Horolezectví a metalurgie – jde to dohromady?

Ti, co mě znají, vědí že se už více jak 45 let se věnuji lezení po skalách. Začalo to již v roce 1979, kdy jsem začal pracovat jaké šéf jedné z největších nástrojáren té doby v Liberci. A zde jsem potkal partu, která mě přitáhla k horolezectví. A protože v té době byla nouze o dobrý horolezecký materiál, byl na mě vyvíjen tlak, abych taky přispěl. Vrtáky do písku i do žuly, ledovcové skoby, slaňovací osmy apod. Něco jsem vyrobil, než jsem pochopil, že si koleduji o velký průšvih. Co když to někomu praskne, zlomí se to, a on se zabije. Tak jsem toho zavčas nechal, tohle je práce pro profesionály.
Je to pár dnů, kdy se objevil problém s jistícími kruhy, které dával Karel Bělina. To je člověk, který propadnul životu ve skalách, nicméně vše ostatní bylo mimo něj. Kolem roku 2012 začal používat kruhy, které mu někdo amatérsky vyrobil. Výsledek je na obrázku. Kruh byl v cestě „Akkupressur“ (XIIa) na Riesenechse v Sasku, Brandgebiet. Prvolezec se jej chytil, a kruh mu upadnul. Naštěstí kruh pod ním ho chytil a nezabil se.


Když jsem si přečetl analýzu porušení, kterou dělali experti v Sasku, málem jsem omdlel. Normálně je dřík i s okem ručně kovaný produkt. Do otvoru se pak vloží samotný kroužek z kulatiny, který se svaří. Normovaný kruh dle českého horolezeckého svazu vypadá takto. Jedná se o výkovek z oceli 11523 (1.0553) z nelegované oceli s 0,2 % uhlíku, se zaručenou svařitelností.
![]()



(1) Kovářské fotky převzaty z https://stara.emontana.cz/piskovcovy-kruh-lubos-martinek/
Kruh, který prasknul byl ale ze zcela jiného materiálu. Samotný dřík byl austenitické nerezové oceli 1.4305.

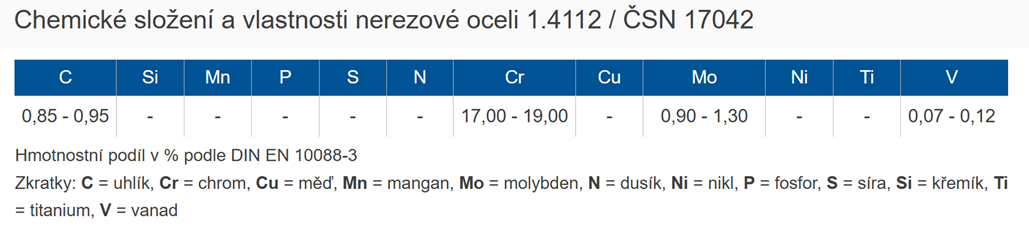
K dříku bylo přivařeno oko z materiálu 1.4112. to je martenzitická nerezová ocel s 0,9% uhlíku, a s vysokou kalitelností. Tato ocel, vzhledem k vysokému obsahu uhlíku, má velmi špatnou svařitelnost.
Výsledný rozbor je na tomto obrázku. Materiál 1.4305 vykazuje velmi nízkou tvrdost, kolem 190 HV10. V ovlivněné HAZ zóně je ale tvrdost nad 600 HV10. Tento rozdíl tvrdosti vede k vysokému napětí v HAZ zóně, snižující houževnatost spoje. Průvodním jevem je pak nízká nízko cyklická únavová pevnost a korozní praskání.


Z prvního obrázku je vidět, že lomová plocha je orientovaná ve směru zatížení, kolmo na osu dříku kruhu, a má charakter střihu. Při překročení meze pevnosti ve střihu dojde k porušení materiálu. Jak jsem ale pochopil z popisu nehody, lezec se pouze kruhu chytil a ten s ním upadnul. To s ohledem na dimenzi materiálu by nebylo možné. Jenže to vypadá, že vlivem vysokých napětí ve svaru, neaplikovanému žíhání po svaření, díky postupnému rozpadu zbytkového austenitu se souběžným zvyšováním objemu, koroznímu působení, mezikrystalové koroze, se trhlina vyvíjela dlouho a postupně. To je representováno šedivou plochou, která je již evidentně zasažená korozí a stykem s atmosférou po delší dobu. Nakonec do doby nehody ten kruh tam byl 12 let.
K finálnímu poškození došlo tedy díky statickému přetížení křehkého materiálu od zatížení horolezcem, které skončilo křehkým, transkrystalickým lomem v HAZ zóně na straně martenzitického oceli 1.4112. Známky tvárného lomu, nejsou z obrázku vidět. O únavovém poškození lze mít pochybnosti, protože se jedná o cestu klasifikace XIIa, asi to moc lezené tedy nebylo.

Svařování austenitické (např. řada 300) a martenzitické (např. řada 400) nerezové oceli je náročný proces spojování odlišných kovů. Hlavní riziko zahrnuje tvorba křehké, tvrdé martenzitické struktury v tepelně ovlivněné zóně (HAZ) na straně martenzitické oceli s vysokým obsahem uhlíku. V kombinaci s možnou difuzí vodíku ze svařovacího procesu (vlhkost, mastnota nebo nevhodný ochranný plyn) martenzit s vysokou tvrdostí praská. Musí být použit tedy svařovací proces, který omezí tvorbu vodíku, TIG s minimálním možným tepelným ovlivněním, a musí být zařazeno žíhání celého svařence tak, aby se eliminovala napětí v HAZ zóně.
Jenže tahle kombinace materiálů je pro výsledek prakticky vždy smrtelná.
Navařená část s dírou – 1.4112 (AISI 440B): Jedná se o martenzitickou nerezovou ocel s vysokým obsahem uhlíku. Je určena primárně na výrobu nožů, ložisek a nástrojů. Je velmi tvrdá, ale tím pádem křehčí a má mnohem nižší korozní odolnost než běžné stavební nerezi. Svařit vysokouhlíkovou martenzitickou ocel (1.4112) k automatové sírou dopované austenitické oceli (1.4305) je z hlediska metalurgie téměř zaručený recept na vznik mikrotrhlin již při samotné výrobě, a k tomu v tepelně ovlivněné zóně svaru došlo k masivnímu snížení jakékoliv houževnatosti.
Dřík – 1.4305 (AISI 303 – tzv. automatová nerez): Tento materiál zásadně nepatří do venkovního prostředí a nesmí se používat pro nosné či bezpečnostní prvky. Jde o ocel určenou pro snadné obrábění na soustruzích – obsahuje záměrně přimíchanou síru, aby tvořila krátkou třísku. Přítomnost síry však drasticky snižuje korozní odolnost materiálu a činí jej extrémně náchylným k bodové (pitting) korozi a následnému koroznímu praskání. A aby toho nebylo málo, pro tuto ocel platí naprostý zákaz svařování (právě kvůli síře vznikají trhliny za horka).
Otázkou je, jestli by pomohlo nějaký typ žíhání po navaření. U 1.4112 žíhání na vysoké teploty, typické pro žíhání na odstranění napětí je nemožné, protože dojde k celkové devastaci vnitřní struktury. Díky intenzivní precipitaci karbidů struktura materiál bude křehčí, méně houževnatý a může vytvořit karbidické pásmo v HAZ zóně, které je ideálním místem pro iniciaci lomu.
U 1.4305 naopak dojde k precipitaci karbidů (Cr23C6) na hranicích zrn při teplotách cca 450–850 °C. Tyto karbidy místně ochudí matrici o chrom, ocel bude mít ale větší náchylnost k mezikrystalické korozi. Navíc se jedná o automatovou ocel, kde je velký obsah síry, která nám rovněž moc nepomůže. Síra tvoří MnS vměstky. Ty jsou křehké, korozně aktivní, iniciují trhliny při svařování a podporují lokální korozi.
Nelze tedy najít žádnou kombinaci teplot, který by vyhovovala oběma materiálům. Pokud by žíhací teploty vyhověly jedné části, zničí tu druhou a naopak. To, co je ale zásadní, z hlediska strojařských předpisů a norem o svařování nelze automatovou ocel 1.4305 svařovat vůbec. Tento produkt (jistící kruh) byl obrovskou procesní chybou, která se bohužel nedala zachránit žádným dodatečným postupem po svaření.
Karel Bělina byl horolezec, ne metalurg. Proto těžko mu to dávat za vinu. Vše dělal v dobré víře. Ten ale kdo ty jistící prostředky vyráběl byl úplný blázen a lajk. Podařilo se mu zkombinovat dohromady dva naprosto nekompatibilní materiály, které ve skutečnosti přináší obrovské riziko pro horolezce.


Jak jsem pochopil jak z vyjádření českého horolezeckého svazu https://www.horosvaz.cz/udrzba-skalnich-oblasti/upozorneni-na-potencialne-nebezpecne-kruhy/, tak i ze strany Saska https://bergsteigerbund.de/warnung-der-klettertechnischen-abteilung-kta-vor-gefaehrlichem-ringmaterial/, intenzivně se nyní hledají cesty, kam byly tyto jistící prostředky osazeny. Ty budou do povinné výměny jištění zakázány.
Je to poučný případ, kdy neznalost může znamenat smrtelné nebezpečí pro horolezce. A je to jen potvrzení mé historické opatrnosti. Dělej jen to, čemu rozumíš, a nedělej to, o čem nemáš ani ponětí. I proto jistící prostředky musí podléhat přísné kontrole jak návrhu, tak i provedení, a výsledek musí být testován v oprávněné materiálové zkušebně.
Jiří Stanislav
18. března 2026

{kind=link}