Soaking time II

V první části jsem se zamýšlel nad počítáním času prodlevy na teplotě austenitizace (https://www.jstconsultancy.cz/nadca-207-a-soaking-time/)
Základem je výklad leteckých norem, např.
AMS 2773 – Heat Treatment Cast Nickel Alloy and Cobalt Alloy Parts:
Doba prodlevy začíná, když všechny snímače teploty pece dosáhnou specifikované nastavené hodnoty (SP), nebo pokud se používají vsázkové termočlánky (viz 8.4.3), když nejchladnější vsázkový termočlánek dosáhne požadované teploty (SP) mínus příslušná tolerance pece
AMS 2801 – Tepelné zpracování dílů z titanových slitin
3.2.5.4 Dávkové pece – Metoda 4: Když teplota alespoň dvou snímačů zatížení, které jsou v kontaktu s díly a jsou umístěny tak, aby odrážely teplotu ve středu nejchladnějších dílů (viz 3.2.5.4.1), dosáhne poloviční tolerance (viz 3.2.5.2.2.1). Pokud se použije tato metoda, lze dobu prodlevy zkrátit na dobu uvedenou v tabulce 2 pro tloušťku 0,10 palce (2,5 mm).
Bombardier – TEPELNÉ ZPRACOVÁNÍ HLINÍKOVÝCH SLITIN
5.6 U všech operací tepelného zpracování začíná doba prodlevy na teplotě, když všechny teplotní senzory dosáhnou minimální hodnoty specifikovaného rozsahu tolerance rovnoměrnosti. Například doba prodlevy pro rozpouštěcí tepelné zpracování slitiny 2024, která má nastavenou teplotu 920 °F a toleranci rovnoměrnosti ±10 °F, začíná, když všechny teplotní senzory dosáhnou 910 °F.
SAFRAN DMP11 – Tepelné zpracování
9.6. Stanovení doby výdrže na teplotě
Doba výdrže na teplotě je součtem:
- Doby prodlevy;
- Rozdílu v čase mezi okamžikem, kdy pec dosáhne nastavené teploty, a okamžikem, kdy jádro součásti dosáhne minimální hodnoty teploty tepelného zpracování.
Pro stanovení doby průmyslové výdrže jsou aktuální kroky následující. Jsou znázorněny na níže uvedeném diagramu.
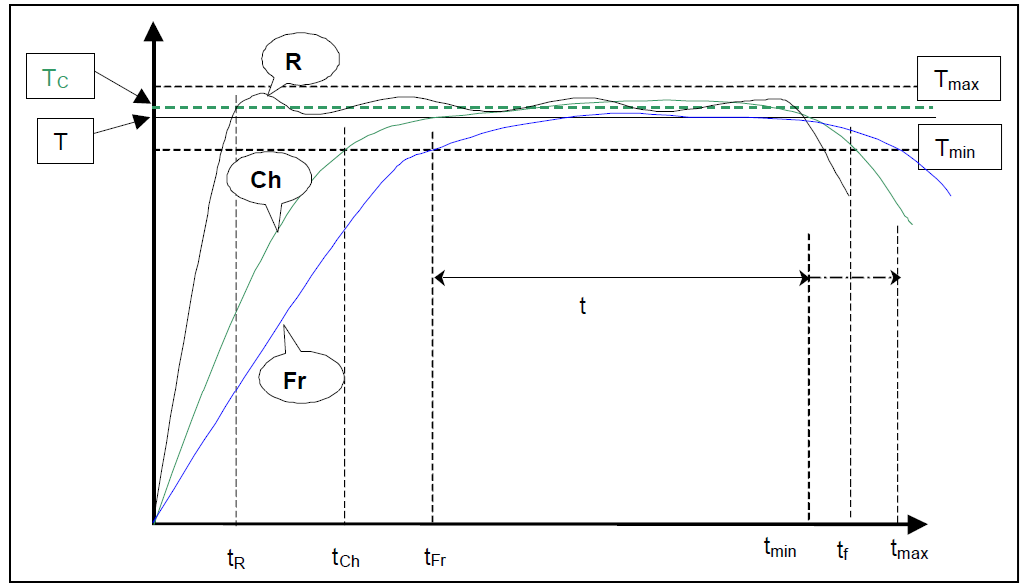
Legenda:
- Křivka R: záznam regulačního termočlánku.
- Křivka Ch: záznam nejteplejšího termočlánku.
- Křivka Fr: záznam nejchladnějšího termočlánku.
- T: teplota cyklu tepelného zpracování
- TC: teplota set pointu SP
- Tmin: minimální přípustná hodnota teploty zpracování.
- Tmax: maximální přípustná hodnota teploty zpracování.
- t: doba prodlevy
- tR: okamžik, kdy pec dosáhne nastavené teploty.
- tCH: okamžik, kdy nejteplejší termočlánek dosáhne minimální hodnoty teploty tepelného zpracování.
- tFr: okamžik, kdy nejchladnější termočlánek dosáhne minimální hodnoty teploty tepelného zpracování.
- tmin: minimální doba výdrže
- tmax: maximální doba výdrže
- tF: doba ukončení zpracování, naměřená, když teplota nejchladnějšího termočlánku klesne pod minimální teplotu zpracování. Tato doba musí ležet mezi tmin a tmax.
Tato norma čas výdrže na teplotě ještě zpřesňuje o čas chlazení, kdy za ukončení prodlevy se považuje moment, kdy nejstudenější termočlánek opustí toleranční pásmo zpracování
Liebherr Aerospace – Tepelné zpracování
6.5 Doba výdrže na teplotě
Poznámka: Doba výdrže se počítá od okamžiku, kdy všechny body součásti dosáhnou teploty alespoň rovné minimální toleranční hodnotě daného zpracování.
Pro ostatní procesy jako je popouštění, žíhání na pnutí, na měkko, rekrystalizační žíhání, normalizační žíhání či dokonce pájení to bude obdobně. Jakmile nejstudenější termočlánek dosáhne nastavené teploty minus polovina tolerančního pásma pece, předepsanou pro danou technologie, počítání času prodlevy začíná. Rozdíl je pouze v tom, že u kalení je to obvykle +/-14 C, u žíhacích procesů nebo u popouštění je to jinak.
V této tabulce jsou požadované tolerance dle různých norem AMS 2759 a podle CQI-9.
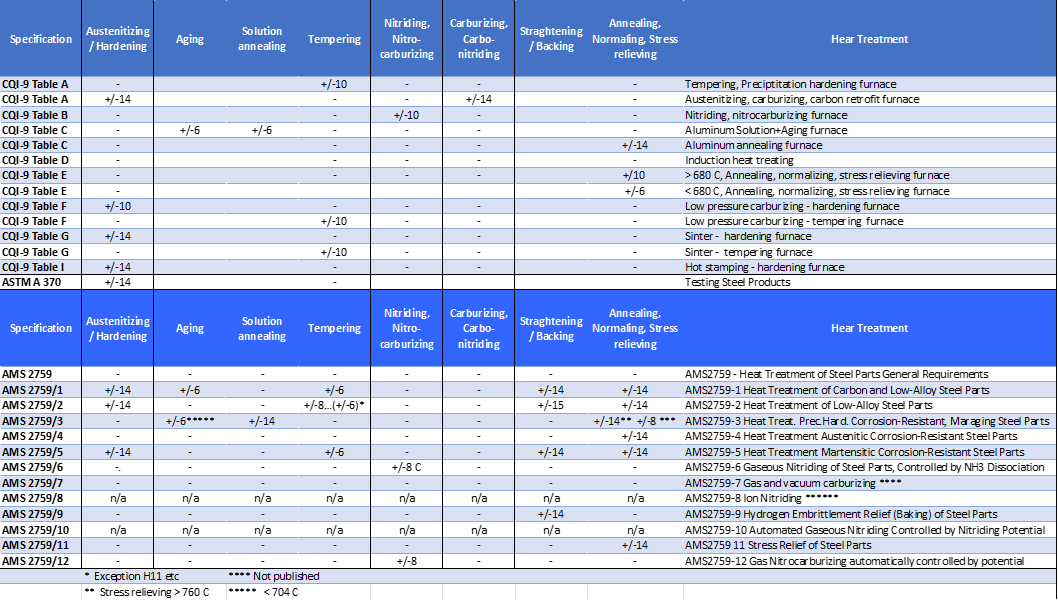
Protože nejchladnější bude vždy termočlánek měřící teplotu v jádře, Tc (C – Core), pokud je předepsán čas výdrže na teplotě, ta započne tehdy, protne-li nám TC čáru SP-TC < ½ tolerančního pole. Budeme-li tedy popouštět dle AMS 2759/1, tolerance teploty je +/- 6 °C a odpočet času nastane, pokud teplota TC protne čáru SP – 6 °C. Ve všech případech je nutno podotknout, že rozhodující pro posouzení času setrvání na teplotě je hodnota ze vsázkových termočlánků, ne hodnota teploty pece.
Jiří Stanislav
29. března 2026