Jak na žíhací procesy u forem na tlakové lití
K formám na tlakové lití patří neodmyslitelně žíhací procesy. Jejich smyslem je relaxace napětí, způsobená jak různými typy obrábění, tak i vlastním použitím nástroje. Co to pro výrobu nástroje znamená?
Každá tvarová vložka by měla absolvovat následující procesy:
Příprava a odsouhlasení výkresové dokumentace
Nákup materiálu
- Vstupní testy materiálu (kalení do oleje)
Hrubování tvaru, minimální rádiusu R3 a více
- Žíhání na odstranění pnutí po hrubování (600-650 °C)
Obrábění na čisto s přídavky pro kalení
- Kalení a dvě nebo tři popouštění včetně materiálových testů po tepelném zpracování
Dokončení vložek obráběním včetně EDM, leštěním
- Žíhání na odstranění pnutí po EDM (500-550 °C)
- Předehřev pro navařování a žíhání na odstranění pnutí po navařování (500-550 °C)
- Post-oxidace vybraných tvarových částí formy před vzorkováním
Sestavení formy a vzorkování
Rozebrání formy po vzorkování
- Žíhání na odstranění pnutí po vzorkování (500-550 °C)
- Pokud je předepsána nitridace, pak tedy tento proces (450-550 °C)
Sestavení formy pro koncového uživatele, včetně kompletní dokumentace
- Žíhání na odstranění pnutí z tepelné únavy po 1 000-2 000 cyklech
- Žíhání na odstranění pnutí z tepelné únavy po 5 000-10 000 cyklech
- Žíhání na odstranění pnutí z tepelné únavy po 10 000-20 000 cyklech
Z uvedeného výčtu je vidět, že žíhací procesy mají vysokou důležitost při výrobě formy. Až po krok 8 je odpovědnost za jejich zajištění na výrobci nástroje. Protože ale podmínkou pro dodání nástroje dle Nadca 207 je i potřebná sledovatelnost všech činností, výrobce nástroje musí k těmto operacím zajistit i všechnu požadovanou dokumentaci.
Kroky 9 až 11 jsou pak na uživateli nástroje. Pokud ale během života formy je nutno provést jakékoliv obrábění na již zakalených dílech, např. z důvodu opravy tvaru, je potřeba přidat ještě další, dodatečné, žíhací procesy. Po frézování, EDM, navařování, leštění apod.
Procesy žíhání na snížení pnutí z tepelné únavy jsou zachyceny na Obr.č. 1 dole, včetně jejich doporučené periodicity, a tato periodicita je přibližně ve shodě s procesy opakované nitridace, tak jak je doporučuje Nitrex pro nástroje na extruzi. V obou případě je shodný zájem na tom, aby byla omezena tahová napětí v povrchové vrstvě, podporující vznik trhlin a jejich šíření.
Pokud budeme hovořit o tepelné únavě, trhliny z tepelné únavy jsou vyvolány tahovými napětími, postupně indukovanými do povrchu oceli z cyklického zatěžování formy, a jednou z možností, jak tento proces oddálit, je buď uvolnit již dříve indukovaná tahová napětí z procesu extruze nebo tlakového lití, nebo se pokusit jiným způsobem přeměnit tahovou složku napětí na tlakovou. To lze např. aplikací technologií shot-peening, nebo, a to je častější varianta, nitridací.
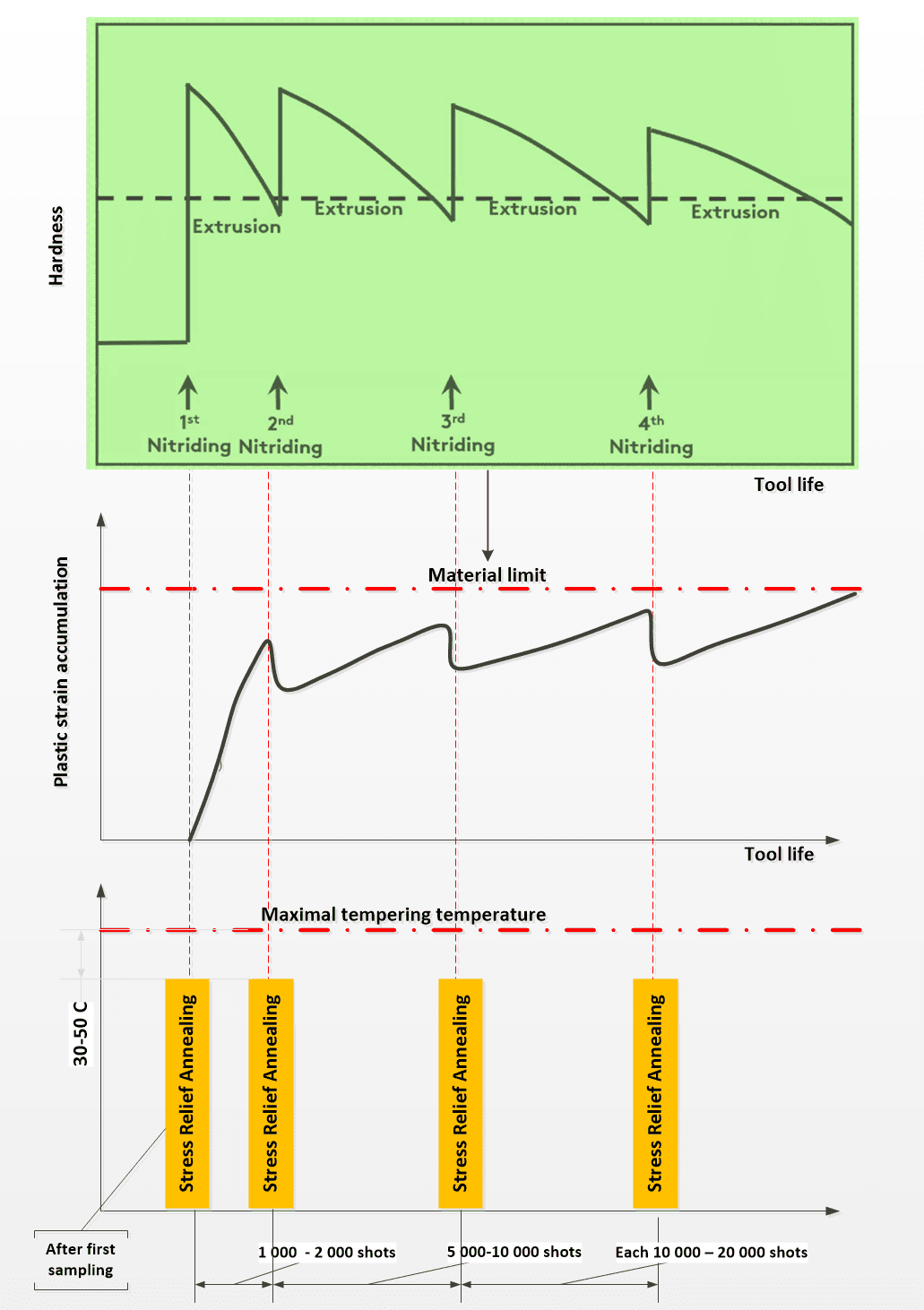
Obr.č. 1 – Schéma aplikace nitridačních cyklů, nebo cyklů relaxačního žíhání směřující ke zvýšení životnosti nástroje pro extruzi nebo pro tlakové lití lehkých slitin
Nitridace je proces, kdy do materiálu je difuzním procesem přidáván dusík, obvykle do intersticiálních poloh mřížky. S narůstajícím množstvím dusíku roste tvrdost oceli, současně i tlakové napětí. Maximální koncentrace dusíku musí být ale omezena proto, aby nám nevznikaly nežádoucí a křehké nitridické fáze železa, od ϒ´-Fe4N po ε-Fe(2-3)N, a aby vrstva byla dostatečně houževnatá.
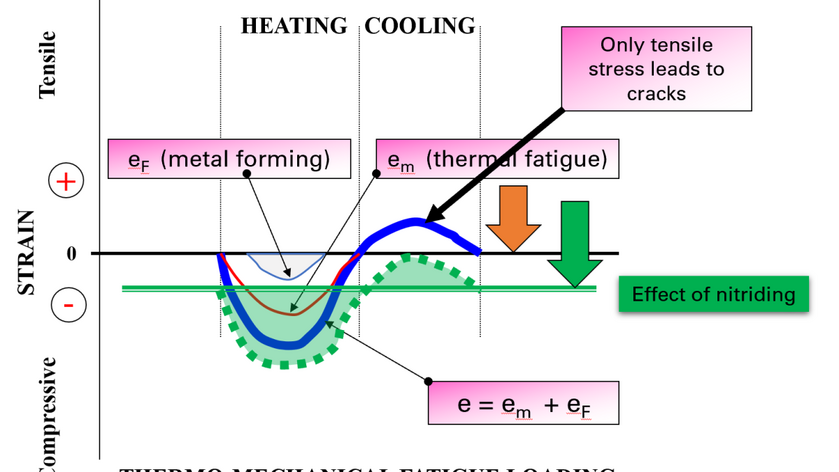
Pokud ale v povrchu oceli před nitridací je nulové nebo tahové napětí, pomocí nitridace se toto napětí transformuje na tlakové (Obr.č. 2), nebo se alespoň sníží podíl napětí tahového.
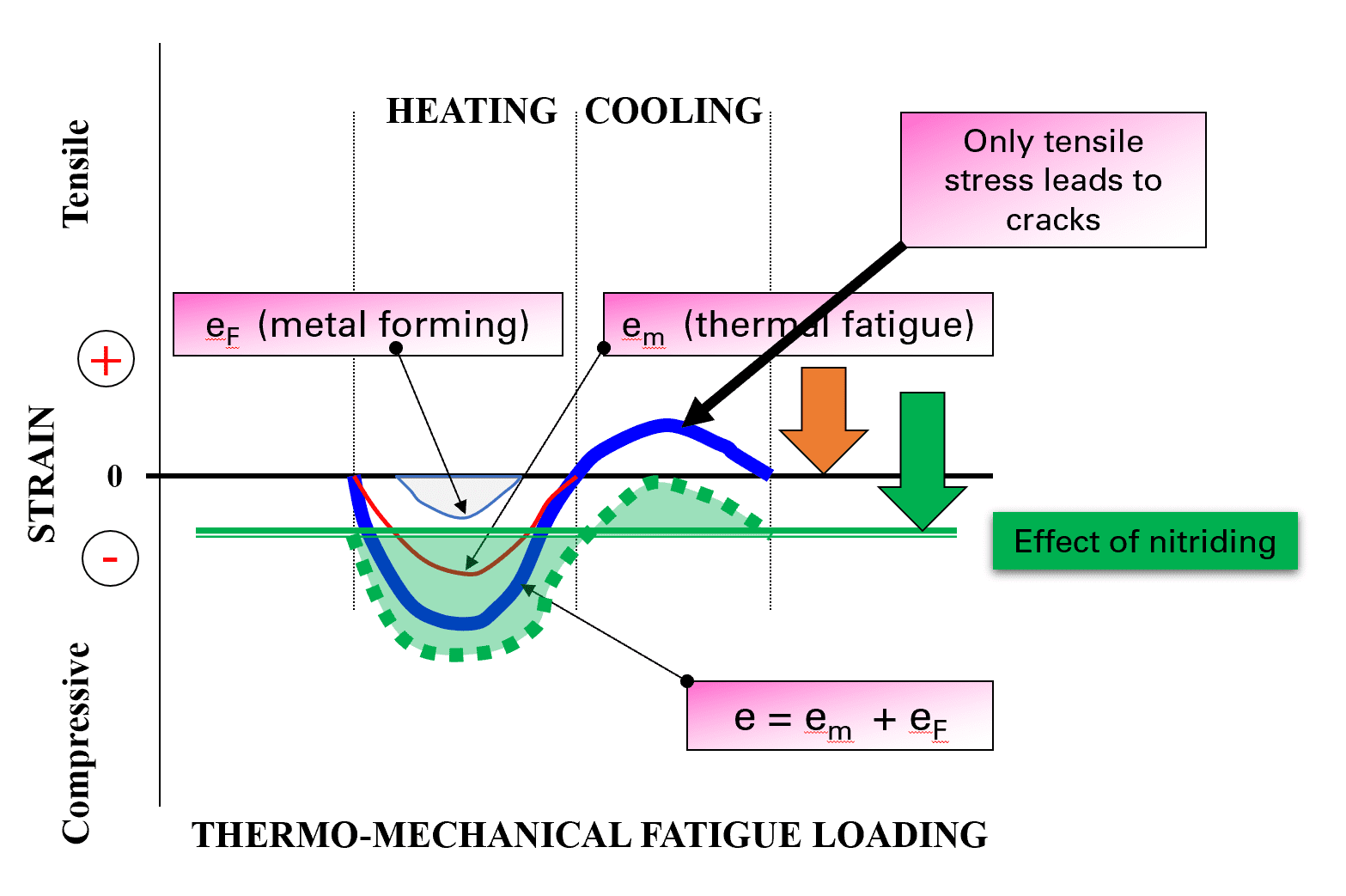
Obr.č. 2 – Průběh napětí v povrchu při tlakovém lití a vliv nitridace
Úvodní žíhání na snížení pnutí z tepelné únavy se musí provést již po prvním vzorkování. Pokud máme předepsanou nitridaci, pak její zařazení je obvyklé rovněž až po vzorkování nebo po testování nástroje. Důvodem je to, že v případě nutné korekce tvaru nitridační vrstva může být kompletně odstraněna broušením nebo leštěním, anebo naopak, pokud je potřeba přidat materiál např. navařováním, přítomnost dusíku v materiálu může způsobovat problémy s bublinami N2 v návaru.
V dalším průběhu života formy pak již následují opakované procesy žíhání nebo nitridace, v závislosti na počtu vyrobených kusů nebo zpracovaných kg.
V případě tvarových dílů bez nitridace, procesy relaxačního žíhání mají nezastupitelnou roli při snižování akumulovaného napětí z tepelné únavy v povrchu.
V případě nitridovaných nástrojů nebo jejich částí, důvodem pro opakovanou nitridaci je to, že po určitém počtu cyklů je nutno nástroj vyčistit od zbytků taveniny, přeleštit, odstranit z něj povrch s trhlinami, nebo opravit jeho rozměry tak, aby byl uveden do původního stavu. Současně je ale nutno jej opravit i po stránce strukturní, tedy obnovit nitridační vrstvu. Ta může být výrazně narušena právě opravou nástroje, anebo užíváním nástroje, kdy působením vysokých provozních teplot, přibližně odpovídajících teplotě nitridace, nitridační vrstva kontinuálně snižuje tvrdost tak, jak dusík difunduje dovnitř matrice, a toto snížení tvrdosti znamená i snížení odolnosti proti abrazi.
Protože jak nástroje pro extruzi, tak i pro tlakové lití se vyrábí z klasických ocelí pro práci za tepla, jako je H11, H13, 1.2367, QRO90 atd., procesy nitridace nebo opakované nitridace budou navzájem kompatibilní pro obě aplikace.
U forem pro tlakové lití bude mít ale proces re-nitridace i další, sekundární dopad. Opakovaná nitridace totiž nejenom splní roli obnovy tvrdosti na povrchu, ale i stejně významnou roli bude mít při uvolňování napětí z tepelné únavy v nástroji. Je to tedy proces, který nejenom obnoví stav tvrdosti na povrchu, ale současně pozitivně působí na prodloužení životnosti nástroje.
Pokud si uvedené činnosti promítneme do reálného procesního toku, dostaneme se k následující tabulce č. 1.
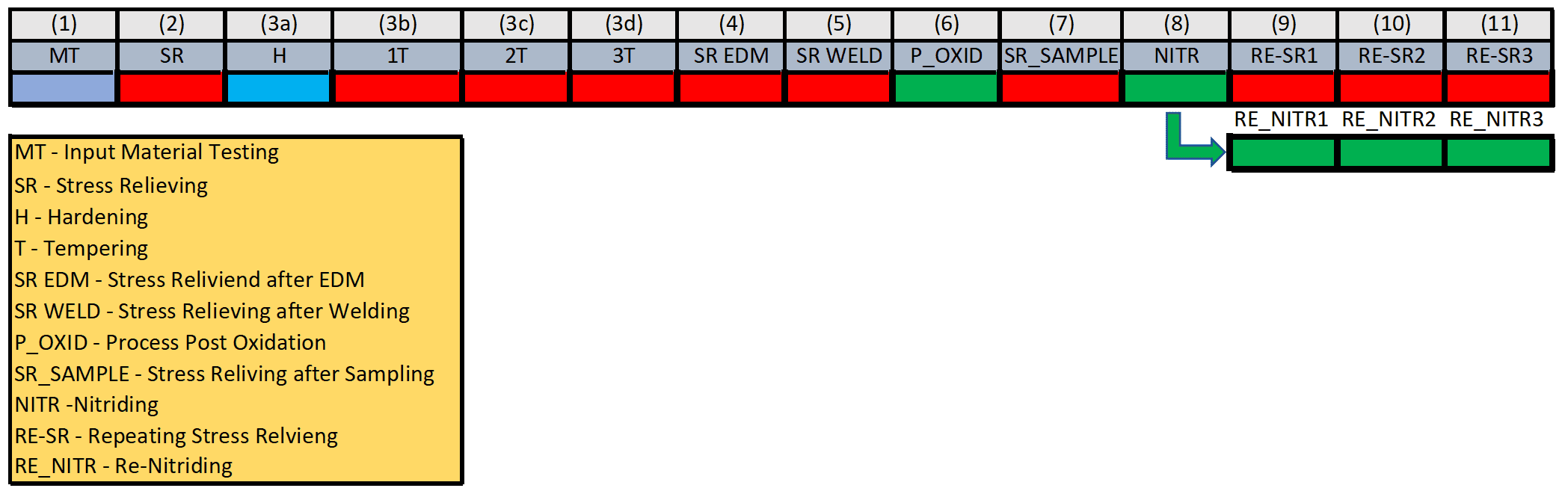
Tab.č. 1 – Seznam všech procesů tepelné úpravy na nástroji pro tlakové lití
Materiál nástroje pro formy na tlakové lití by měl projít za dobu své životnosti procesem tepelné úpravy 11x. Z toho pouze kroky (1) a (3a) vyžadují vysokoteplotní zařízení na kalení, u bodu (1) s kalením do oleje, u bod (3a) s kalením v proudu dusíku. V ostatních případech se jedná o nízkoteplotní procesy žíhání nebo popouštění do 700 °C, nebo o nitridaci s teplotami od 450 do 550 °C. Pokud toto převedeme do čísel, v případě dílů bez nitridace 71% tepelných operací je provedeno v popouštěcí peci, buď vakuové nebo s ochrannou atmosférou. V případě dílů s nitridací je to pak pouze 59%, snížení je ale na úkor nitridace, jejíž podíl roste na 24% procesního času.
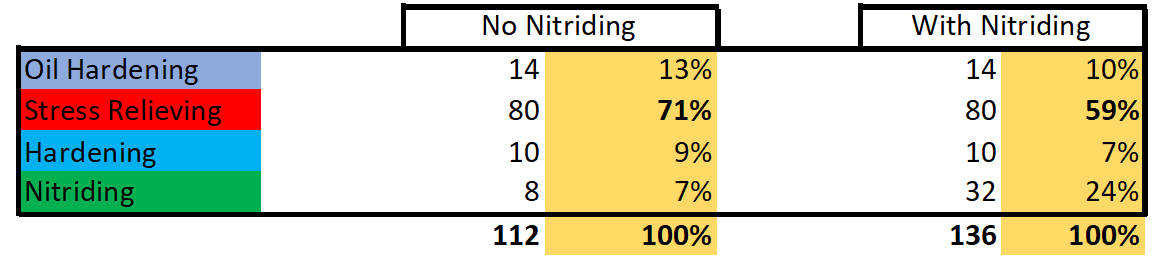
Tab.č. 2 – Časový podíl jednotlivých tepelných procesů na výrobě nástroje
Aby tedy kalírna mohla dobře sloužit pro výrobu nástrojů na tlakové lití, musí mít především dostatečné kapacity na popouštění a různé operace žíhání, a to bud´ ve vakuu nebo pod ochrannou atmosférou. Použití zařízení se žíháním na vzduchu, pokud mohu doporučit, je nutno zcela vyloučit. Všechny procesy jak žíhání, tak i popouštění probíhají za tak vysokých teplot, že difuzi kyslíku ze vzduchu je nutno brát jako negativní faktor, zhoršující mechanické vlastnosti materiálu. Pokud potřebujeme v některých případech povrchovou oxidaci pro zlepšení záběhu formy, pak je nutno použít oxidaci řízenou, ovlivňující difuzi kyslíku pouze v té části povrchu, která je potřebná pro funkci nástroje.
Z uvedeného procesního diagramu vyplývá, že pokud není poměr mezi kalícími pecemi a pecemi pro popouštění nebo žíhání minimálně 1: (2-3), pak kalírna nemůže kapacitně stačit reagovat na požadavky zákazníka. Tyto kapacity musí pak zajistit tlaková slévárna anebo jiný dodavatel tepelného zpracování.
V dnešní době energetické krize životnost nástroje bude muset hrát určující roli, a proto tyto operace, které tuto životnost zajistí, budou trvale narůstat. To je potřeba brát v úvahu při zvažování dalších investic. Praxe mne naučila, že dobrá kalírna se pozná na první pohled podle počtu a typu popouštěcích pecí, ne podle počtu pecí kalících. Stačí prostě otevřít dveře a vejít dovnitř ….
[1]: User´s guide for Relieving stresses in Die Casting Dies, Jerald V. Skoff, Badger Metal Tech, Inc. & William A. Butler, Bloomington, Indiana, April 2007 and
[2] Nitrex webinar -The Impact of Nitriding on Die Life, Performance and Cost Control, Jack Kalucki, 2020
29.října 2021
Jirka Stanislav


