Vakuová pec a její kontaminace

Údržba vakuové pece je důležitou součástí vakuových procesů. Pokud vše funguje, máme tendenci nedělat nic. Jakmile se ale objeví problém, např. v zabarvení součástí, nedosažení startovacího tlaku, pak se naše nervozita řádově zvýší a začneme přemýšlet, kde se stala chyba. Abychom se toho vyvarovali, musíme začít u prevence.
ISO 20431:2023, Heat Treatment, Control of Quality,
- Doporučení V4: test netěsnosti pece musí být prováděn 1x za měsíc, pro díly pro letecký průmysl 1x týdně. Pro speciální aplikace pak vždy před započetím procesu.
- Doporučení V5: natékání by nemělo být vyšší jak 4 Pa/hod, výjimkou jsou titanové slitiny, kde je povoleno 2 Pa/hod
- Doporučení V6: Rosný bod používaných plynů (N2, Ar) by měl být průběžně monitorován s příslušným nastavením alarmů při překročení hodnot. Jeho hodnota by měla ležet pod minus 60 C.
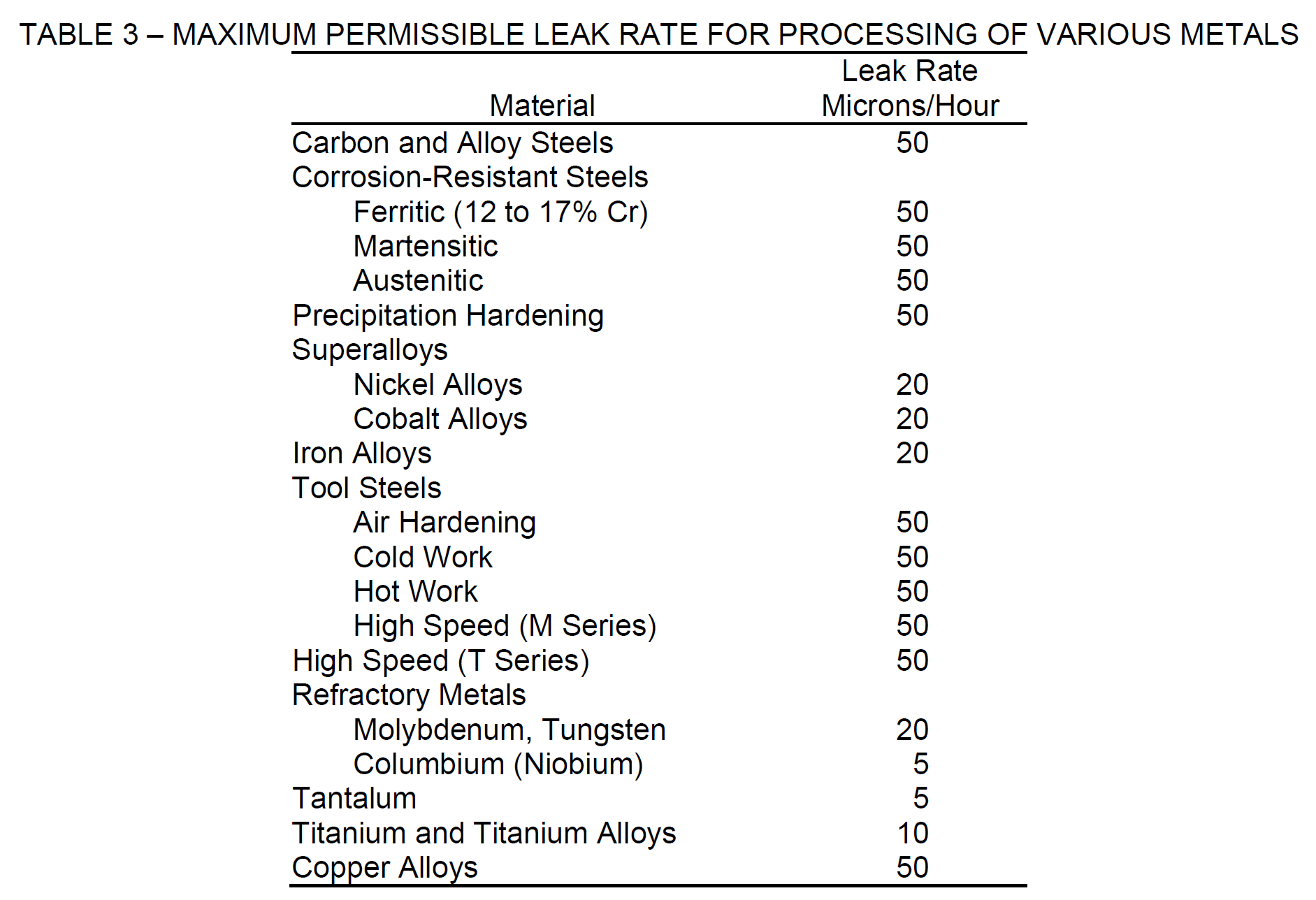
AMS 2769, Heat Treatment of Parts in Vacuum
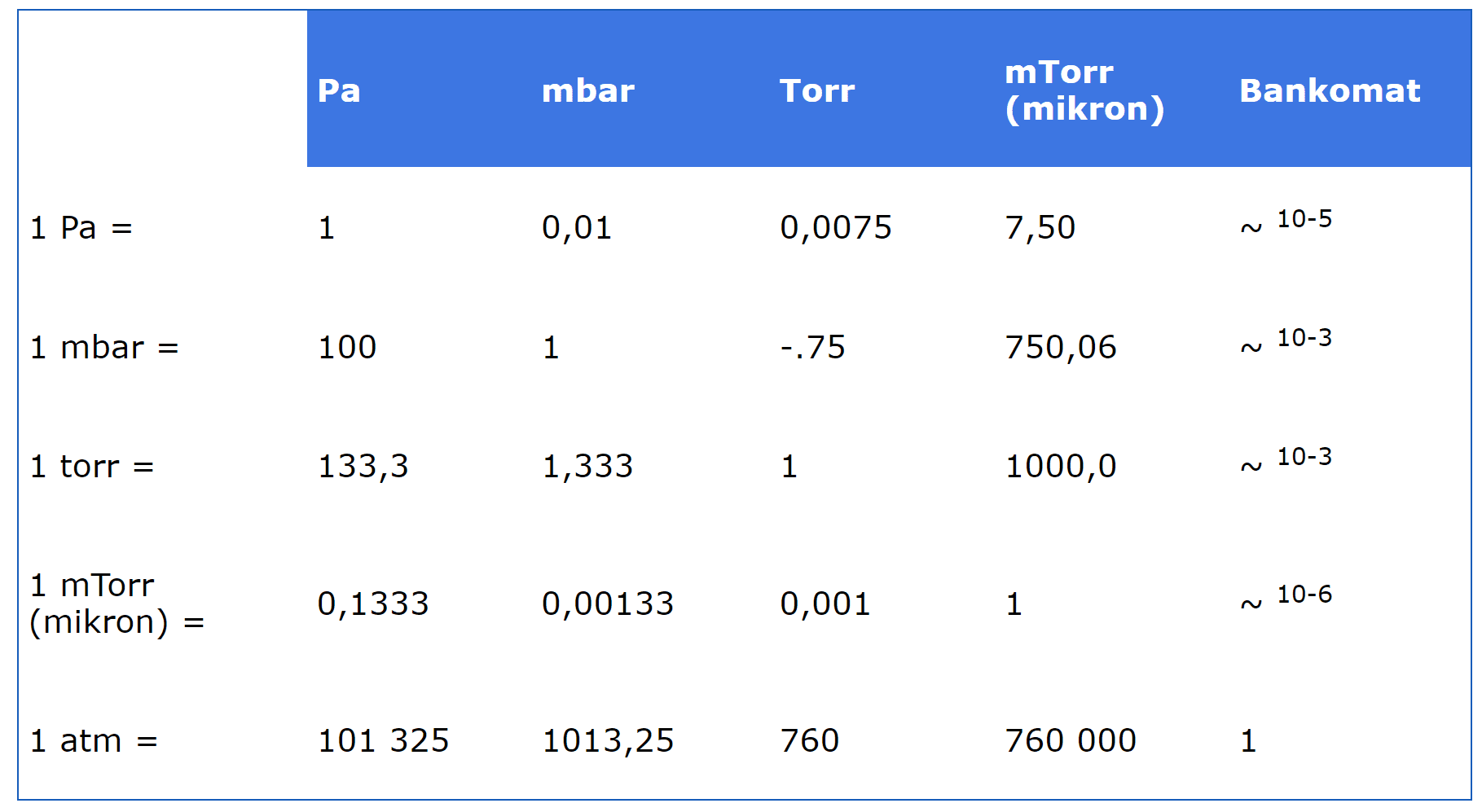
- Bod 3.1.1.3: Rychlost natékání by neměla překročit hodnoty z tabulky č. 3. Jednotka 1 Micron = 1 mTorr = 0,133 Pa. 50 Microns/hod je tedy hodnota 6,65 Pa/hod, 20 Microns je hodnota 2,66 Pa.
- Test netěsnosti lze nahradit testem kontaminace výrobku. Tento test by měl být prováděn týdně, vyjma citlivých výrobků, kdy je testování doporučeno s vyšší frekvencí
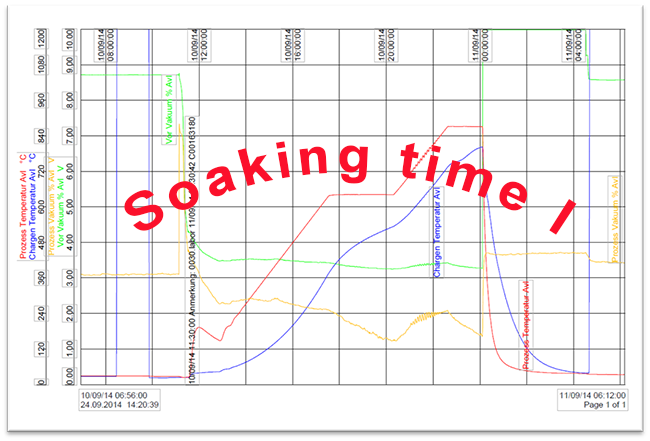
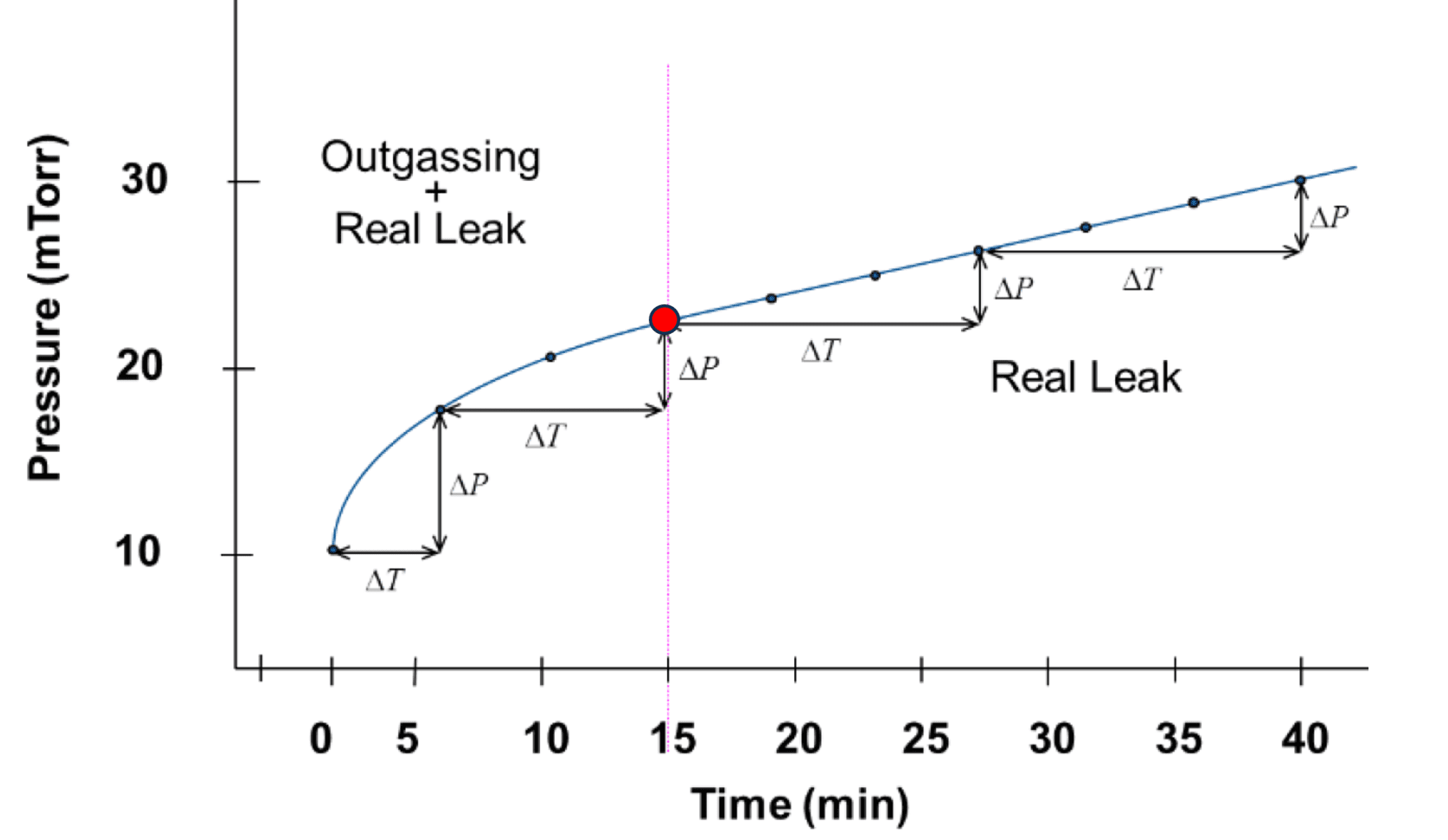
Samotný test netěsnosti je popsán tak, že vakuová pec se za studena vyčerpá na co nejnižší tlak, menší jak 50 Microns = 6,65 Pa, a následně se vývěvy odpojí a celá pec se uzavře na všech vstupních ventilech. Na záznamu se měří nárůst tlaku během času. Protože v první fázi je růst tlaku ovlivněn desorpcí pece, křivka natékání má exponenciální charakter. Dochází k superpozici nárůstu tlaku z netěsnosti pece a z desorpce. Teprve od okamžiku, kdy se křivka stává lineární začínáme počítat rychlost natékání (červený bod).
Výsledná rychlost natékání se vypočte ze vzorce qL = ∆p * V/ čas, kde ∆p je změna tlaku za kontrolované časové období, V je objem vakuové nádoby v litrech (obvykle uvedený v technické specifikaci pece) a čas v hodinách.
Pokud je vše OK, není o co se starat. Horší situace ale nastává, když požadované hodnoty nedocílíme. Pro řadu procesů je známo omezení, za jakých podmínek již cyklus nelze spustit. To platí především pro aplikace leteckého průmyslu, pro zpracování titanových slitin nebo pro oceli s vysokých obsahem chromu s vysokou afinitou ke kyslíku. Dokud tedy nevyřešíme netěsnosti, nemůžeme dále pokračovat ve zpracování.
Pokud si nejsme jistí desorpcí pece, musíme ji provést ještě dříve, než začneme hledat netěsnosti. Pec za vysokého, maximálně dosažitelného vakua, ohříváme na 1 100 C, s prodlevou 2 až 4 hodiny a následně ji necháme samovolně chladnout za trvalého čerpání vakuové komory. Všechny absorbované molekuly plynů by se takto měly dostat z pece ven přes čerpací systém.
A jak postupovat dále? Především je nutno vést detailně deník pece. Tam by měly být záznamy o všech akcích, které byly v nedávné době na peci prováděny. Např. výměna termočlánku, vyjmutí těsnícího kroužku vrat, odpojení a připojení různých ventilů, kontrolních měrek, oprava průchodek pro elektrický přívod k topení atd. Postupnými kroky pak můžeme provést přetěsnění všech ploch dle deníku pece.
Pokud tyto možnosti vyčerpáme a ke zlepšení nedošlo, musíme začít hledat netěsnosti mimo tyto záznamy. Prvními ohroženými místy jsou vlnovce, místa, kde dochází na peci k vibracím, tedy spoje v okolí vývěv, nebo tam, kde jsou pohyblivé pístnice pneumatických válců vstupujících do pece, rotační uložení např. pohybu uzavírání klapek apod. Rovněž teplotně zatížená místa mohou být zdrojem potenciální netěsnosti.

Jakmile netěsnost identifikujeme, můžeme začít s přetěsněním. Nejdříve je ale potřeba z pracovní komory vysát vysavačem všechny prachové částice a nečistoty. Ty jsou v peci vířeny především při kalení v proudu plynu a mohou být právě problémem při následném procesu.
Při kontrole těsnících ploch nejlepší detekcí nečistot na těsnících plochách je lidský prst. Ten dokáže rozpoznat prachové částice i podmikronové velikosti. Těsnící plochy je tedy nutno vyčistit a zbavit jak mastnost, tak i prachových částic. To lze nejlépe technickým lihem a s textilií z mikrovláken, která nezanechává žádné chlupy. Následně se plochy potřou tenkou vrstvou silikonové vazelíny, která je schopna zarovnat drobné nerovnoměrnosti těsnící plochy.
Technický líh má i další výhodu. V případě, že nemáme heliový hledač netěsností, lze s pomocí lihu vyhledat ty nejhrubší netěsnosti. Jakmile se totiž líh na povrchu odpařuje, páry lihu mají velkou pronikavost do vakuové komory, což se projeví dočasným nárůstem tlaku. Pokud ale líh nestačí, je nutno mít k dispozici heliový hledač netěsností.
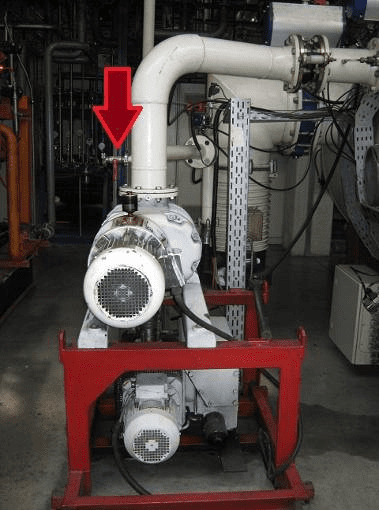
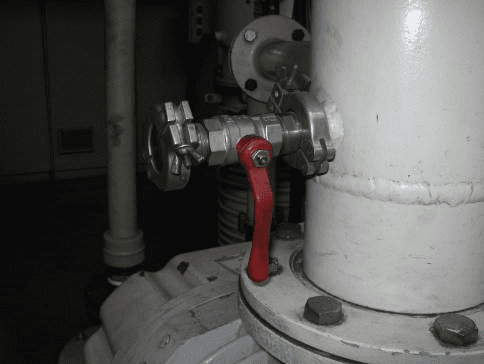
Důležité je místo připojení hledače netěsností. Jednak potřebujeme zajistit určitý minimální tak pro hledač netěsností, jednak si musíme být jisti, že případný průnik helia budeme schopni detekovat ve směru jeho proudění v peci. Obvykle tedy připojovací místo je těsně nad Rootsovou vývěvou, kde jsou obě podmínky splněny. Abychom mohli hledač netěsností připojit za chodu pece, pak součástí připojení musí být i uzavírací plynotěsný kohout. Pokud ho tam mít nebudeme, při připojování hledače netěsností můžeme zavzdušnit celou pec.
Způsob hledání zdrojů netěsnosti je velkou vědou a vyžaduje systematický přístup. Problémem není jen vysoká pronikavost helia ale především to, že v případě ofukování potenciální netěsnosti ovlivníme i blízké nebo vzdálené okolí. Může se pak jevit, že netěsnost jsme našli, ale ona bude vlastně zcela jinde než ohledávané místo. Ohledáme tedy jedno místo, a to následně zakryjeme PVC folií a těsnící páskou. Musíme totiž vyloučit právě to, že již jednou ohledané místo nám neovlivní další netěsnosti. Mezi jednotlivými kroky musí být i zařazena i přestávka v díélce několika minut tak, abychom heliu dali šanci se rozptýlit po výrobní hale.
Protože helium je lehčí jak vzduch, obvykle začínáme hledat netěsnosti shora dolů tak, abychom si neovlivnili heliem níže umístěné spoje. V každém případě se musíme připravit na to, že tento proces hledání netěsností může trvat hodiny a výsledek nemusí být vždy pozitivní.
Pokud netěsnost je např. v dosedací ploše ventilu pro přívod dusíku, pak jediný způsob zjištění toto netěsnosti je, že přívodní potrubí odpojíme, a budeme helium vstřikovat z ofukovací pistole přímo do ventilu. Obdobně je to s úniky vody, např. z chladiče, z pórů v plášti pece atd. Tady je každá rada drahám, nicméně i to lze v případě systematického vylučování míst, kde netěsnost není.
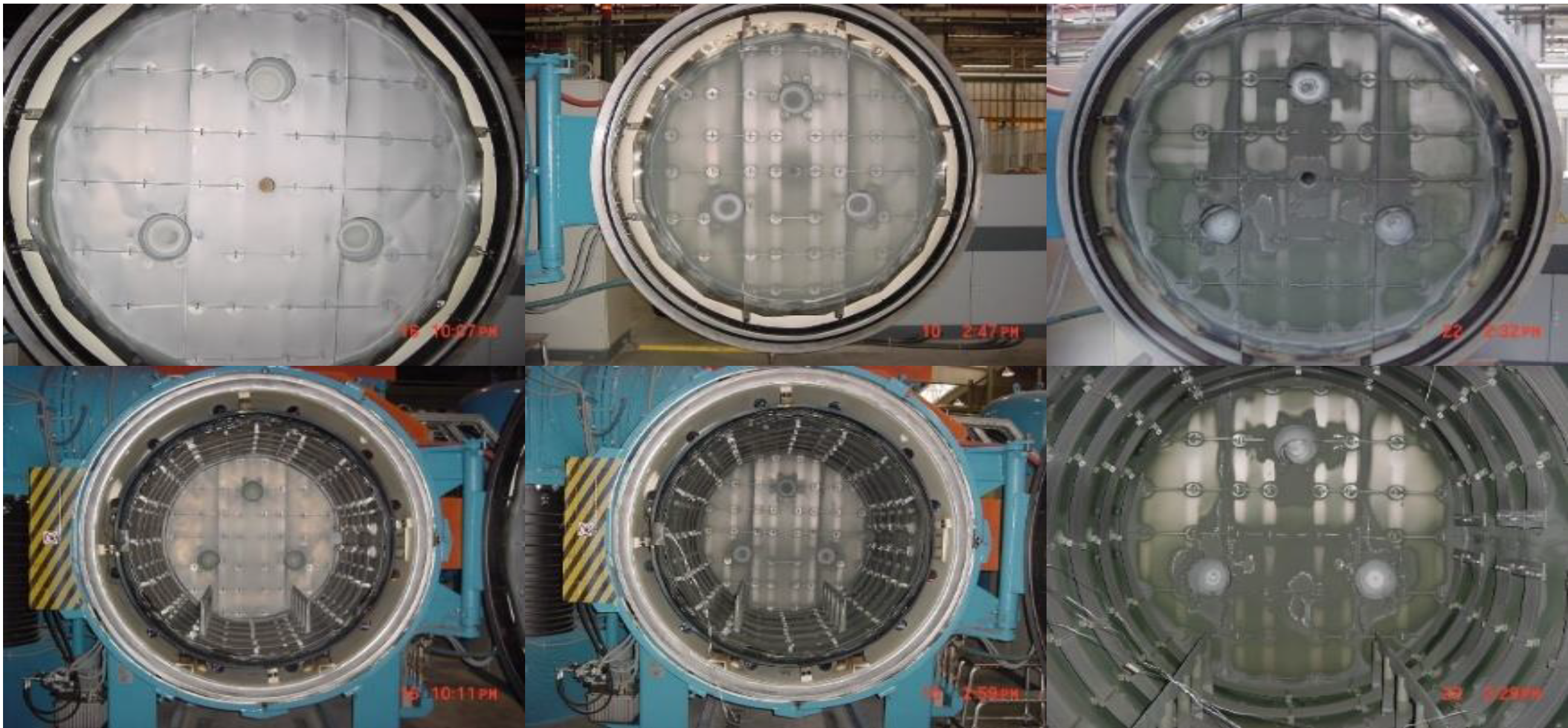
Částečně se ale můžeme řídit i zabarvením pece. Na toto téma Janusz Kowalewski od firmy Ipsen vypracoval velmi zajímavou analýzu.
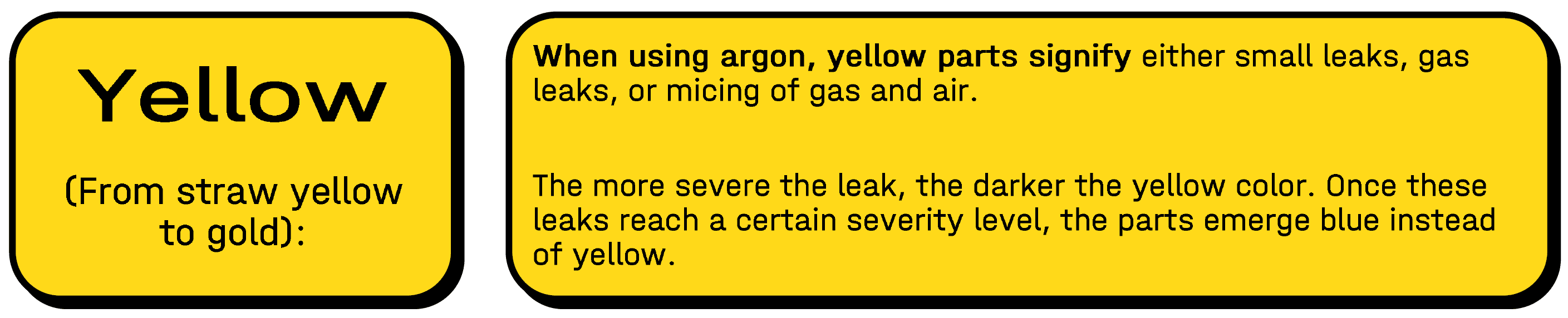
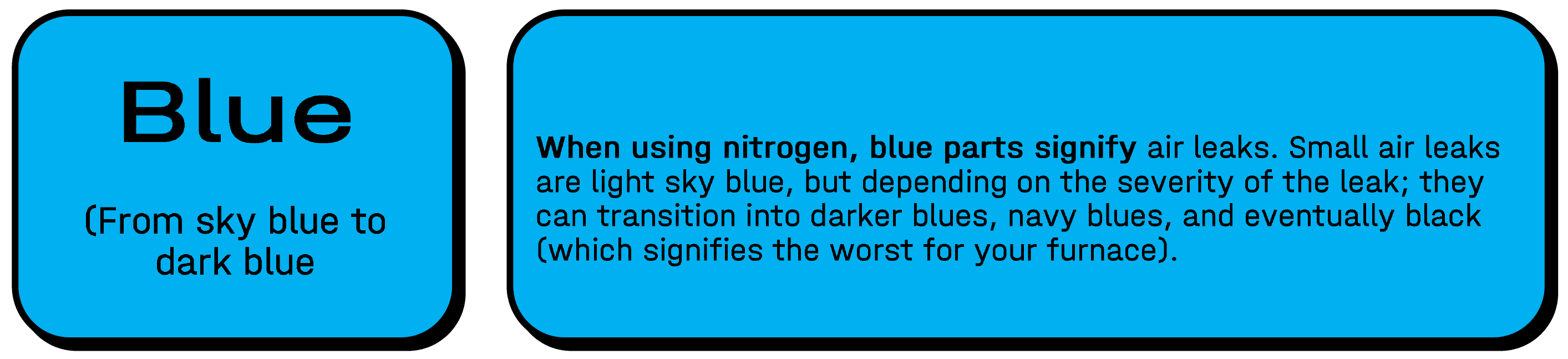
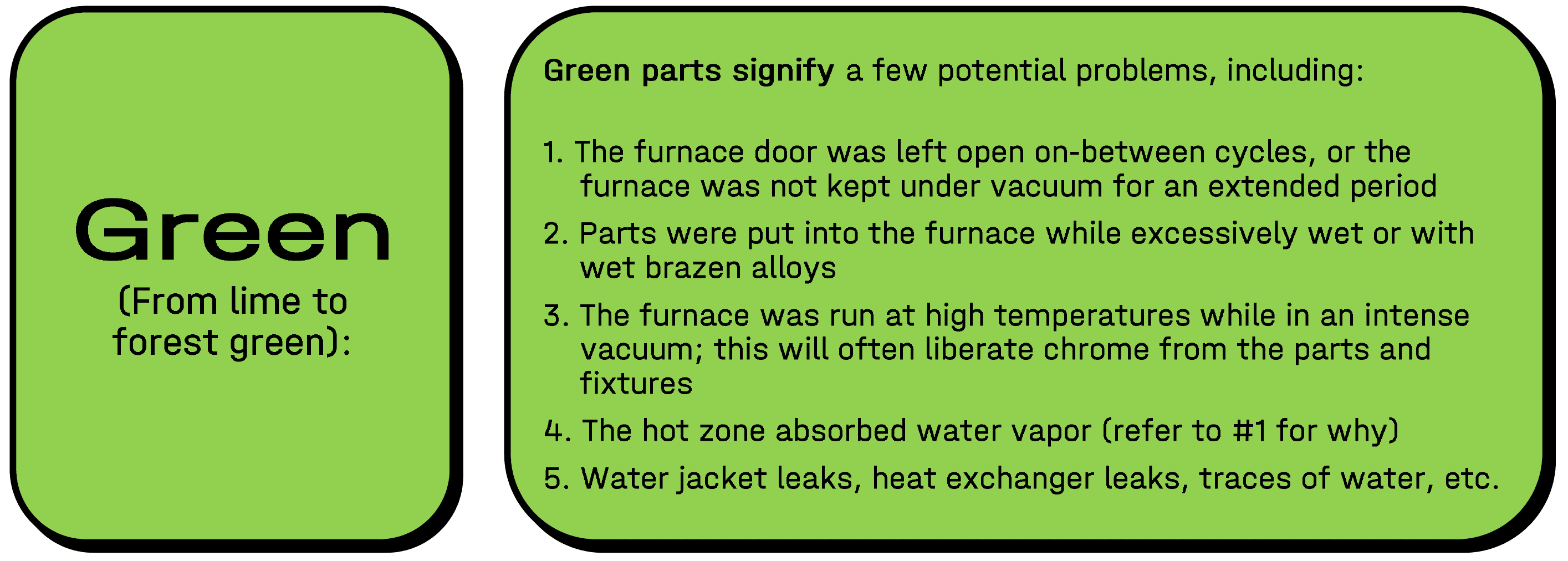
Příklady změny barvy vnitřního prostoru pece jsou na obrázku. V případě odpařování chromu bude komora časem v barvě tmavě zelené, v případě odpařování mědi při pájení pak v barvě červené, v případě průniku vody do pece pak budeme mít zabarvení do červenohnědé nebo dokonce černá místa.
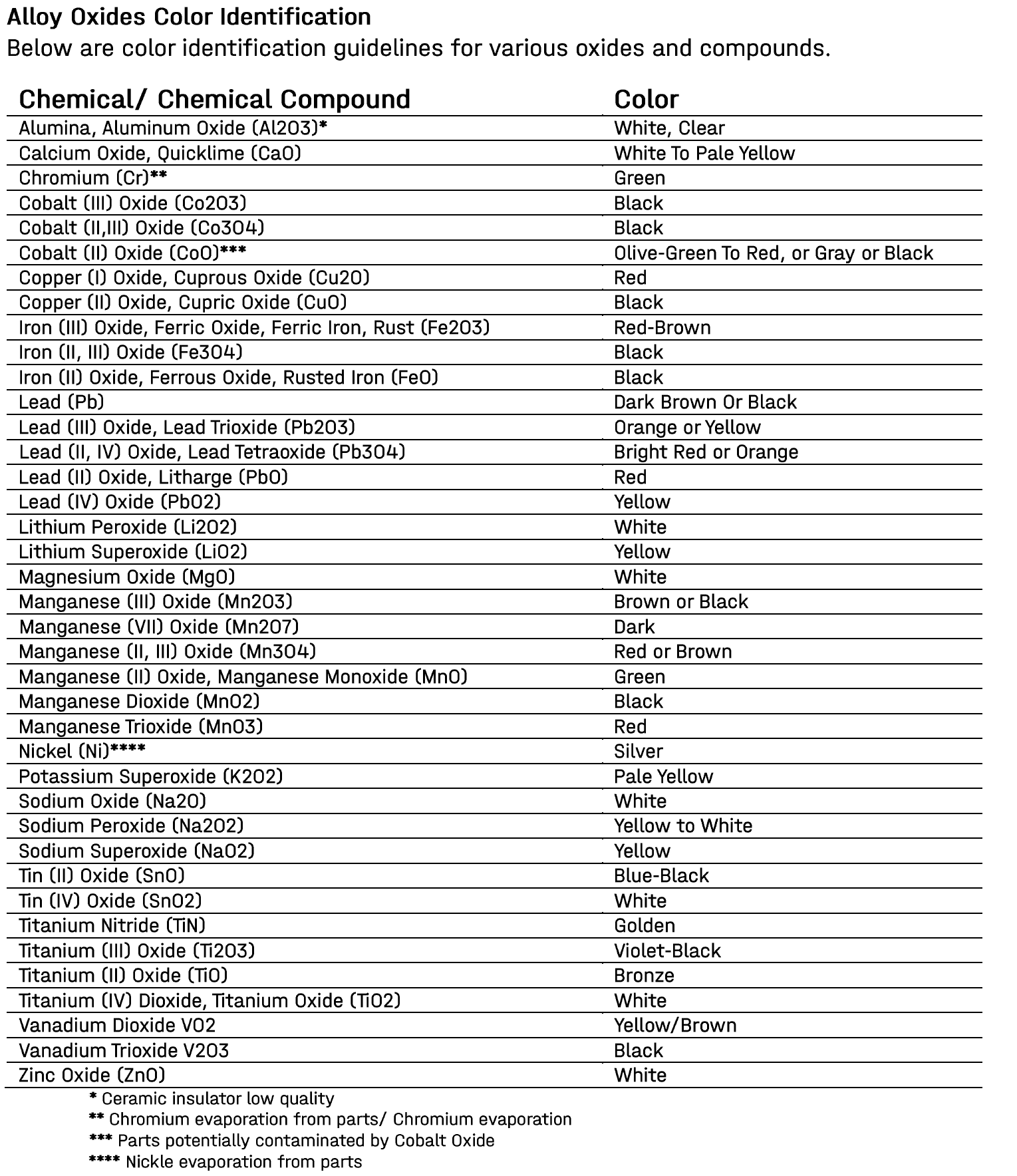
Soupis všech variant a zabarvení je v následující tabulce.
Protože vakuová pec je vysoce citlivé zařízení právě na přítomnost kyslíku ze vzduchu nebo vodní páry, musíme si zvyknout na určitá pravidla. Především je nutno mít pec, pokud není zrovna potřeba zakládat nebo vykládat vsázku, mít trvale pod vakuem. Operátoři pecí toto musí vzít v úvahu, a jakmile vsázku z pece vyvezou, vrata pece se musí zavřít a pec vyčerpat. A to i tehdy, bude-li prodleva mezi cykly delší jak 15 minut. To se týká především pecí s grafitovou vyzdívkou. Pokud máme pece s molybdenovým obložením, absorpce vzdušné vlhkosti a dalších plynných molekul sice nebude tak citlivá na krátkodobé otevření pece, i tak ale musíme počítat s tím, že vzdušná vlhkost z okolí se může dostat do izolace pece.
Jak bylo výše uvedeno, udržet pec v provozuschopném stavu vyžaduje velkou systematičnost. Jak v periodickém provádění tesů netěsnosti, tak i ve vedení záznamů o všech intervencích na pecí, kterou mohou vést k vytvoření potenciální netěsnosti.
V neposlední řadě je to vlastní provádění hledání netěsnosti heliovým hledačem netěsností. Ani to není jednoduché a vyžaduje to velké zkušenosti a systematický přístup, kdy hlavním metodou je metoda vylučovací.
[1] The Impact of Contamination in Vacuum Furnace during Heat Treatment and How to Prevent it, Ipsen, Janusz Kowalewski, Japan, Osaka, 6/2023
[2] AMS 2759, Heat Treatment of Parts in Vacuum
[3] ISO 20431:2023, Heat Treatment, Quality Control
Jiří Stanislav
04. listopadu 2023