Soaking time II

In the first part, I thought about calculating the dwell time at the austenitization temperature. (https://www.jstconsultancy.cz/nadca-207-a-soaking-time/)
The basis is the interpretation of aerospace standards, e.g.
AMS 2773 – Heat Treatment Cast Nickel Alloy and Cobalt Alloy Parts:
Soaking time starts when all furnace temperature sensors reach the specified set or offset temperature or, if load thermocouples (See 8.4.3) are used, when the coldest load thermocouple reaches the required temperature minus the appropriate tolerance (3.1.2.1).
AMS 2801 – Heat Treatment of Titanium Alloy Parts
3.2.5.4 Batch Furnaces – Method 4: When the temperature of at least two load sensors in contact with parts, positioned so as to reflect the temperature at the center of the coldest parts (See 3.2.5.4.1), reaches the half-tolerance temperature (See 3.2.5.2.2.1). If this method is used, the soaking time may be reduced to that shown in Table 2 for 0.10 inch (2.5 mm) thickness
Bombardier – Heat Treatment of aluminum alloys
5.6 For all heat treating operations, the soaking time starts when all temperature control sensors reach the minimum of the uniformity tolerance range specified. For example, soaking time for solution heat treating of 2024 alloy, which has set temperature of 920 F and uniformity tolerance of ±10F, starts when all temperature control sensors reach 910 F
SAFRAN DMP11 – Heat Treatment
9.6. Determining the industrial hold time
The industrial hold time is the sum of:
- The soaking time;
- The difference in time between the moment when the furnace reaches the setting temperature and that when the core of the part reaches the minimum value of the heat treatment temperature.
To determine the industrial hold time, the current steps are as follows. They are illustrated by the diagram below.
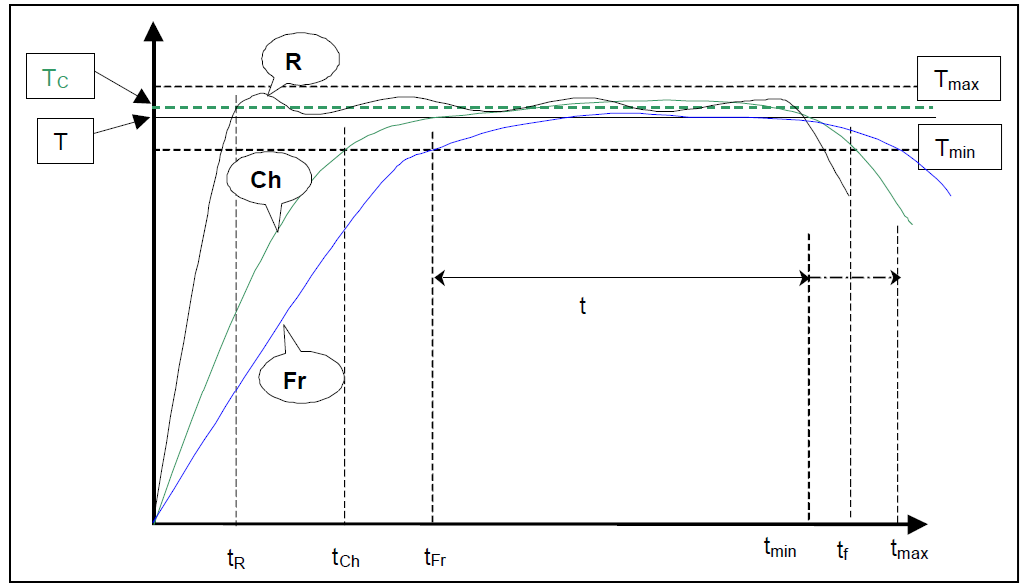
Legends:
- Curve R: recording of the regulation thermocouple.
- Curve Ch: recording of the hottest thermocouple.
- Curve Fr: recording of the coldest thermocouple.
- T: heat treatment temperature.
- TC: setting temperature.
- Tmin: minimum value of the heat treatment temperature.
- Tmax: maximum value of the heat treatment temperature.
- t: soaking time.
- tR: moment when the furnace reaches the setting temperature.
- tCH: moment when the hottest thermocouple reaches the minimum value of the heat treatment temperature.
- tFr: moment when the coldest thermocouple reaches the minimum value of the heat treatment temperature.
- tmin: minimum soaking time.
- tmax: maximum soaking time.
- tF: end-of-treatment time, obtained when the temperature of the coldest thermocouple drops below the minimum treatment temperature. This time must lie between tmin and tmax.
This standard further refines the calculation of the temperature dwell time by including the cooling time, where the end of the dwell time is considered to be the moment when the coldest thermocouple leaves the processing tolerance zone.
Liebherr Aerospace – Traitment Thermique
6.5 Temps de maintien á temperature
Nota : Le temps de maintien est compté à partir du moment où tous les points de la pièce sont à une température au moins égale à la valeur minimale de la tolérance du traitement considéré.
For other processes such as tempering, stress annealing, soft annealing, recrystallization annealing, normalizing annealing or even brazing, it will be similar. As soon as the coldest thermocouple reaches the set temperature minus half of the furnace tolerance band prescribed for the given technology, the dwell time calculation begins. The only difference is that for hardening it is usually +/-14 C, for annealing processes or tempering it is different.
This table shows the required tolerances according to various AMS 2759 standards and according to CQI-9.
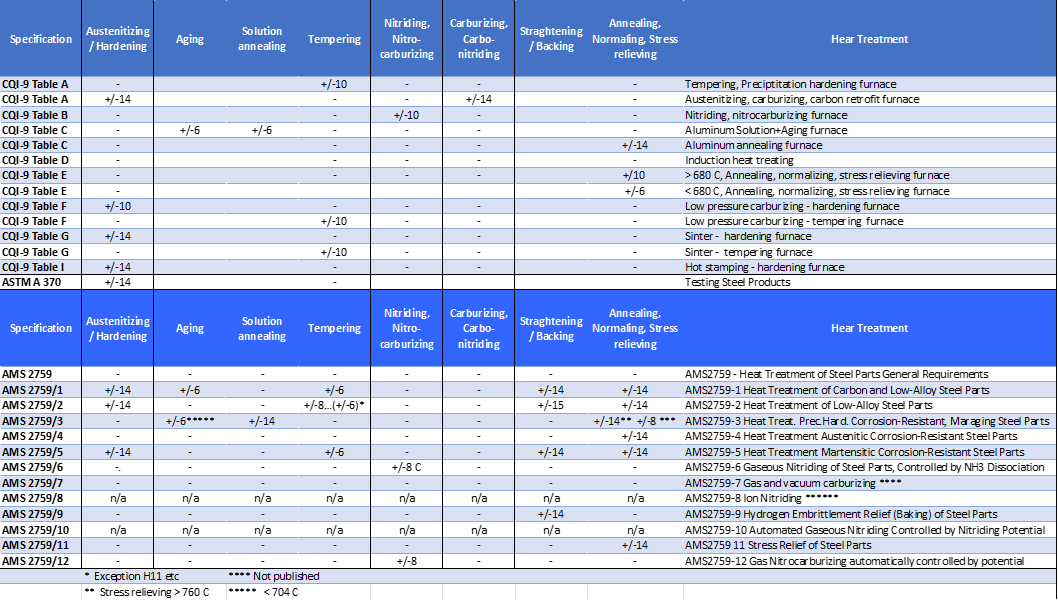
Since the thermocouple measuring the temperature in the core, Tc (C – Core), will always be the coldest, if a temperature hold time is prescribed, it will begin when TC crosses the SP-TC line < ½ the tolerance field. Therefore, if we temper according to AMS 2759/1, the temperature tolerance is +/- 6 °C and the time countdown occurs when the TC temperature crosses the SP- 6 °C line.
In all cases, it must be noted that the decisive factor for assessing the temperature hold time is the value from the batch thermocouples, not the furnace temperature value.
Jiří Stanislav
March 29, 2026