ECM Nano
Není příliš mnoho nových inovativních řešení v tepelném zapracování. I přesto ale existují. Příkladem je systém NANO od ECM Technologies z Grenoblu.

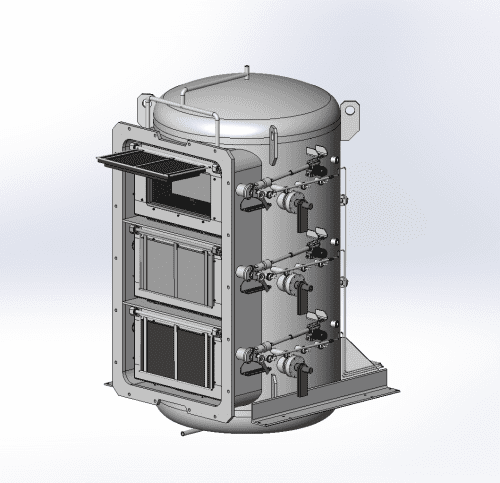
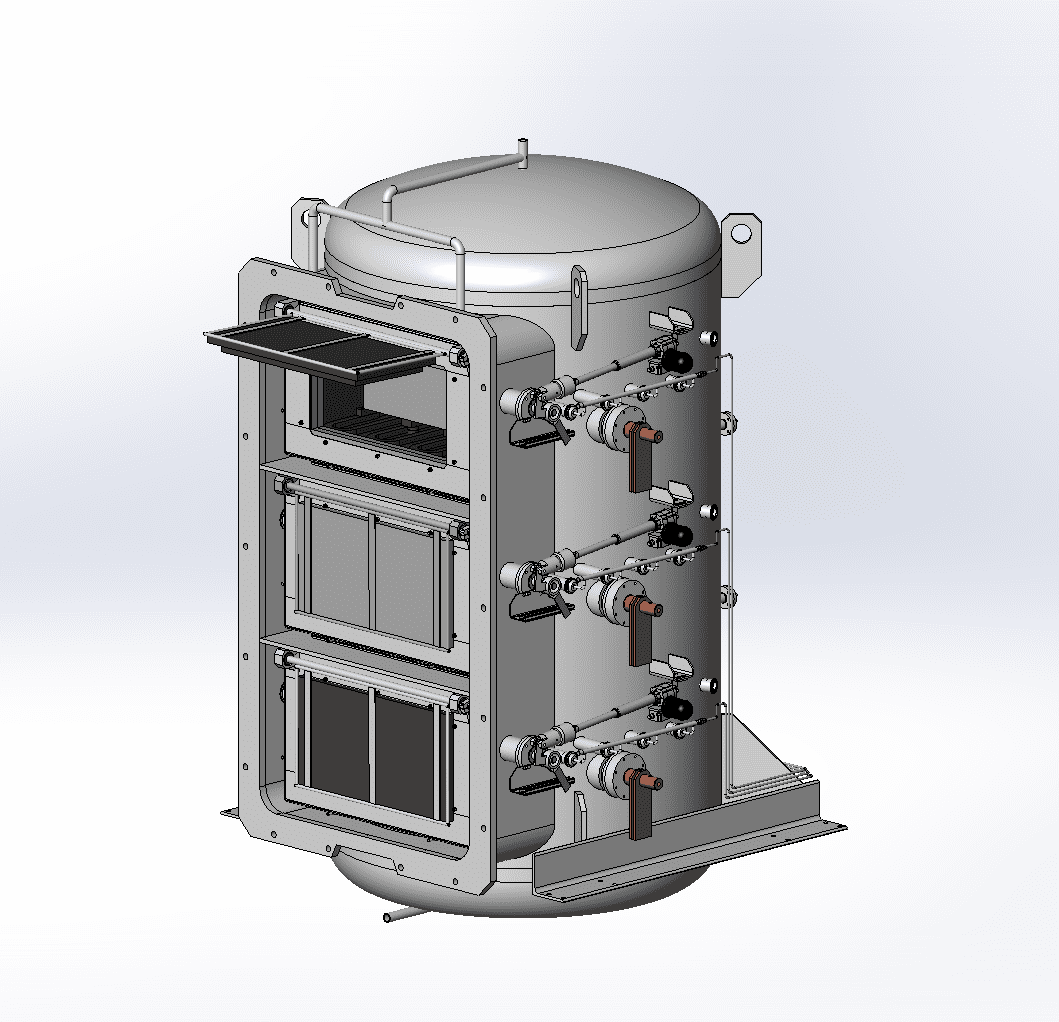
Obr.č. 1 – Boční pohled na systém NANO
Jedná se flexibilní zařízení, plně automatické, zpracovávající vsázky do 100 kg. I když zařízení má jednotnou koncepci, může být vybaveno variantně 3 až 6 topnými komorami, všechny s možností nízkotlaké cementace (LPC), s kalením v proudu plynu do 20 bar (N2) nebo do oleje, nebo v kombinaci s obojím.
Velikost pracovní zakládacího prostoru je šířka 600 mm, délka 500 mm a výška 250 mm. V základním provedení jsou tyto topné komory 3 o této výšce, existuje ale i varianta se 6ti komorami s výškou komor jen 150 mm.
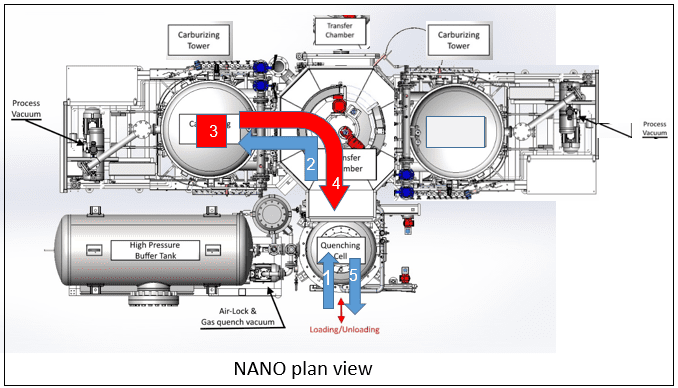
Obr.č. 2 – Pohled shora na linku se dvěma věžemi topných komor, kalení 20 bar v dusíku. Dusíkový boostr je součástí instalace a je umístěn na zařízení nahoře
Díky množství komor, implementované nízkotlaké cementaci, automatizaci a robotizaci je vidět, že při osazení zařízení 6ti komorami je výrobní takt pro CHD = 0,6 mm 10,5 min, pro CHD = 0,9 mm 13 min a pro CHD = 1,3 mm je to pak 18,33 min. Co si zatím představit? Za 1 hodinu provozu je zařízení schopnost zpracovat 570 Kg s CHD=0,6 mm, 460 kg s CHD 0,9 mm, a 327 kg s CHD = 1,3 mm. Pokud bychom v zařízení jen kalili, pak výrobnost bude minimálně 600 kg za hodinu.
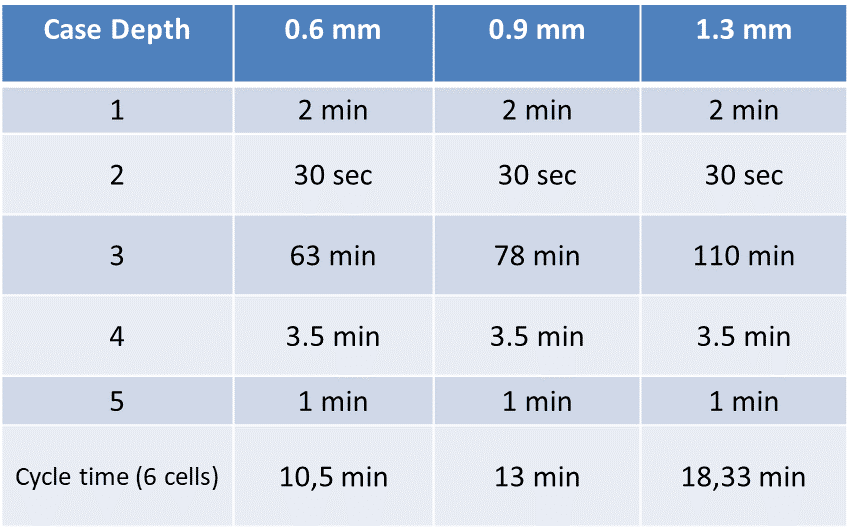
Obr.č. 3 – Příklad času cyklů pro různé hloubky cementace
Porovnáme-li to se zařízeními typu Ipsen, difuzní hloubka cementace s CHD = 1,3 mm s následným kalením nám bude trvat zhruba 7 hodin. Pro velikost M je to vsázka 500 kg, pro velikost L pak 1000 kg. Hodinová výkonnost je tedy u velikosti M 500/7 = 71,4 kg, u velikost L pak 1000/7 = 142 kg. Pohled na NANO se tím ale výrazně mění. Z Davida se stává Goliáš. NANO je téměř 2x výkonnější jak Ipsen velikosti L.
Při základní konfiguraci se 3 komorami pak výkonnost NANO odpovídá zhruba polovičním hodnotám, tedy se bude pohybovat kolem 300 kg/hodinu pro kalení, a pro CHD = 1,3 mm pak 160 kg/hod. To je hodnota srovnatelná s Ipsen velikost L.
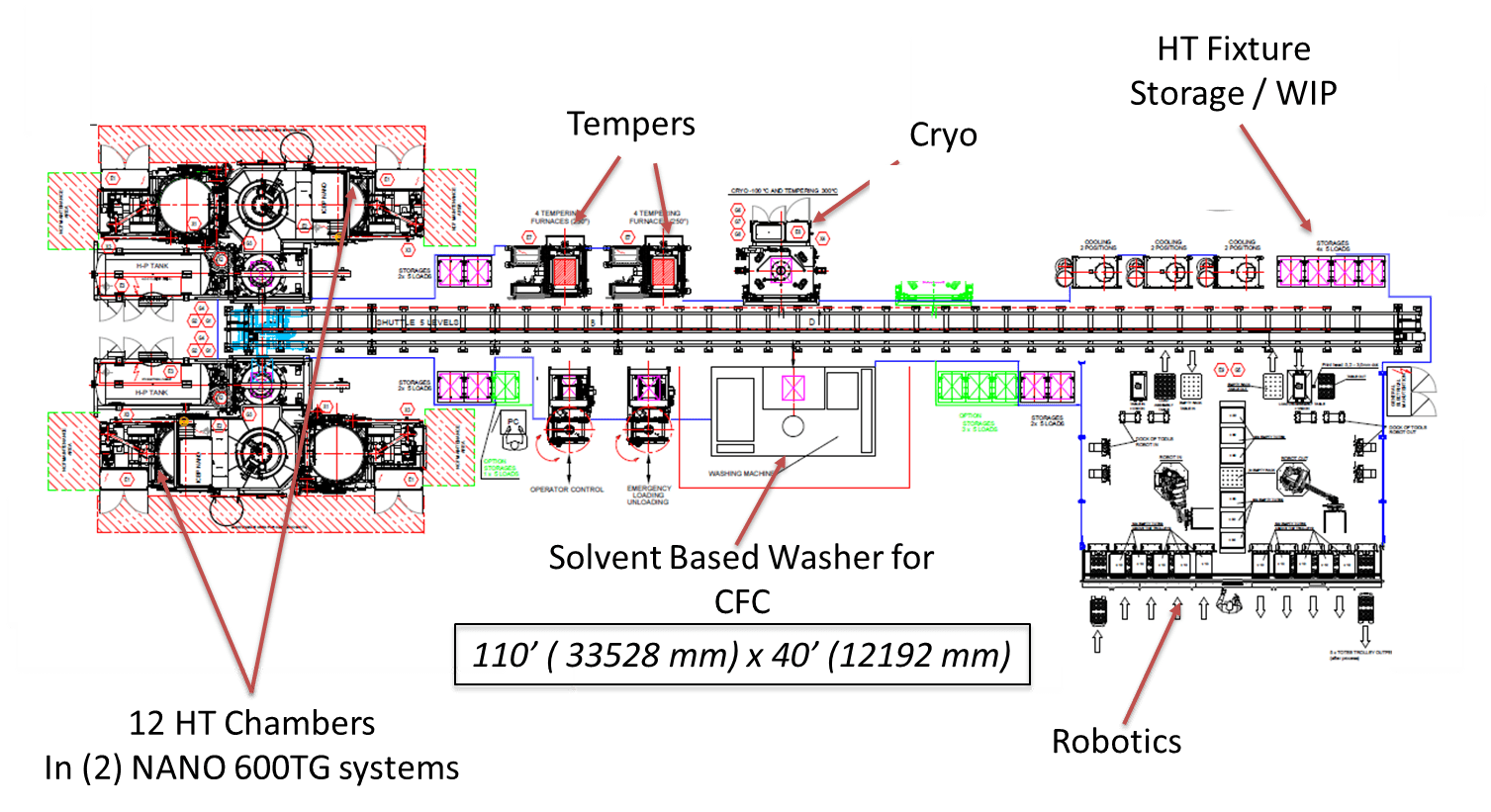
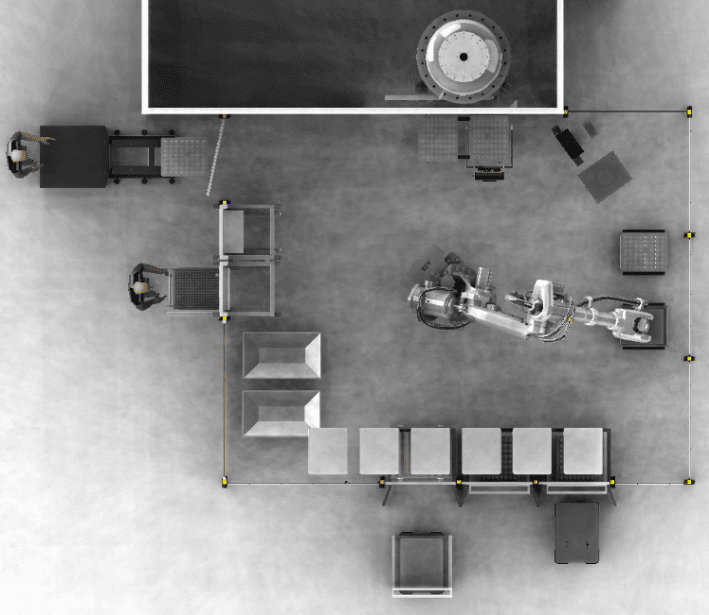
Obr.č. 4 – Příklad layoutu kompletně robotizované linky
Samotné zařízení NANO může být doplněno libovolným počtem dalších zařízení jako jsou pračky, žíhací a popouštěcí pece, cryo zařízením, nebo zařízením pro karbonitridaci. Co je rovněž důležité, nepotřebujeme žádnou šachtu. Celá sestava je na úrovni podlahy a může být umístěna do výrobní linky s obráběcími stroji.
A jaké jsou přínosy NANO?
- Vysoká reprodukovatelnost
- Nízká spotřeba elektrické energie s hodnotami pod 0,5 kWh/kg
- Vysoká flexibilita, každá vsázka může mít jiné parametry
- Nulové emise, tedy CO2 se blíží k nule
- Nízké deformace
Pokud linka bude stavěna pouze z jedné strany pojezdové dráhy, vejdeme se do 6 m šířky linky.
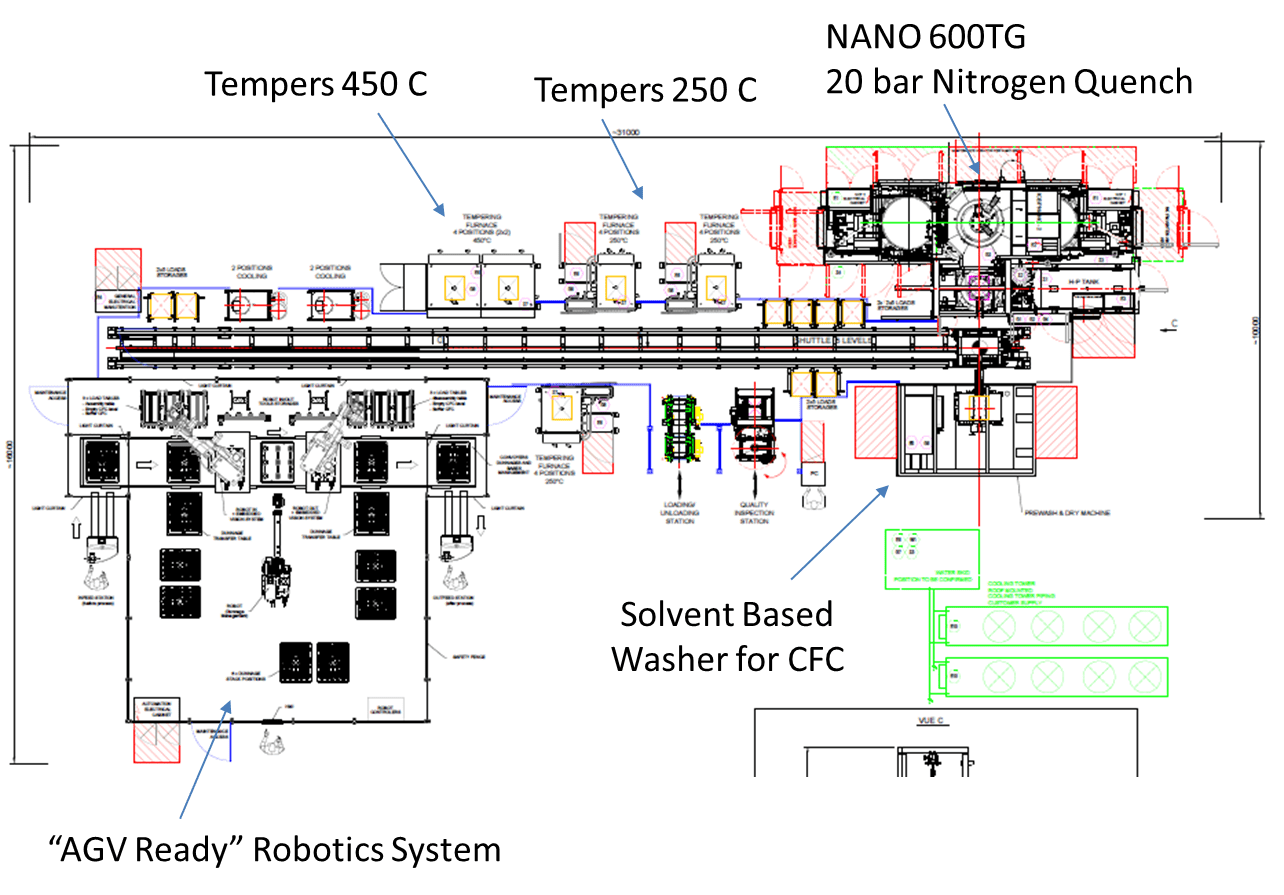
Obr.č. 5– Příklad layoutu kompletně robotizované linky
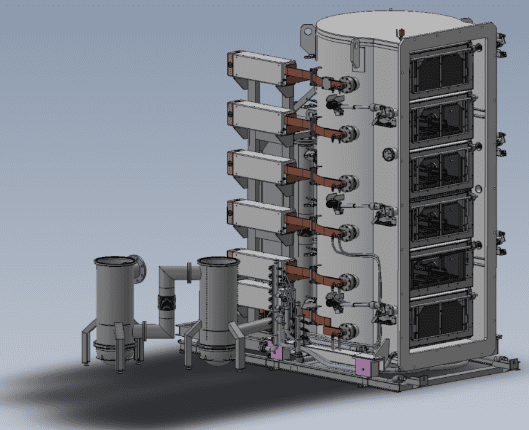
Vlastní topné komory jsou konstruovány tak, aby údržba k nim měla dobrý přístup. Celý modul topných komor je tedy pojízdný a údržba nebude mít žádný problém s opravami.
Obr.č. 6 – Konstrukce systému s přístupem pro údržbu
A pokud NANO porovnáme s ostatními technologiemi? Stále figuruje na prvním místě spolu se systéme ECM Flex.
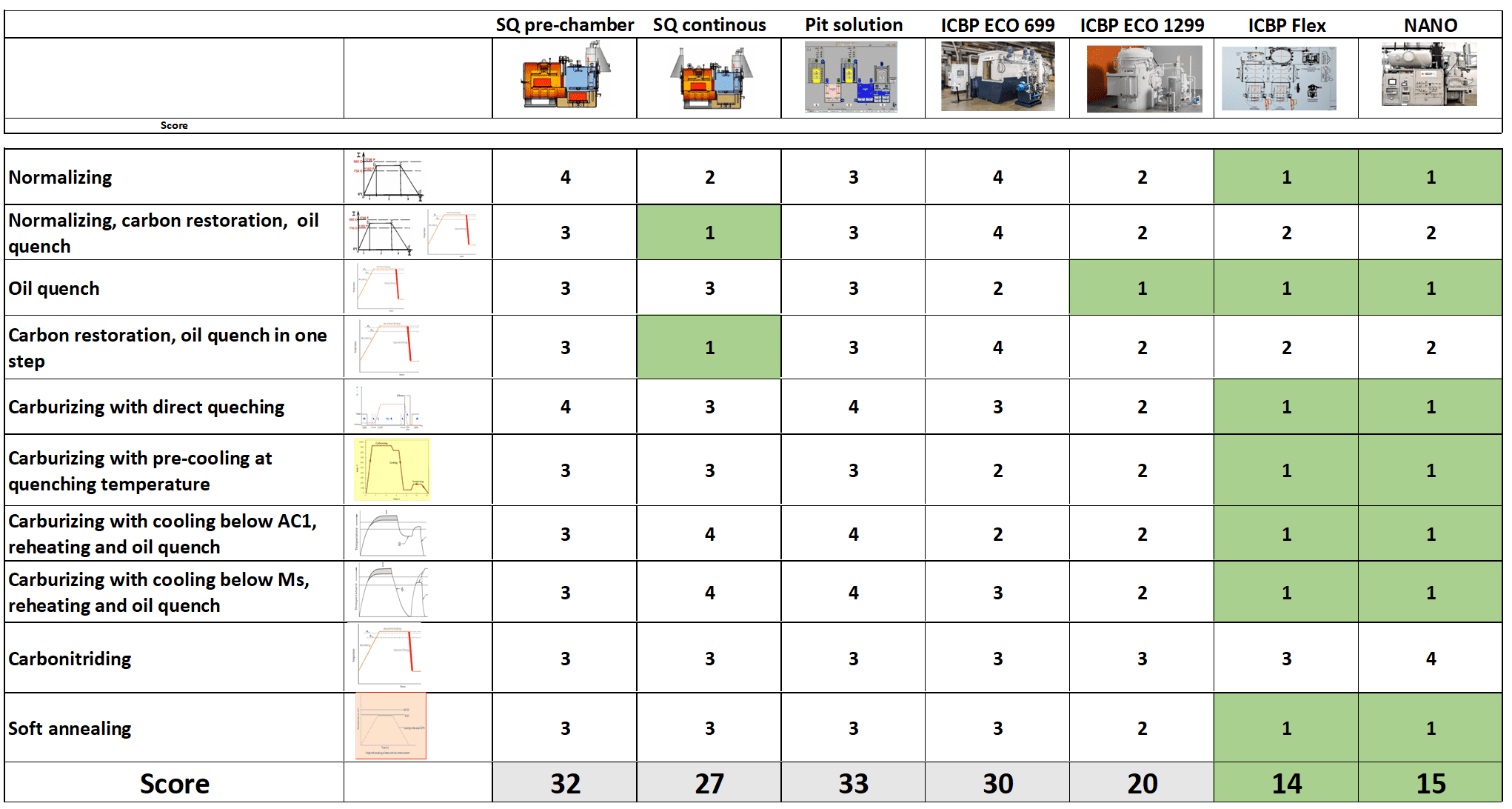
Obr.č. 7 – Hodnocení proveditelnosti jednotlivých procesů
Jediným omezujícím parametrem bude tedy výška topné komory. Ta nám určí sortiment pro zpracování a rovněž proveditelnost instalace NANO
Obr.č.8– Topná věž se 6 komorami á 150 mm, nebo se 3 komorami á 250 mm
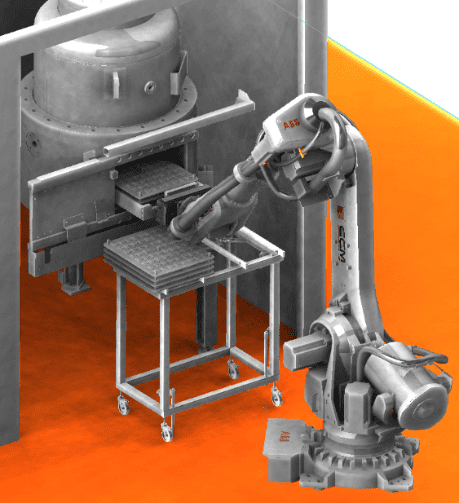
Obr.č.9 – Robotizace zakládání přes kalící komoru
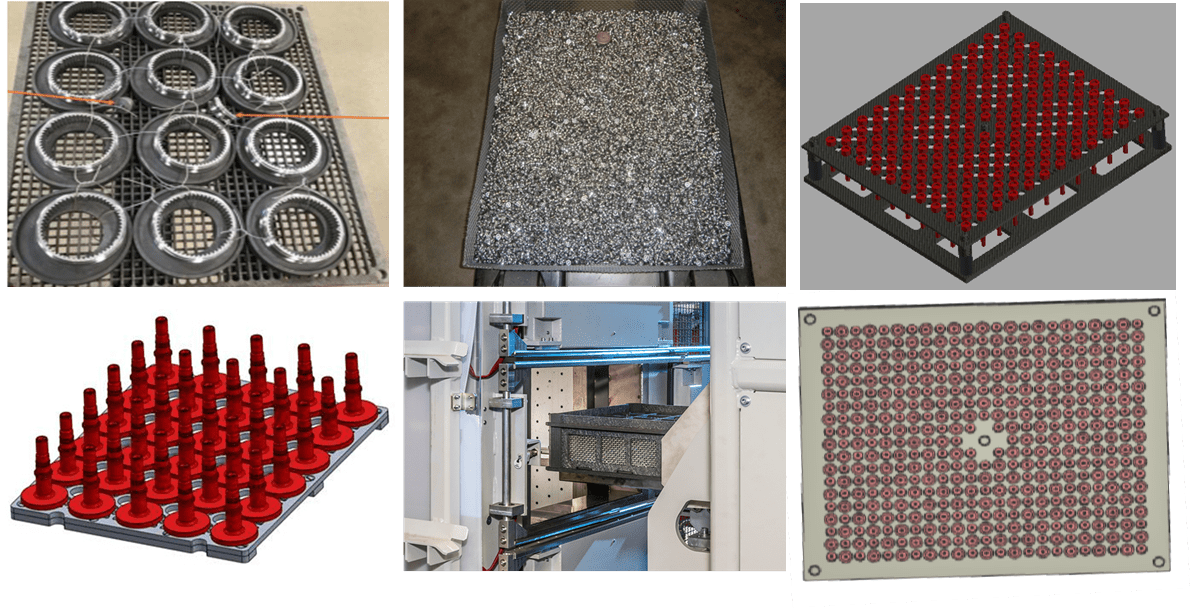
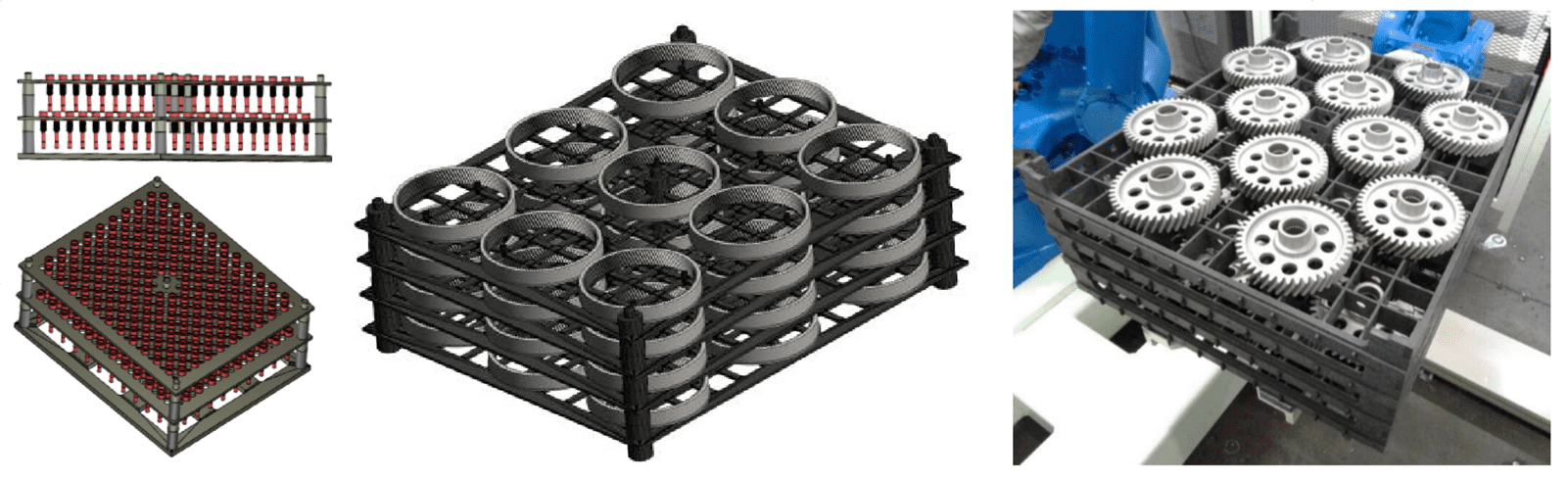
Obr.č.10 – Příklady jedno a víceúrovňového zakládání
Více si můžete přečíst zde:
Zaujalo vás to? Neváhejte mne kontaktovat. A pokud zařízení chcete vidět, nebo pokud chcete vzorkovat svoje součásti, vše lze domluvit a realizovat.
Jiří Stanislav
8. března 2024


