pnutí. Protože ale to znamená jednu cestu do kalírny navíc, v mnoha případech nástrojárna pošle díly do kalírny s požadavkem „žíhat, kalit a 3x popouštět“. Jak by řekl klasik, je to marný, je to marný, je to marný ….
Při správném postupu je potřeba
- Hrubovat
- Žíhat
- Obrobit s přídavky na kalení
- Kalit a popouštět
Při hrubování s velkými úběry se zanáší do materiálu vnitřní napětí. Ta mohou dosahovat až 200 až 500 MPa. Jestli se budeme pohybovat na dolní nebo horní hranici záleží na našem způsobu obrábění. V literatuře se uvádí, že tepelným procesem můžeme uvolnit 80 až 90% napětí. Pokud si to pro ilustrační výpočet zjednodušíme, odhadem uvolníme například 200 MPa napětí. Co to v praxi znamená? Použijeme klasické rovnice pro výpočet změny rozměru.
- Youngův modul pružnosti pro ocel je 210 000 MPa
V našem případě bude Ɛ = 200/210000 = 0,0009523. Pokud budeme mít díl o délce 500 mm, pak jeho změna rozměru s ohledem na změnu napětí bude 0,476 mm. To není málo. Pokud postupujeme správně, deformace po kalení bude pouze a výhradně deformacemi z procesu kalení, tedy z objemových změn a napětí, vzniklých jako důsledek kalení. Pokud ale nežíháme, dojde k superpozici těchto jevů, a nakonec máme nějaké deformace, které ale nemáme na co svést. Byly v důsledku obrábění anebo byly v důsledku kalení?
Pokud hrubujeme, necháme si přídavky 3-5 mm. Po žíhání provedeme obrobení povrchu s přídavky pro kalení 0,5 až 1 mm.
Obdobně můžeme hovořit o žíhání na pnutí po navařování nebo svařování. Tady je situace ještě komplikovanější, protože máme řadu strukturních změn v tzv. HAZ zóně (Heat Affected Zone). Zcela nedávno jsem se setkal se znaleckým posudkem, kdy znalec tvrdí, že neprovedení žíhání na odstranění pnutí po navařování je v pořádku, protože se sníží napětí pouze o řád. V číselném vyjádření je to z 500 MPa o 50 MPa, tedy na 450 MPa.
Příkladem může být tento diagram z publikace https://www.mdpi.com/1996-1944/13/22/5289 [1]. Dopad žíhání na pnutí je zcela zřejmý a viditelný na zelené křivce. Z 500 MPa tahové napětí jsme se dostali na hodnot zhruba 20 MPa. To je na 4% původního napětí.
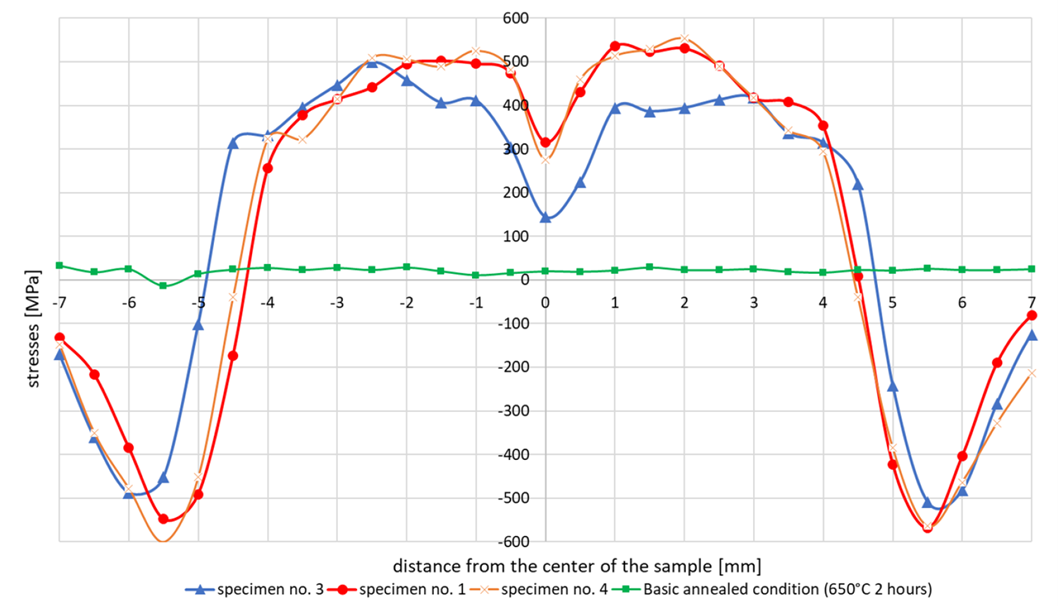
[1] Experiments and Numerical Simulations of the Annealing Temperature Influence on the Residual Stresses Level in S700MC Steel Welded Elements, MDPI, 2020
Jiný příklad mám z našeho vývoje 3D tisku implantátů s Ti6Al4V. Vliv žíhání na odstranění pnutí u tisku Ti6Al4V je v grafu. Napětí jsme snížili na nějakých 7% původního stavu.
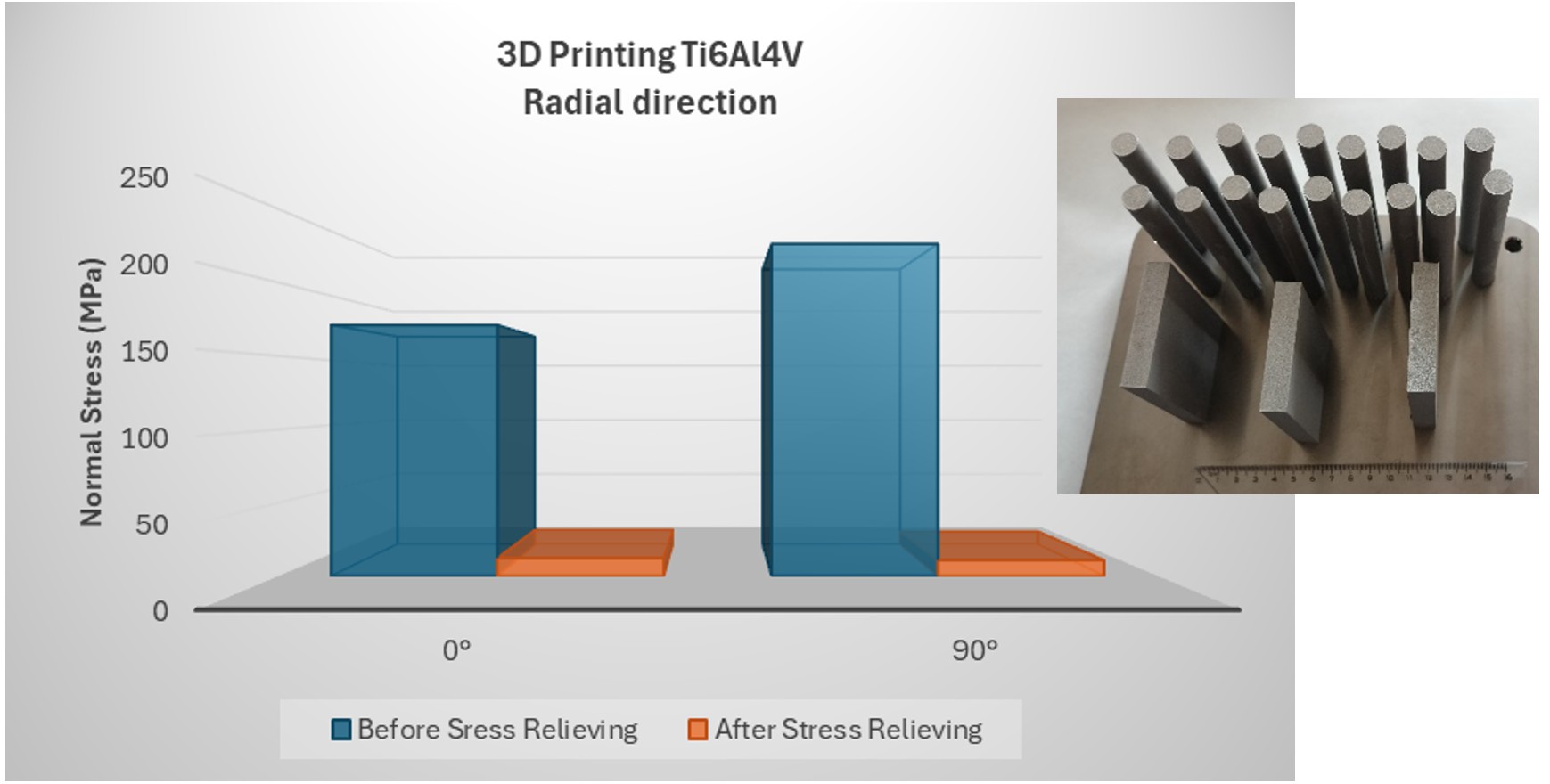
[2] Vliv hustoty energie a izostatického lisování za tepla na mikrostrukturu a poréznost slitiny Ti6Al4V připravené metodou laser powder bed fusion, Doc. Ing. Tomáš Čegan, PhD., přednáška na Czechimplant, 2025
Z výše uvedeného je zřejmé, že žíhání na odstranění pnutí má smysl a je technicky odůvodnitelné. To, že tento stav není na první pohled viditelný, neznamená, že ho můžeme ignorovat.
Jiří Stanislav
19. října 2025

{kind=link}