Rock climbing and metallurgy – do they go together?

Those who know me know that I have been rock climbing for more than 45 years. It started in 1979, when I started working as the head of one of the largest tool shop of that time in Liberec. And here I met a group that attracted me to rock climbing. And because there was a shortage of good climbing material at that time, pressure was put on me to contribute as well. Drills for sand and granite, glacier crampon, abseiling eights, etc. I made something before I understood that I was asking for a big problem. What if my product cracks on someone, breaks, and they kill themselves? So I left it early, this is a job for professionals.
It’s been a few days since there was a problem with the fixed rings that Karel Bělina was giving. This is a man who fell for life in the rocks, but everything else was beyond him. Around 2012, he started using rings that someone made for him in an amateur way. The result is in the picture. The fixed ring was in the way “Akkupressur” (XIIa) at the Riesenechse in Saxony, Brandgebiet. A climber climbing on his forehead grabbed the ring and it fell off him. Fortunately, the circle below him caught him and he did not kill himself.


When I read the failure analysis done by experts in Saxony, I almost fainted.. The body and eye are usually hand-forged products. The ring itself is then inserted into the hole and welded.
![]()



(1) Blacksmith photos taken from https://stara.emontana.cz/piskovcovy-kruh-lubos-martinek/
However, the fixed ring that broke was made of a completely different material. The stem itself was austenitic stainless steel 1.4305.

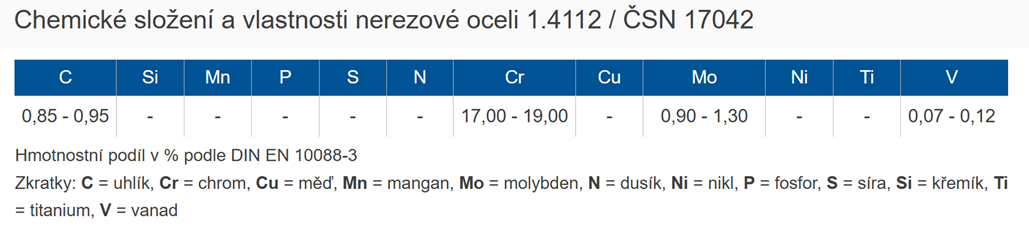
A part with a hole made of material 1.4112 was welded to the stem. It is a martensitic stainless steel with 0.9% carbon, and with high hardenability. This steel, due to its high carbon content, has very poor weldability.
The resulting analysis is shown in this picture. The material 1.4305 shows a typical very low hardness, around 190 HV10. However, in the affected HAZ zone, the hardness is above 600 HV10. This difference in hardness leads to high tension in the HAZ zone, reducing the toughness of the joint. The accompanying phenomenon is then low low-cyclic fatigue strength and corrosion cracking.


From the first picture it can be seen that the fracture surface is oriented in the direction of the load, perpendicular to the axis of the ring shaft, and has the character of shear. When the shear strength limit is exceeded, the material will break. However, as I understood from the description of the accident, the climber only grabbed the ring and it fell with him. This would not be possible considering the dimensions of the material. However, it seems that due to high stresses in the weld, unapplied annealing after welding, due to the gradual breakdown of residual austenite with a simultaneous increase in volume, corrosion, intergranular corrosion, the crack developed for a long time and gradually. This is represented by the gray area, which is already evidently affected by corrosion and contact with the atmosphere for a longer period of time. In the end, by the time of the accident, the ring had been there for 12 years.
The final damage was caused by static overloading of the brittle material from the climber’s load, which resulted in a brittle, transcrystalline fracture in the HAZ zone on the side of the martensitic steel 1.4112. Signs of ductile fracture are not visible in the picture. There can be doubts about fatigue damage, because this is a route classified XIIa, so it probably wasn’t climbed much.

Welding austenitic (e.g. 300 series) and martensitic (e.g. 400 series) stainless steel is a demanding process of joining different metals. The main risk involves the formation of a brittle, hard martensitic structure in the heat-affected zone (HAZ) on the high carbon side of the martensitic steel. In combination with the possible diffusion of hydrogen from the welding process (moisture, grease or unsuitable protective gas), martensite cracks with high hardness. Therefore, a welding process must be used that reduces the formation of hydrogen, TIG with minimal possible thermal influence, and annealing of the entire weldment must be included in order to eliminate stress in the HAZ zone.
Welded part – 1.4112 (AISI 440B): This is a martensitic stainless steel with a high carbon content. It is intended primarily for the production of knives, bearings and tools. It is very hard, but therefore more brittle and has much lower corrosion resistance than common construction stainless steels. From a metallurgical point of view, welding high-carbon martensitic steel (1.4112) to free-cutting sulfur-doped austenitic steel (1.4305) is almost a guaranteed recipe for the formation of microcracks during the production itself, and in addition, in the heat-affected zone of the weld there was a massive reduction in any toughness.
Shank – 1.4305 (AISI 303 – so-called free-cutting stainless steel): This material fundamentally does not belong in the outdoor environment and must not be used for load-bearing or safety elements. This is a steel intended for easy machining on lathes – it contains intentionally mixed sulfur to form a short chip. However, the presence of sulfur drastically reduces the corrosion resistance of the material and makes it extremely susceptible to pitting corrosion and subsequent corrosion cracking. And to make matters worse, there is a complete ban on welding this steel (it is precisely because of the sulfur that hot cracks occur).
But this combination of materials is almost always fatal to the result. The question is whether some type of annealing after welding would help.
In 1.4112, annealing at high temperatures, typical of stress relief annealing, is impossible because the internal structure will be completely destroyed. Due to the intensive precipitation of carbides, the material structure will be more brittle, less tough and may form a carbide band in the HAZ zone, which is an ideal place for fracture initiation.
In 1.4305, on the other hand, carbides (Cr23C6) will precipitate at grain boundaries at temperatures of approximately 450–850 °C. These carbides will locally deplete the matrix of chromium, but the steel will be more susceptible to intergranular corrosion. In addition, it is a free-cutting steel with a high sulfur content, which also does not help us much. Sulfur forms MnS inclusions. These are brittle, corrosive, initiate cracks during welding and promote local corrosion.
Therefore, no combination of temperatures can be found that would suit both materials. If the annealing temperatures were suitable for one part, they would destroy the other and vice versa. But what is crucial is that from the point of view of engineering regulations and welding standards, free-cutting steel 1.4305 cannot be welded at all. This product (the retaining ring) was a huge process error, which unfortunately could not be saved by any additional post-welding procedure.
Karel Bělina was a climber, not a metallurgist. That’s why it’s hard to blame him. He did everything in good faith. But the one who produced the fixed rings was a complete fool and a lik. He managed to combine together two completely incompatible materials, which in fact carry a huge risk for climbers.


As I understood from the statements of both the Czech Mountaineering Association https://www.horosvaz.cz/udrzba-skalnich-oblasti/upozorneni-na-potencialne-nebezpecne-kruhy/ and the Saxon https://bergsteigerbund.de/warnung-der-klettertechnischen-abteilung-kta-vor-gefaehrlichem-ringmaterial/, the ways where these fixed rings have been installed are now being intensively sought. These will be prohibited for climbing until the mandatory replacement of the belay.
It is an instructive case where ignorance can mean mortal danger for climbers. And this is just a confirmation of my historical caution. Only do what you understand, and don’t do what you have no idea about. That is why all climbers insurrance must be subject to strict control of both design and manufacturing, and the result must be tested in an authorized material testing laboratory.
Jiří Stanislav
March 26, 2026