Jak správně vybrat pec pro popouštění a žíhání II

V první části jsem se pokusil definovat pec pro žíhání a popouštění z pohledu stavu povrchu zpracovávaného materiálu a použité atmosféry. To ale samo o sobě nestačí. Dalším v pořadí, již třetím významným kritériem, je rovnoměrnost teploty v peci.
Podle AMS 2750 by každá pec měla být zatříděna do skupin dle následující tabulky:
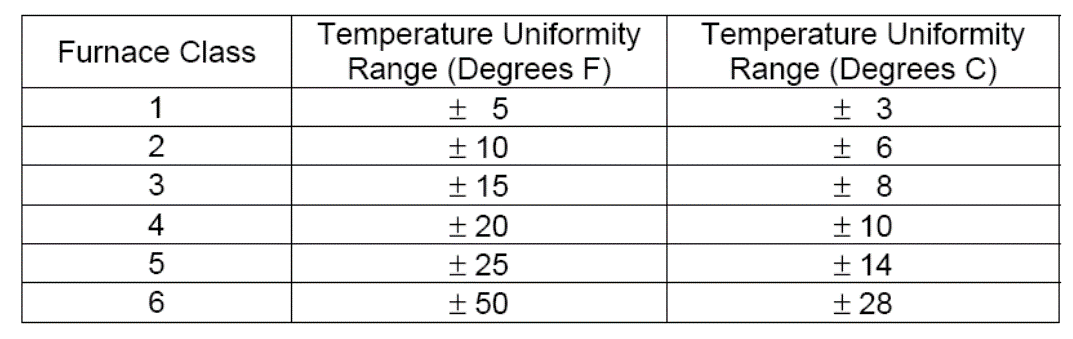
Obr. č. 1 – Tabulka tříd pece dle AMS 2750
Co si máme pod tím představit? Například pokud budeme popouštět zakalenou ocel 1.6545 (32NiCrMo2-2) v peci klasifikované jako CLASS 6, teplotní pole bude +/- 28 °C. Při nastavené teplotě např. 600 °C budeme mít ve skutečnosti v peci teplotu od 572 °C do 628 °C. Pokud do takovéto pece založíme homogenně zakalené díly z výše uvedené oceli, jejich výsledná tvrdost v rámci jednoho procesu bude dle následující tabulky (Obr .č. 2). Jestli rozptyl tvrdosti u pece Class 6 ve výši +/-2 HRc je pro nás vyhovující musíme posoudit sami. Pokud ne, musíme volit pec s rovnoměrností teploty lepší, např. CLASS 3 nebo CLASS 2.
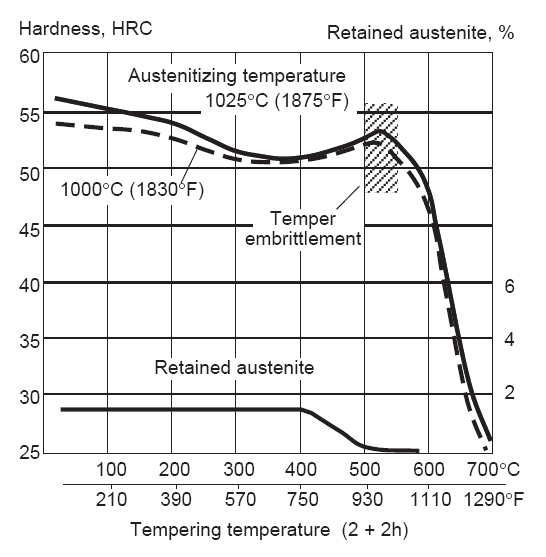
Vliv rovnoměrnosti teploty na výsledek popouštění bude ale pro každou ocel individuální. Čím bude její popouštěcí křivka strmější, tím bude nutná vyšší rovnoměrnost teploty v peci. Např. při popouštění oceli Dievar (Obr. č. 3) na teplotě 600 C budeme mít v peci Class 5, s tolerancí +/- 28 C, rozptyl tvrdosti od 40 do 50 HRc. Pokud budeme mít pec Class 2 (+/- 5 C), pak výsledná tvrdost bude +/- 2 HRc při teplotách v pecí 595 až 605 C.
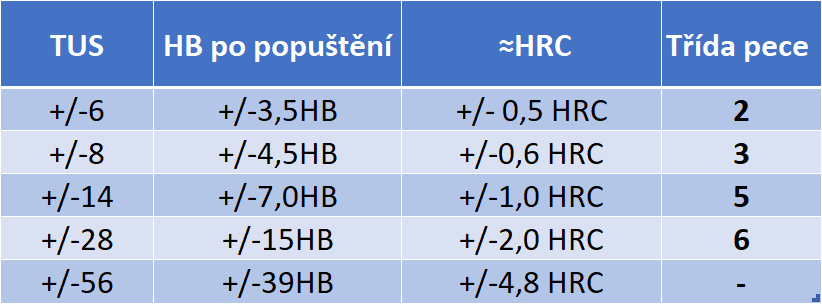
Obr. č. 2 – Rozptyl tvrdosti oceli 1.6545 po popouštění v peci dle třídy přesnosti
Obr. č. 3 – Popouštěcí diagram pro ocel DIEVAR
A co říkají normy? Protože popouštění je daleko citlivější na výslednou tvrdost nežli kalení, obvykle je to tak, že pro tuto operaci je předepsána vyšší třída přesnosti pece než pro kalení. Pokud se opět odkážeme na CQI-9 a AMS 2759 1..x, tyto normy předepisují následující třídu pece.
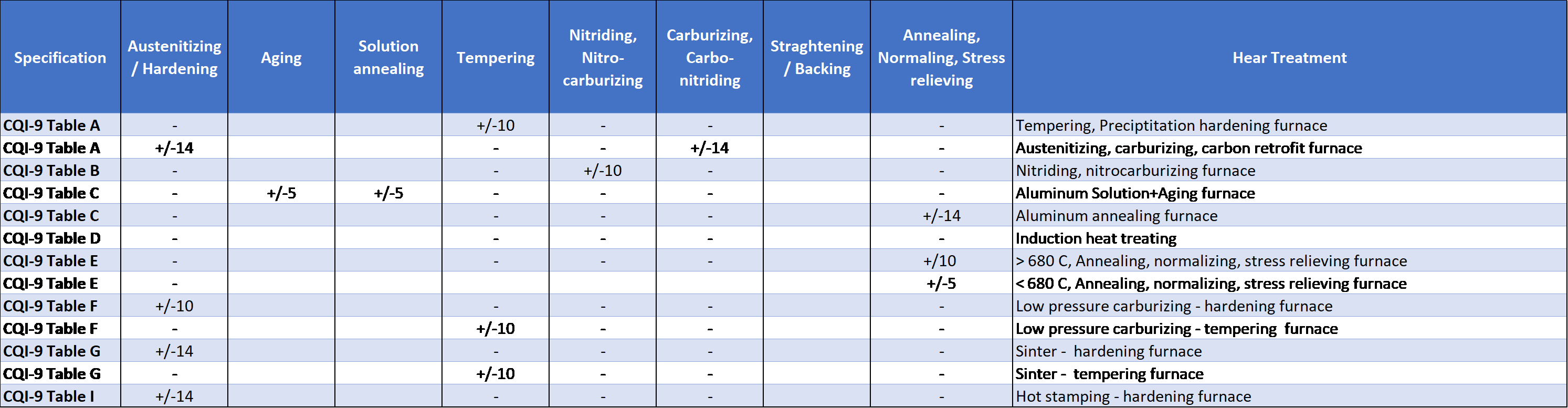
Obr.č. 4 – Předpis třídy pece dle CQI-9 a dle technologie
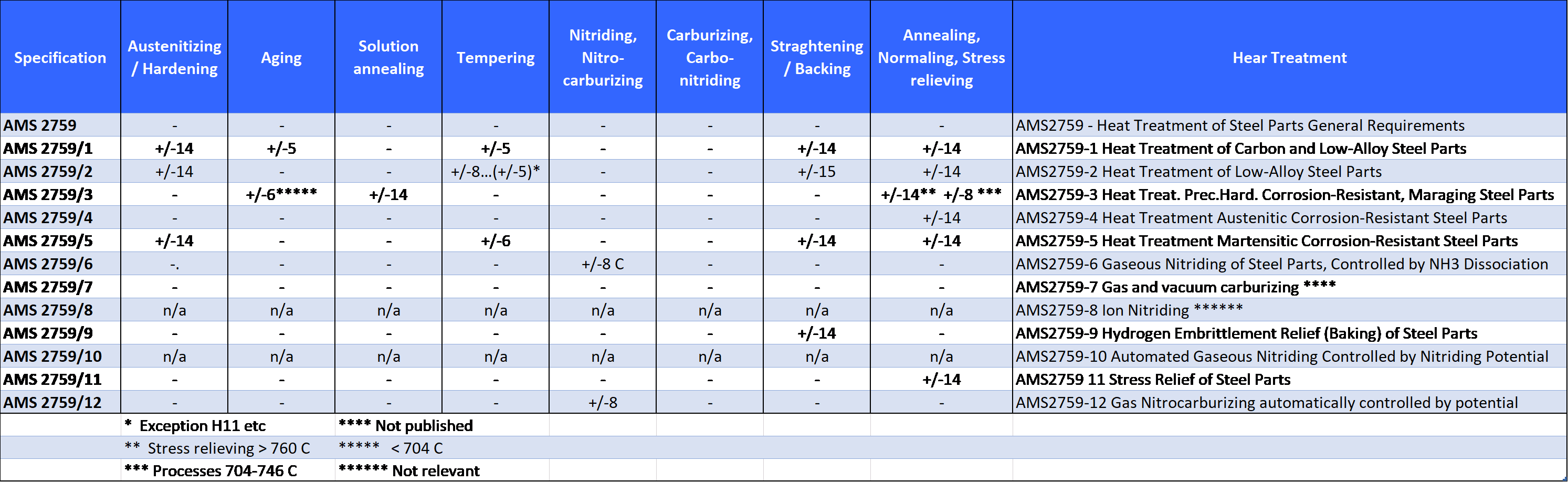
Obr.č. 5 – Předpis třídy pece dle AMS 2759
Pokud tedy budeme vybírat popouštěcí nebo žíhací pec, měli bychom sice vycházet ze známých standardů, důležitější pro naši volbu bude ale naše vlastní aplikace. Osobně se domnívám, že Class 2 (+/-5 C) je optimální volba pro většinu našich činností v kalírně, a z toho plyne i to, že CQI-9, v tabulce A se mýlí. Pro velkou část aplikací je to nepřijatelné.
U nízkotlaké cementace, CQI-9, tab. F je třída pece Class 3 akceptovatelná, protože se obvykle jedná o popouštění na nízké teploty, a u cementovaného povrchu se vejdeme do tolerance +/- 1 HRc (Obr.č. 6).
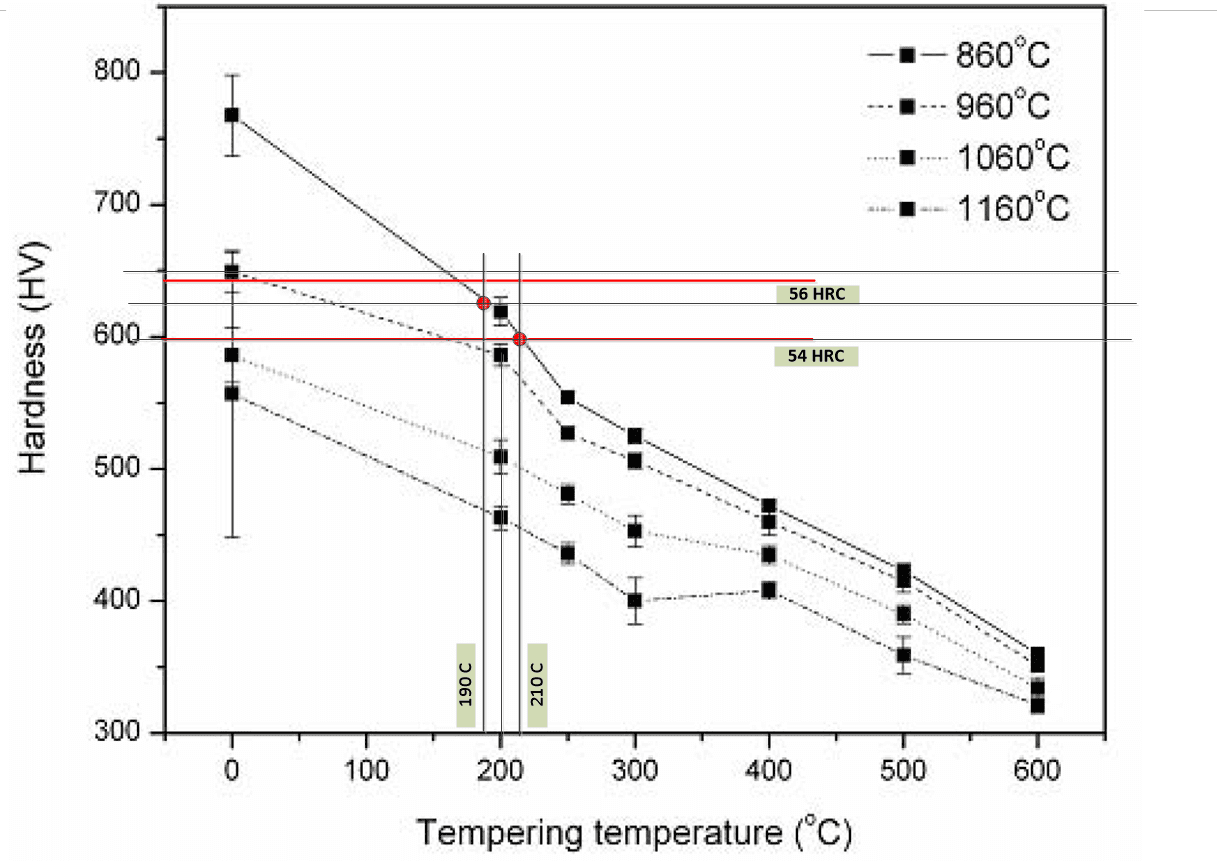
Obr.č. 6 – Tvrdost povrchu cementované vrstvy v závislosti na popouštěcí teplotě [1]
Pokud se ale chceme správně rozhodnout, musíme vyřešit i rozpory mezi CQI-9 a AMS 2759. Především mezi CQI-9, tabulka E, a AMS 2759/11 pro žíhání, normalizační žíhání a žíhání na pnutí. CQI-9 doporučuje třídu pece Class 4, AMS 2759 Class 2. Odhaduji, že asi bude rozdíl mezi zpracováním pro auta a pro letadla.
Pokud investujeme do nového zařízení, měli bychom pamatovat i na to, že třída pece a související TUS není jednorázová záležitost, ale musí se vykonávat opakovaně. Můžeme postupovat dle AMS 2750, nebo CQI-9, minimálně ale podle ISO 20431, tedy jednou ročně jsme povinni TUS opakovat. Protože ale periodický TUS vyžaduje vybavení, je potřeba si rozmyslet, jak k tomu přistoupíme. Můžeme jej provádět s externím dodavatelem, můžeme si koupit datalogger, nebo můžeme si připojit své vlastní termočlánky a měřit si TUS přes řídící systémem pece. A protože každá z variant má jiné nároky na vybavení pece, pak toto rozhodnutí musíme provést ještě před nákupem.

Obr.č. 7 – Ferrari mezi vakuovými popouštěcími pecemi
Jiří Stanislav
20. srpna 2024