How to choose the right furnace for tempering and annealing II

In the first part, we tried to define the furnace for annealing and tempering from the point of view of the surface condition of the processed material and the atmosphere used. But that alone is not enough. The next in order, already the third important criterion, is the uniformity of the temperature in the oven.
According to AMS 2750, each furnace should be classified into groups according to the following table:
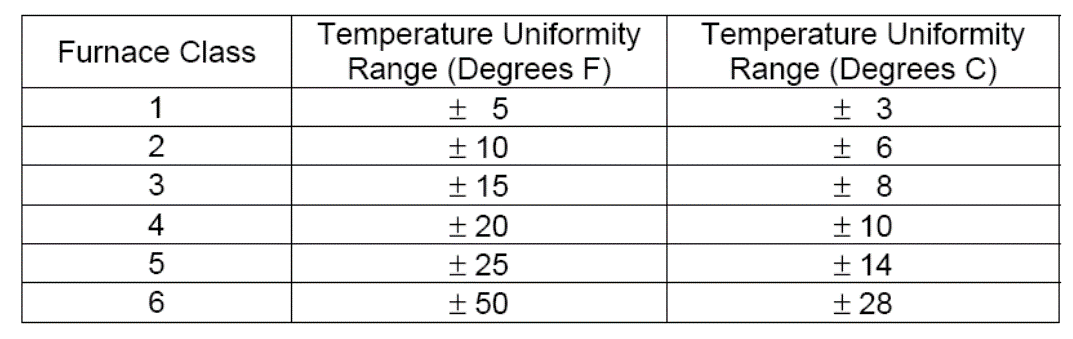
Fig. 1 – Furnace class table according to AMS 2750
What do we mean by that? For example, if we temper hardened steel 1.6545 (32NiCrMo2-2) in a furnace classified as CLASS 6, the temperature field will be +/- 28 °C. At a set temperature of e.g. 600 °C, we will actually have a temperature of 572 °C to 628 °C in the oven. If homogeneously hardened parts from the above-mentioned steel are placed in such a furnace, their resulting hardness within one process will be according to the following table. We have to judge for ourselves whether the hardness variance of the Class 6 furnace in the amount of +/-2 HRc is satisfactory for us. If not, we must choose a furnace with better temperature uniformity, e.g. CLASS 3 or CLASS 2.
However, the influence of temperature uniformity on the tempering result will be individual for each steel. The steeper its tempering curve, the more uniform temperature in the furnace will be required. E.g. when tempering Dievar steel (Fig. No. 3) at a temperature of 600 C, we will have a hardness variance of 40 to 50 HRc in a Class 5 furnace, with a tolerance of +/- 28 C. If we have a Class 2 furnace (+/- 5 C), then the resulting hardness will be +/- 2 HRc at furnace temperatures of 595 to 605 C
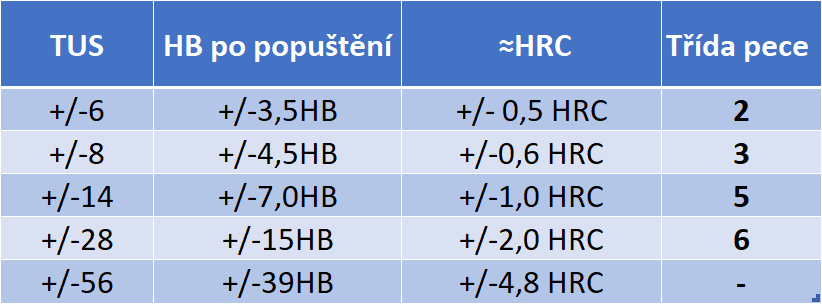
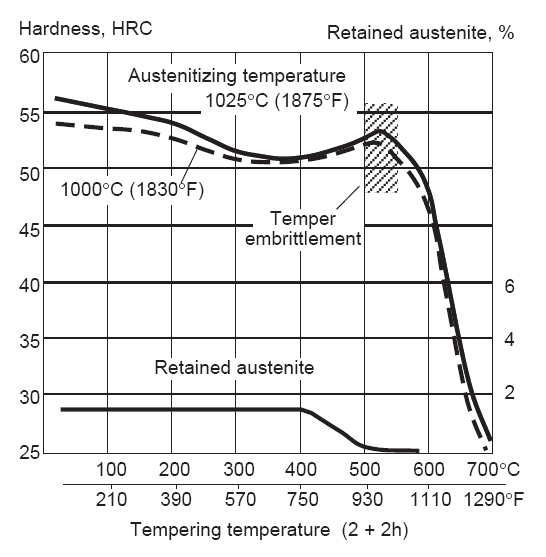
Fig. 2 – Hardness dispersion of steel 1.6545 after tempering in the furnace according to accuracy class
Fig. 3 – Tempering diagram for DIEVAR steel
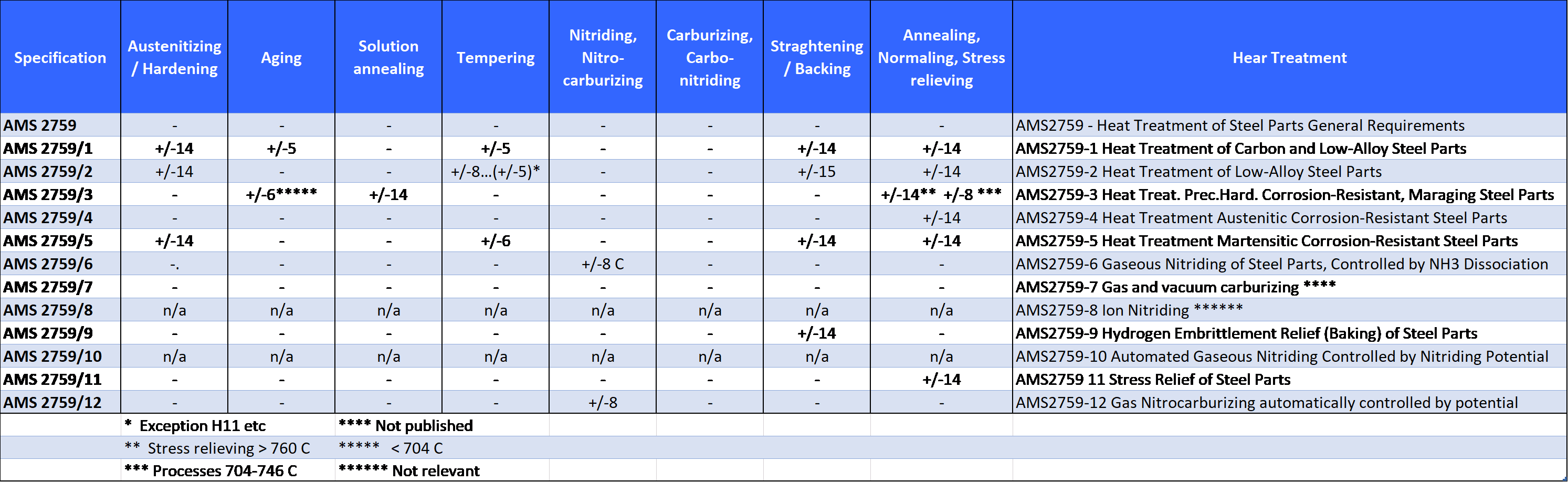
And what do the standards say? Since tempering is much more sensitive to the resulting hardness than quenching, it is usually the case that a higher furnace accuracy class is prescribed for this operation than for quenching. Referring again to CQI-9 and AMS 2759 1..x, these standards prescribe the following furnace class.
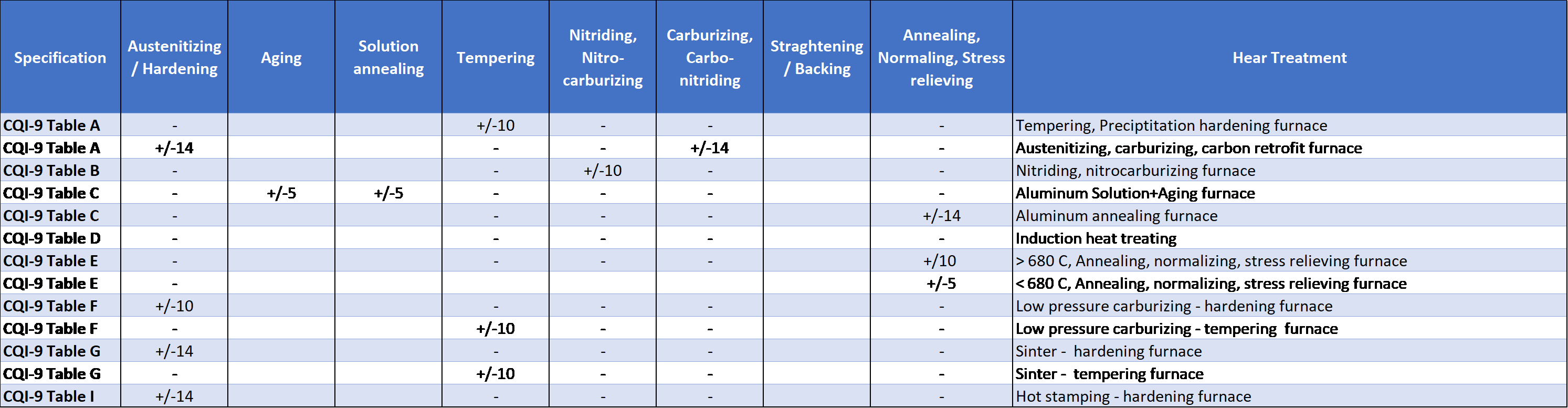
Fig. 4 – Furnace class prescription according to CQI-9 and according to technology
So, if we are going to choose a tempering or annealing furnace, we should be based on known standards, but our own application will be more important for our choice. I personally believe that Class 2 (+/-5 C) is the optimal choice for most of our heat treatment operations, and it follows that CQI-9, in Table A, is wrong. For a large part of applications, this is unacceptable.
For low-pressure carburizing, CQI-9, tab. F is the furnace class Class 3 acceptable, because it is usually tempering at low temperatures, and for a carburized surface we can fit into the tolerance +/- 1 HRc (Fig. 6).
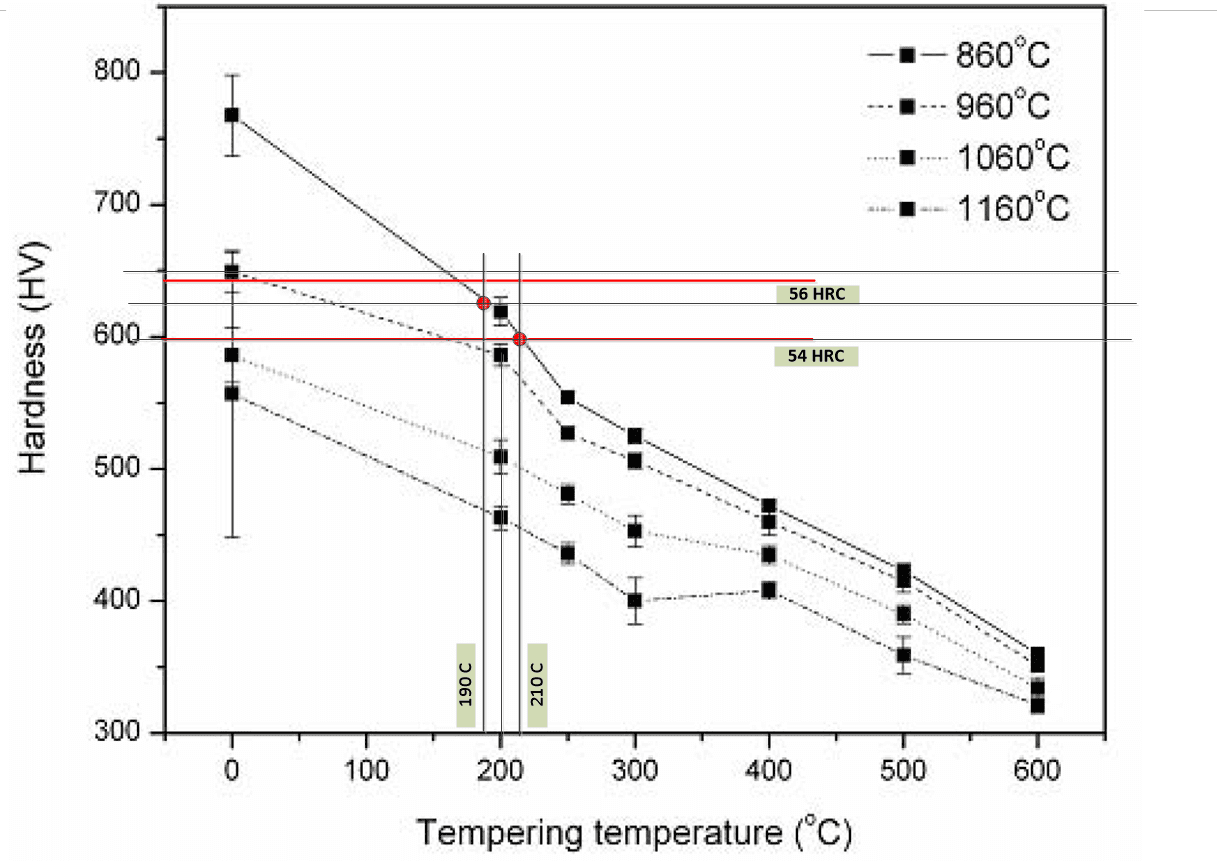
Fig. 6 – The surface hardness of the carburized layer depending on the tempering temperature [1]
But if we want to make the right decision, we must also resolve the contradictions between CQI-9 and AMS 2759. Above all, between CQI-9, table E, and AMS 2759/11 for annealing, normalizing annealing and stress annealing. CQI-9 recommends a Class 4 furnace, AMS 2759 Class 2. This may be because cars are not as important as airplanes.
If we invest in new equipment, we should also remember that the class of the furnace and the related TUS is not a one-time thing, but must be carried out periodically. We can proceed according to AMS 2750 or CQI-9, but at least according to ISO 20431, so we are obliged to repeat TUS once a year. But since periodic TUS requires equipment, we need to think about how we approach it. We can do it with an external supplier, we can buy a datalogger, or we can connect our own thermocouples and measure TUS through the furnace control system. And since each of the variants has different demands on the equipment of the furnace, then we have to make this decision before the purchase.

Fig. 7 – Ferrari between vacuum tempering furnaces
Jiří Stanislav
August 20, 2024