ECM Nano

There are not too many new innovative solutions in heat processing. Nevertheless, they exist. An example is the NANO system from ECM Technologies from Grenoble.

Fig. 1 – Side view of the NANO system
It is a flexible device, fully automatic, processing batches up to 100 kg. Although the device has a uniform concept, it can be equipped with 3 to 6 heating chambers as variants, all with the option of low-pressure carburizing (LPC), with quenching in gas flow up to 20 bar (N2) or in oil, or in combination with both.
The size of the working space is 600 mm wide, 500 mm lenght and 250 mm high. In the basic design, these heating chambers are 3 of this height, but there is also a variant with 6 chambers with a chamber height of only 150 mm.
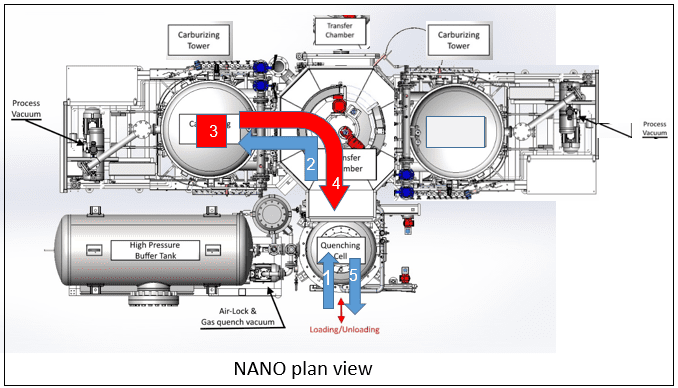
Fig. 2 – Top view of the line with two towers of heating chambers, quenching 20 bar in nitrogen. The nitrogen booster is part of the installation and is located on top of the device
Thanks to the number of chambers, implemented low-pressure carburizing, automation and robotization, it can be seen that when the device is equipped with 6 chambers, the production cycle for CHD = 0.6 mm is 10.5 min, for CHD = 0.9 mm 13 min and for CHD = 1.3 mm is then 18.33 min. What can you imagine so far? In 1 hour of operation, the device is capable of processing 570 Kg with CHD=0.6 mm, 460 kg with CHD 0.9 mm, and 327 kg with CHD = 1.3 mm. If we were only to make quenching in the oil or gas, then the productivity would be at least 600 kg per hour.
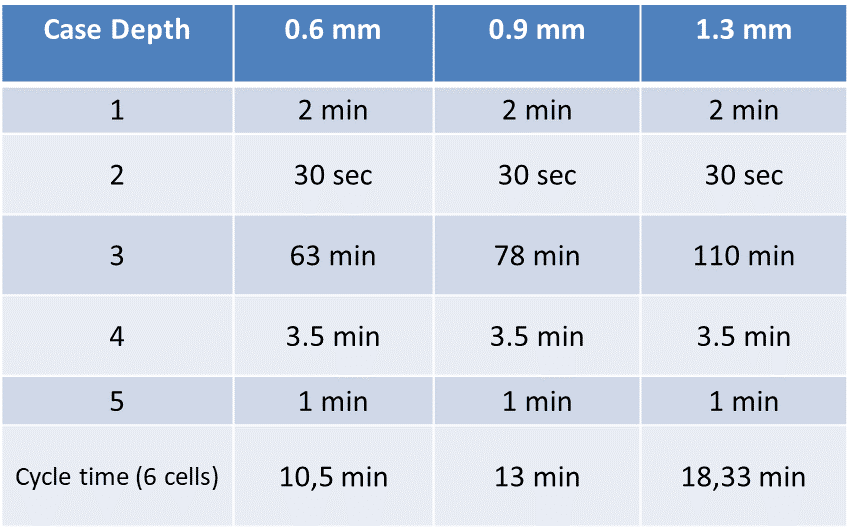
Fig. 3 – Example of cycle times for different CHD
If we compare it with Ipsen-type devices, the diffusion depth of carburizing with CHD = 1.3 mm with subsequent hardening will take us about 7 hours. For size M it is a batch of 500 kg, for size L it is 1000 kg. The hourly performance is therefore 500/7 = 71.4 kg for size M, and 1000/7 = 142 kg for size L. However, the view of NANO changes significantly. David becomes Goliath. NANO is almost twice as powerful as Ipsen size L.
In the basic configuration with 3 chambers, the performance of NANO corresponds to roughly half the values, i.e. it will be around 300 kg/hour for hardening, and for CHD = 1.3 mm then 160 kg/hour. This is a value comparable to the Ipsen size L.
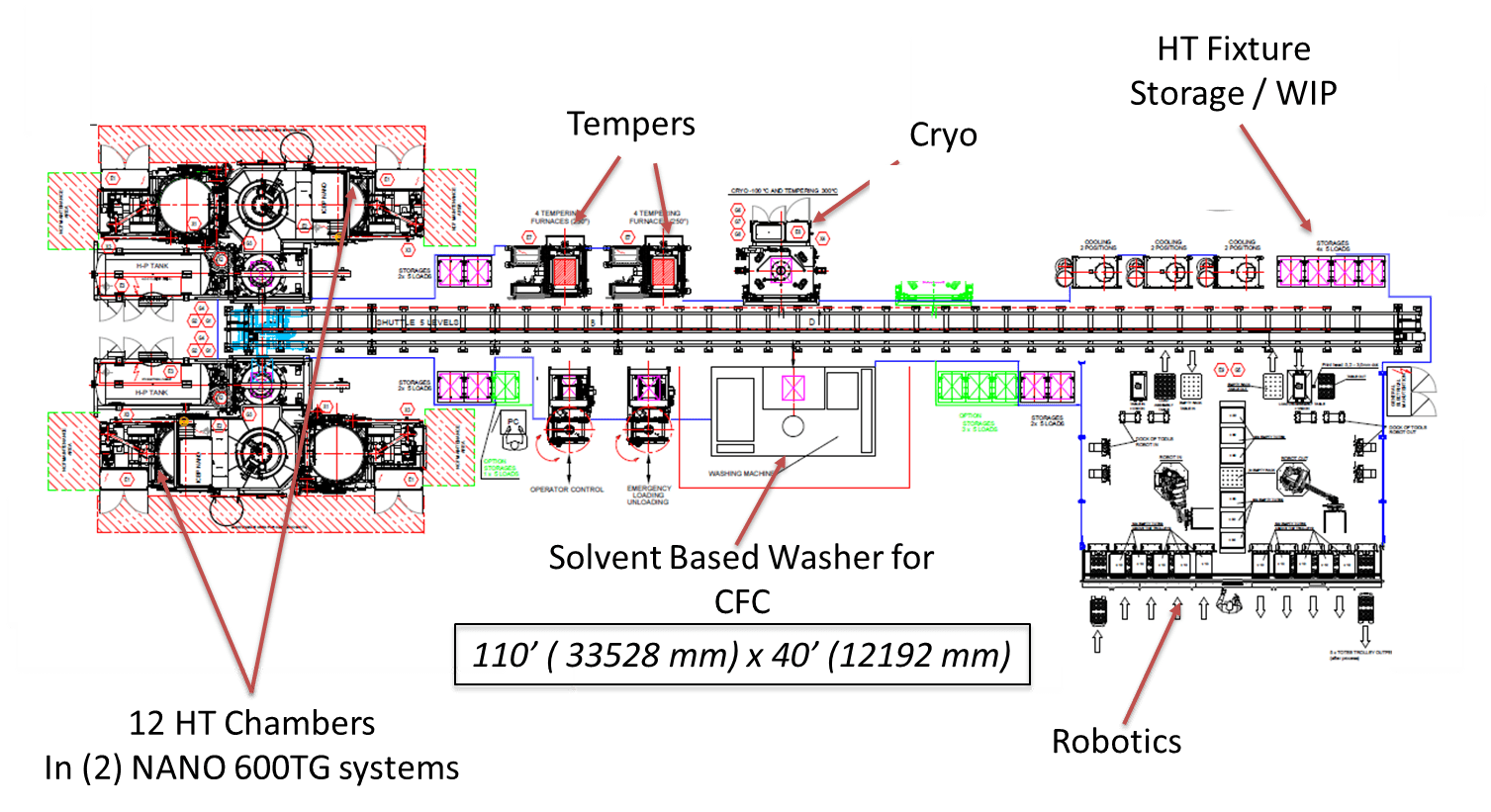
Fig. 4 – Example layout of a completely robotic line
The NANO device itself can be supplemented with any number of other devices such as washing machines, annealing and tempering furnaces, cryo equipment, or equipment for carbonitriding. Also important, we don’t need any shaft. The entire assembly is at floor level and can be placed in a production line with machine tools.
And what are the benefits of NANO?
- High reproducibility
- Low electricity consumption with values below 0.5 kWh/kg
- High flexibility, each bet can have different parameters
- Zero emissions, i.e. CO2 is close to zero
- Low distortions
If the line will be built from only one side of the carriageway, we will fit into the 6m width of the line.
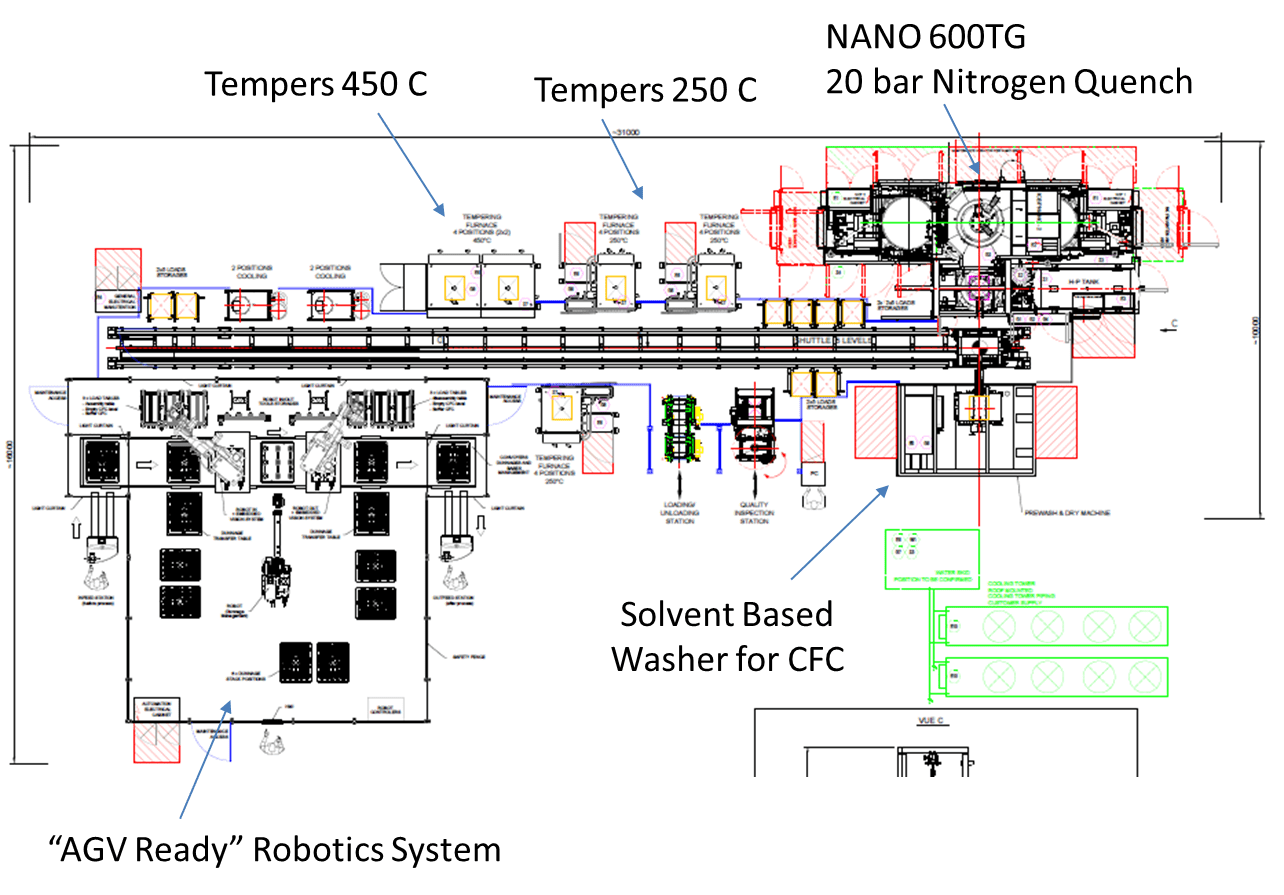
Fig. 5 – The production line with only one NANO furnace
The heating chambers themselves are designed so that maintenance has good access to them. The entire module of the heating chambers is thus mobile, and maintenance will not have any problem with repairs.
Fig. 6 – System design with access for maintenance
And if we compare NANO with other technologies? It still ranks first together with the ECM Flex system.
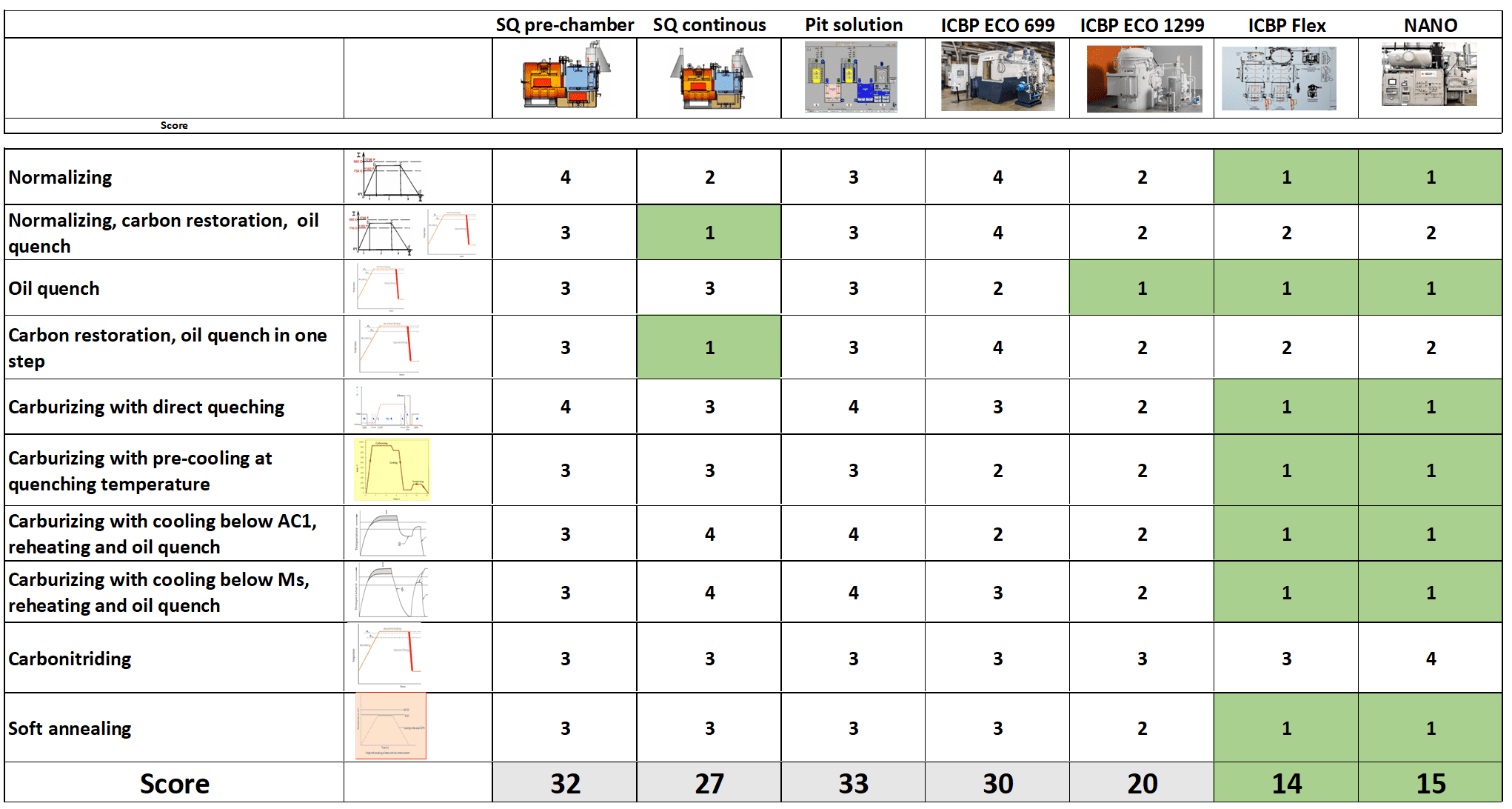
Fig. 7 – Evaluation of the feasibility of individual processes
The only limiting parameter will be the height of the heating chamber. This will determine the assortment for processing as well as the feasibility of installing NANO.
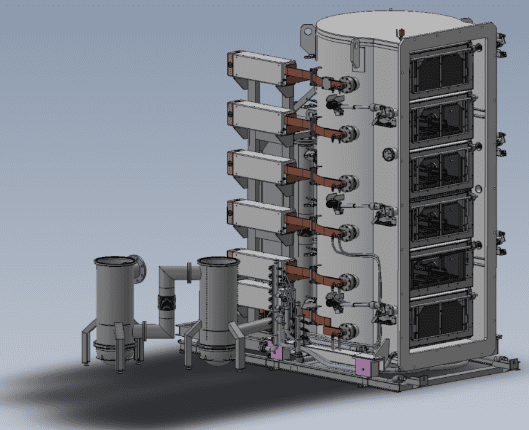
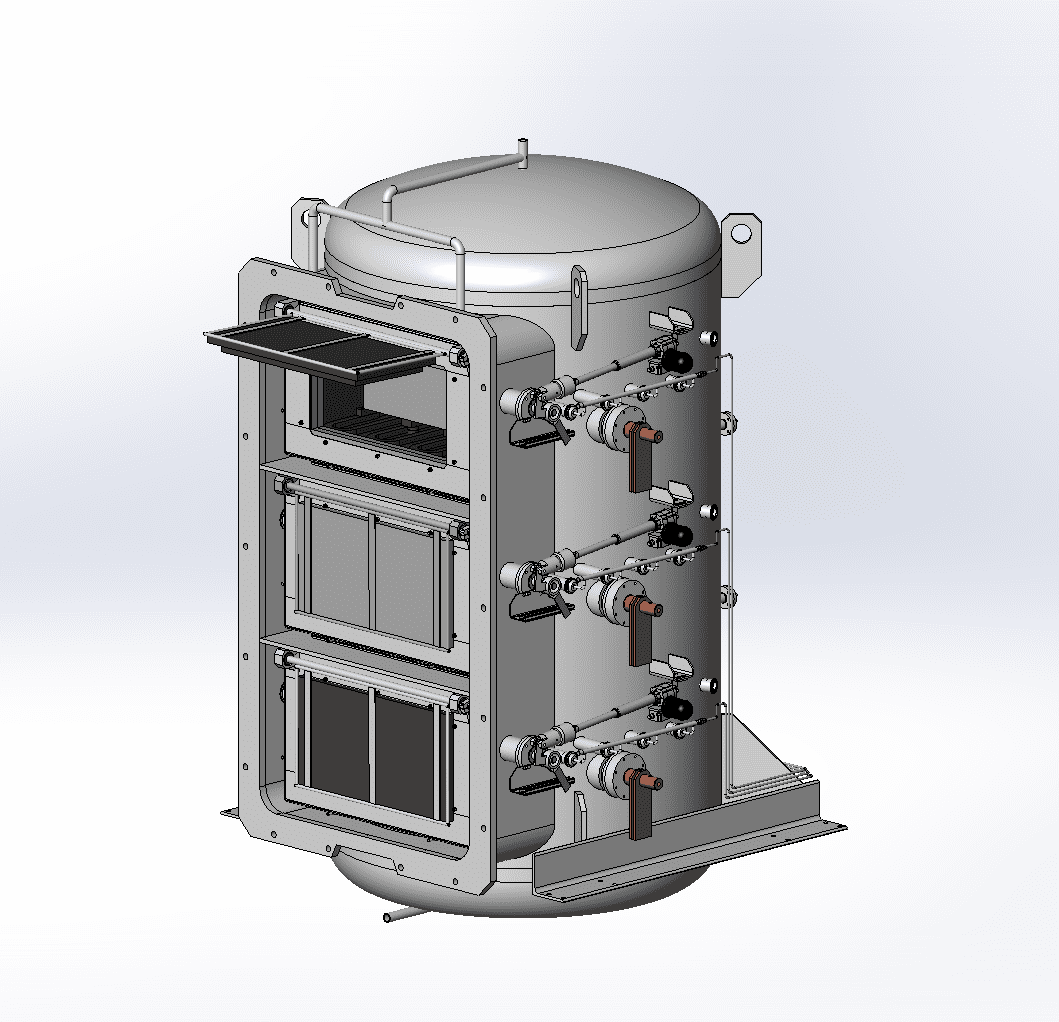
Fig.8 – Heating tower with 6 chambers á 150 mm, or with 3 chambers á 250 mm
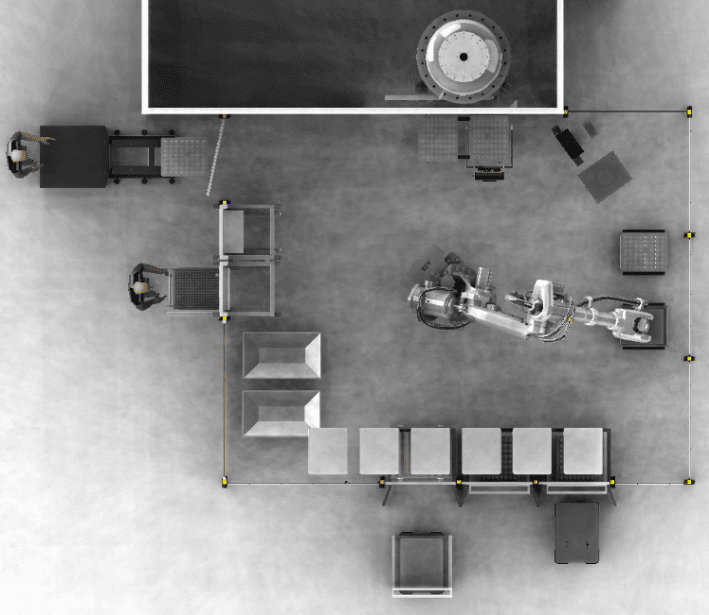
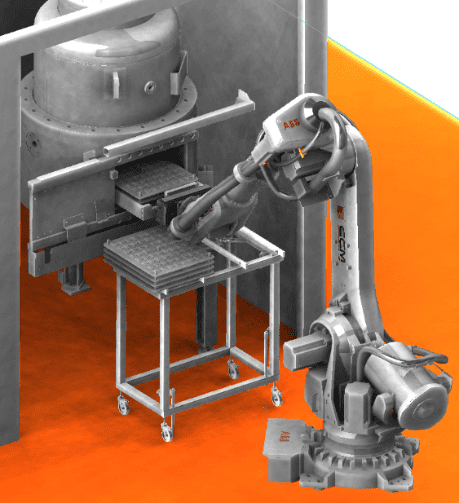
Fig.9 – Robotization of loading through the quenching chamber
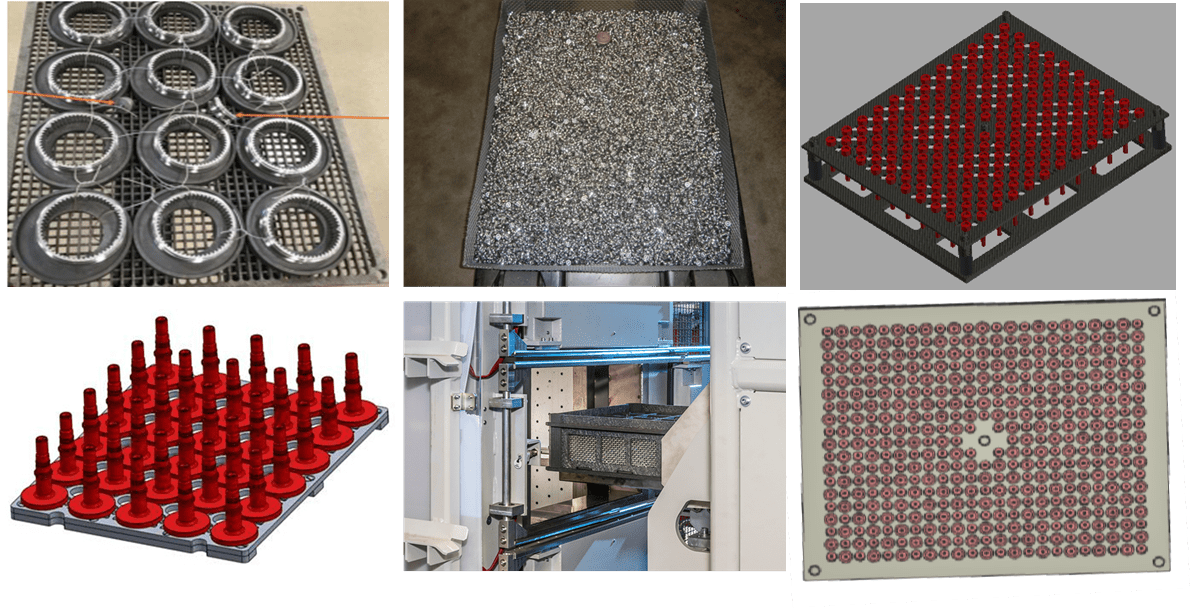
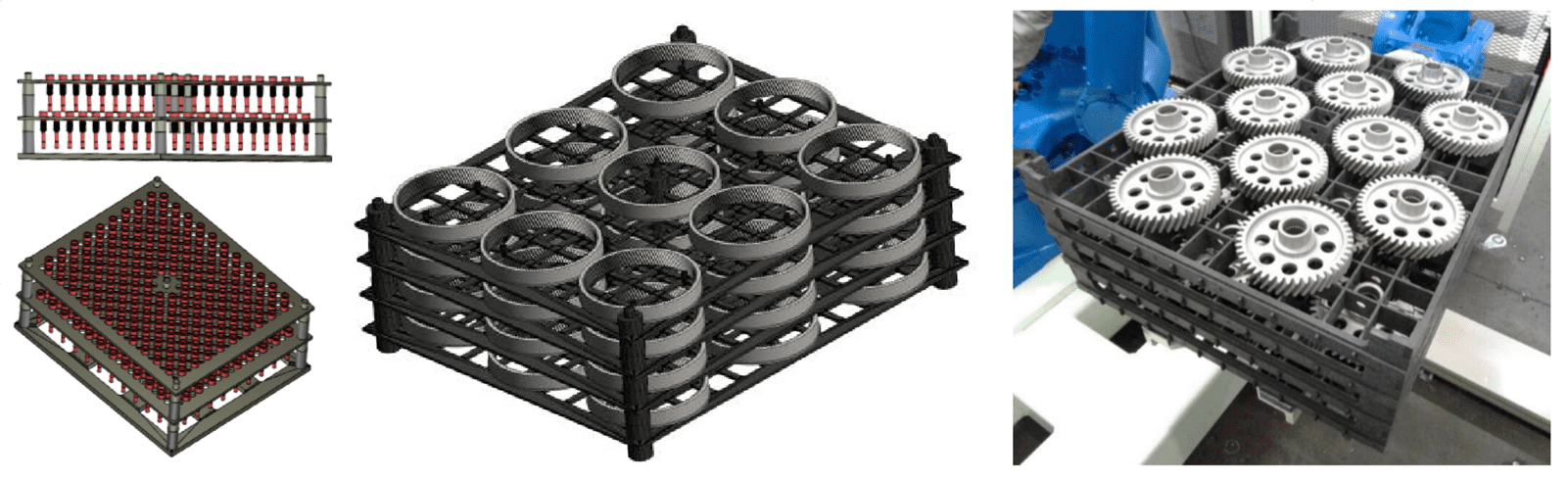
Fig.10 – Examples of single and multi-level batches
You can read more here:
Did it interest you? Do not hesitate to contact me. And if you want to see the device or if you want to sample your components, everything can be arranged and implemented.
Jiří Stanislav
March 8, 2024


