Nadca 207 – 2022 – Rádius R10 vyhrává

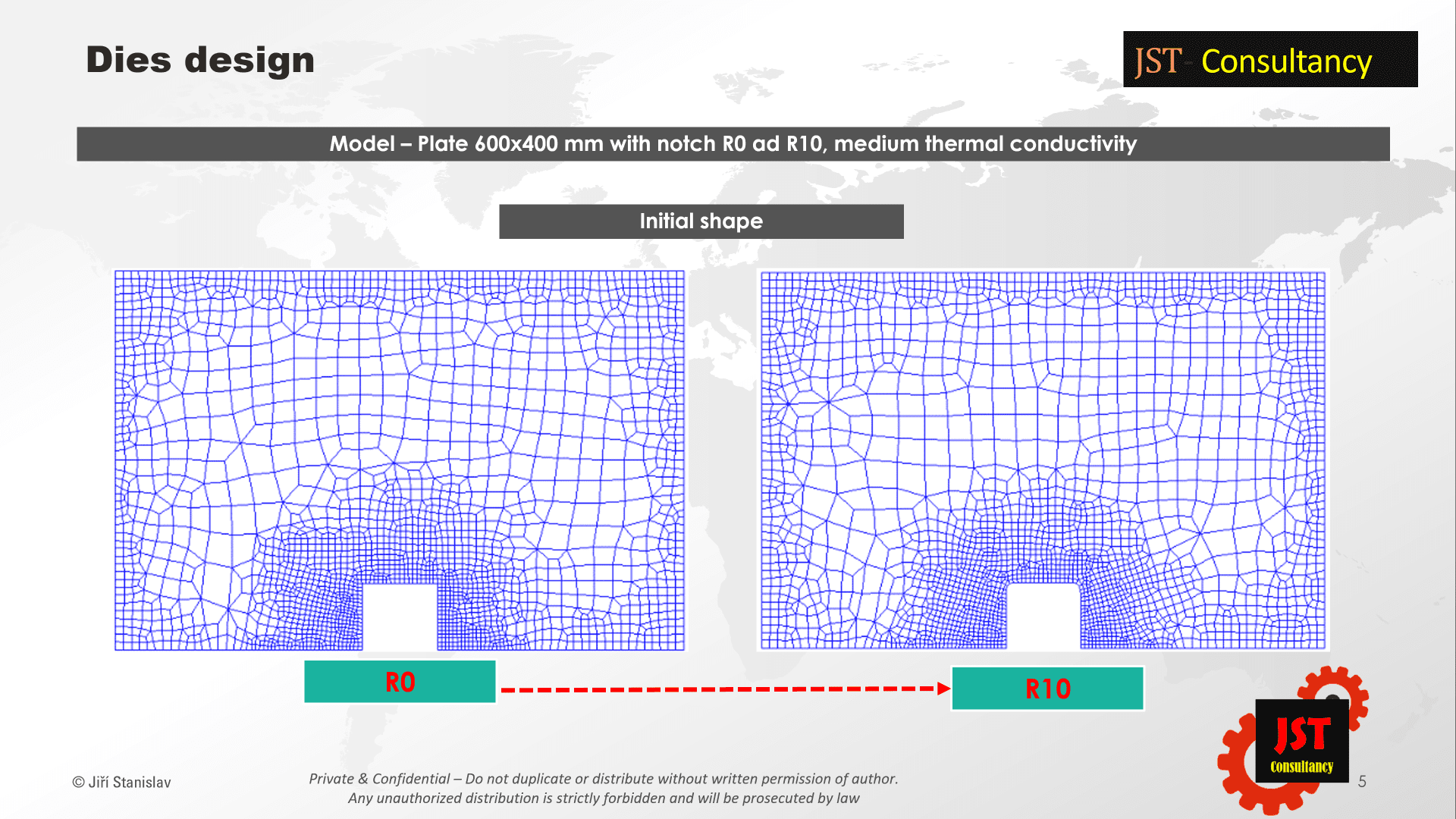
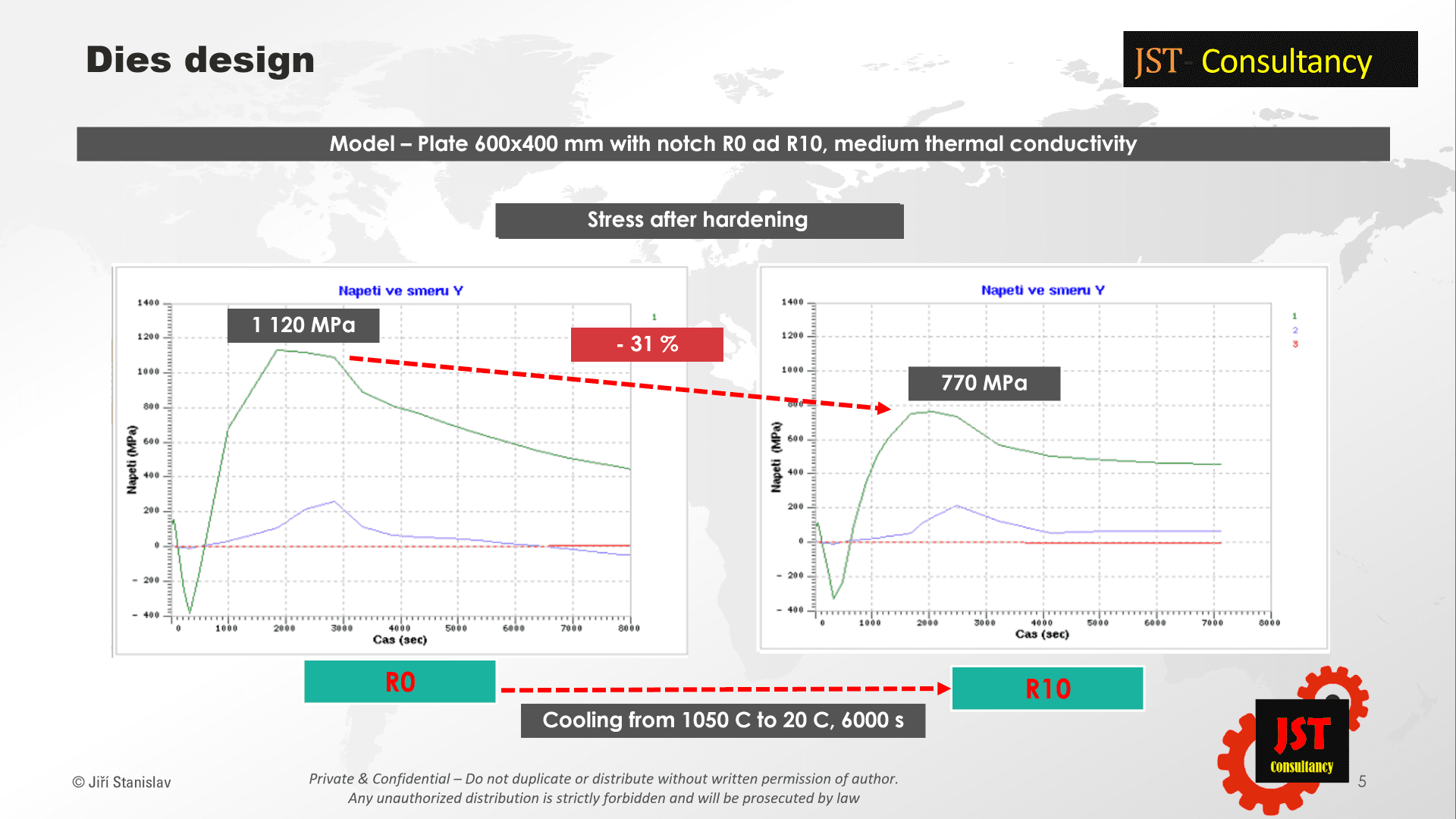
Již někdy kolem roku 2003 jsem začal propagovat rádius R10 jako optimální rádius pro díly forem na tlakové lití pro vysokorychlostní ochlazování v plynu. Vycházel jsem z modelu, který jsem si nechal udělat na programu Deform. Model reprezentoval průběh napětí ve vrubu na desce o rozměru 600×400 mm, při ochlazování z teploty 1050 C na teplotu pokojovou. Ukázalo se, že i když máme rádius R10, maximum tahového napětí poklesne jen o 31% oproti verzi s nulovým rádiusem.
Nedávno jsem si stáhnul novu verzi Nadca 207–2022 a vyloženě jsem pookřál. Na straně 19, v kapitole „Preparation for Heat Testament“ je specifikováno následující:
Doporučení rádiusu:
U velkých nástrojů je třeba se vyhnout vnitřním poloměrům menším než 0,250” (5,0 mm), aby se snížilo riziko praskání při kalení, přestože i poloměry 0,120” (3,0 mm) budou v některých aplikacích fungovat.
Při složité geometrii nástroje stále existuje riziko prasknutí. Větší rozdíly v průřezu a složitá geometrie budou vyžadovat větší poloměry, typicky v rozmezí od 0,250” (5,0 mm) do 0,400” (10 mm). Skokové změny průřezu větší než 5,9” (150 mm) mohou vyžadovat větší poloměr, příkladem je poloměr 0,500” (13 mm) nebo větší. Všechny otvory by také měly mít na povrchu zkosení minimálně 0,120” (3 mm).
20 let jsem školil na toto téma naše zákazníky, výrobce forem pro tlakové lití, nebo konstruktéry a technology v rámci školení organizovaných Asociací pro tepelné zpracování kovů CZ a SK, a vždy moje tvrzení vyvolávalo úsměv účastníků.
Tak jsem se tedy dočkal. Po dvaceti letech i Nadca uznala, že fyzikální zákony při vysokorychlostním ochlazování v plynu nelze obejít.
4. února 2023
Jiří Stanislav

{kind=link}