High-temperature oil 250 C in vacuum: Is this the way to bainite without a salt bath?

The world is still full of innovations. ECM has started to supply vacuum furnaces with oil quenching up to 250 C. There are two variants: ECO 1299 and multi-chamber Flex. This is a unique solution, when we are already moving on the border of bainitic quenching. What are the advantages?
This type of quenching is currently carried out in salt, usually AS140. However, the use of salt has some disadvantages. First of all, it is more energy-intensive than an oil bath. The salt bath must be heated continuously, even when we have no work, but if we have to let it cool down, its reheating requires a special process. It also has its own maintenance problems, requiring filtration, replenishment and cleaning. It is also highly aggressive in terms of corrosion and requires high-quality rinsing and passivation. It represents an ecological and safety burden. Because austenitization takes place in a retort chamber, under a methanol/nitrogen atmosphere, we have a problem with both carbon potential management and emissions. For parts that are nitro-cemented, we also have to deal with ammonia. Typical representatives of this technology are furnaces from SOLO or Codere.
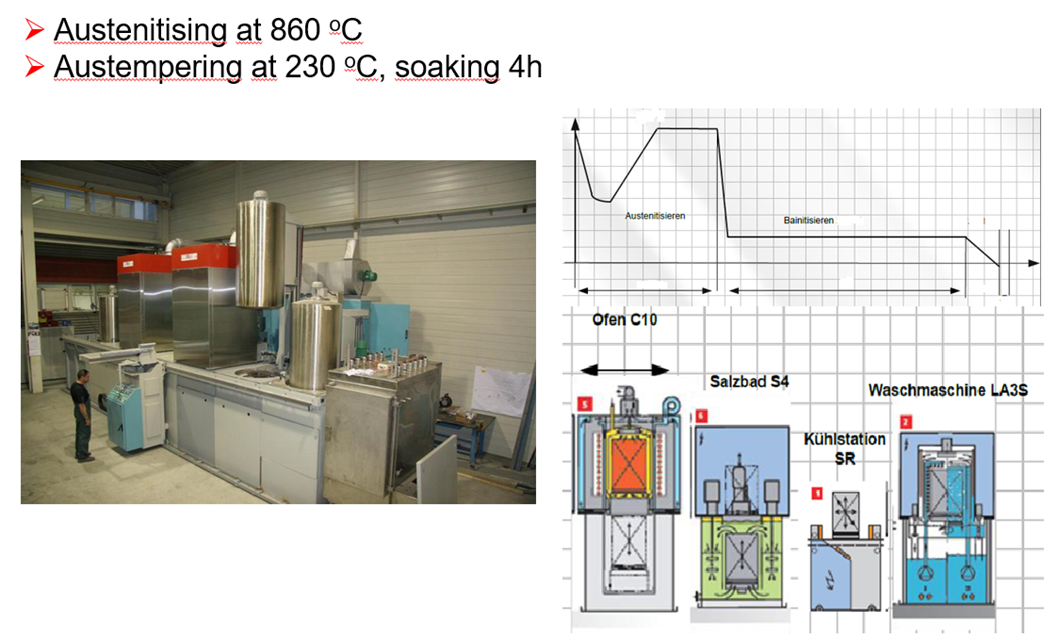
Fig. 1 – Bainite hardening in a salt bath in a Codere type furnace
With vacuum oil quenching, or vacuum furnaces with LPC with oil quenching, many problems either do not occur at all or are simpler. At a minimum, we do not need any probes, methanol or ENDO, we do not have to perform daily calibrations, we do not have to worry about oil, surface corrosion or how to burn off residual gases at the outlet. Only the design of the vacuum furnace oil bath for these temperatures will be complicated. Even more complicated is the quenching oil. ECM has been verifying this technology with Quaker Hougton on MAR-TEMP VH 300 oil. This is based on synthetic ester oils. It is characterized by having:
- Extremely low evaporation: In vacuum, conventional oils “boil” and contaminate the furnace. Synthetic esters have a very low vapor pressure
- High flash point: Safe operation at temperatures above 200 °C requires a flash point well above this limit (VH 300 has approximately 290 °C).
Surface cleanliness: Synthetic bases do not leave carbon deposits on parts, the parts remain “shiny” after hardening. - Thermal stability: Unlike mineral oils, these esters do not degrade (do not thicken) even when heated continuously to 200 °C.
The solution has already been implemented and the first furnaces have been delivered. Figure 2 shows a CCT diagram for AISI 4150 steel with the position of the beginning of the martensitic transformation marked, and with lines of 50 and 100% martensite. Oil at 250 °C will not provide us with a full bainitic structure, but its share will be significant. From this point of view, oil will not replace bainitic hardening (austempering) in salt, but we will be close. However, oil is not a stable isothermal environment either (larger temperature gradients, worse homogeneity than in salt, steam cushion), so full technological compatibility cannot be expected. Even so, there will be many applications where these conditions will suit us, even if we are moving more towards the martensite area.
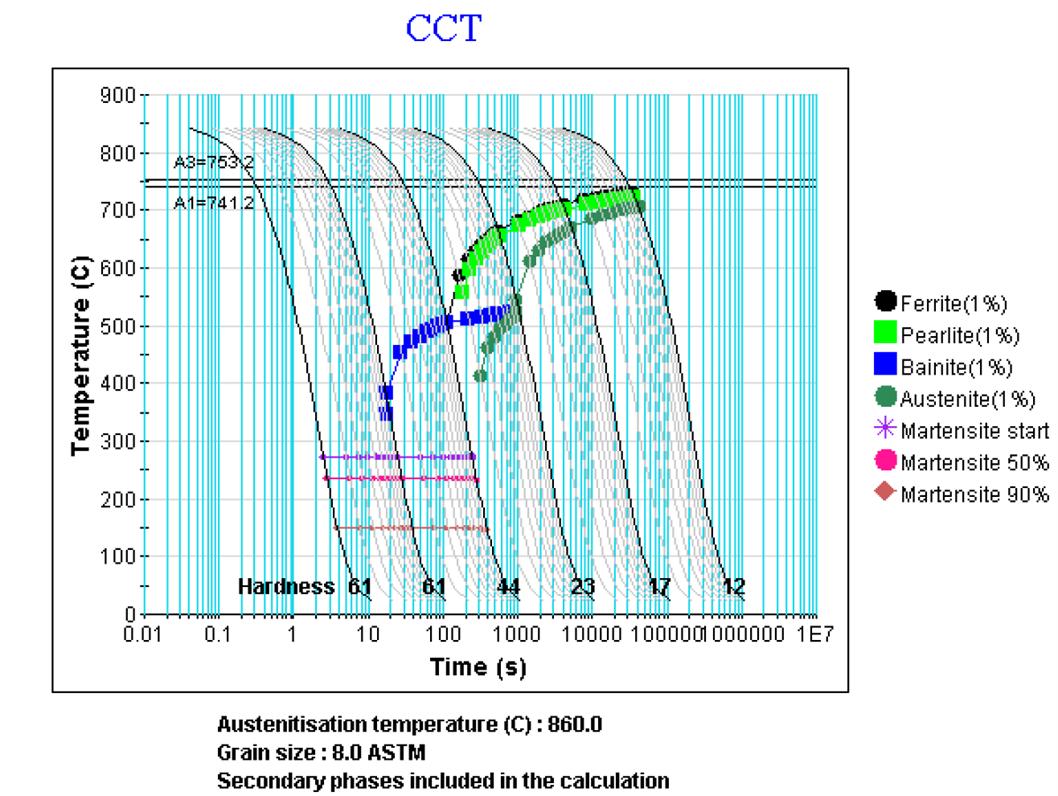
Fig. 2 – CCT diagram for steel AISI 4150 (50CrMo4)
The situation is different for steel 100 Cr6, where 250 °C will provide us with an almost 100% bainitic structure (Figure 3 and 4).
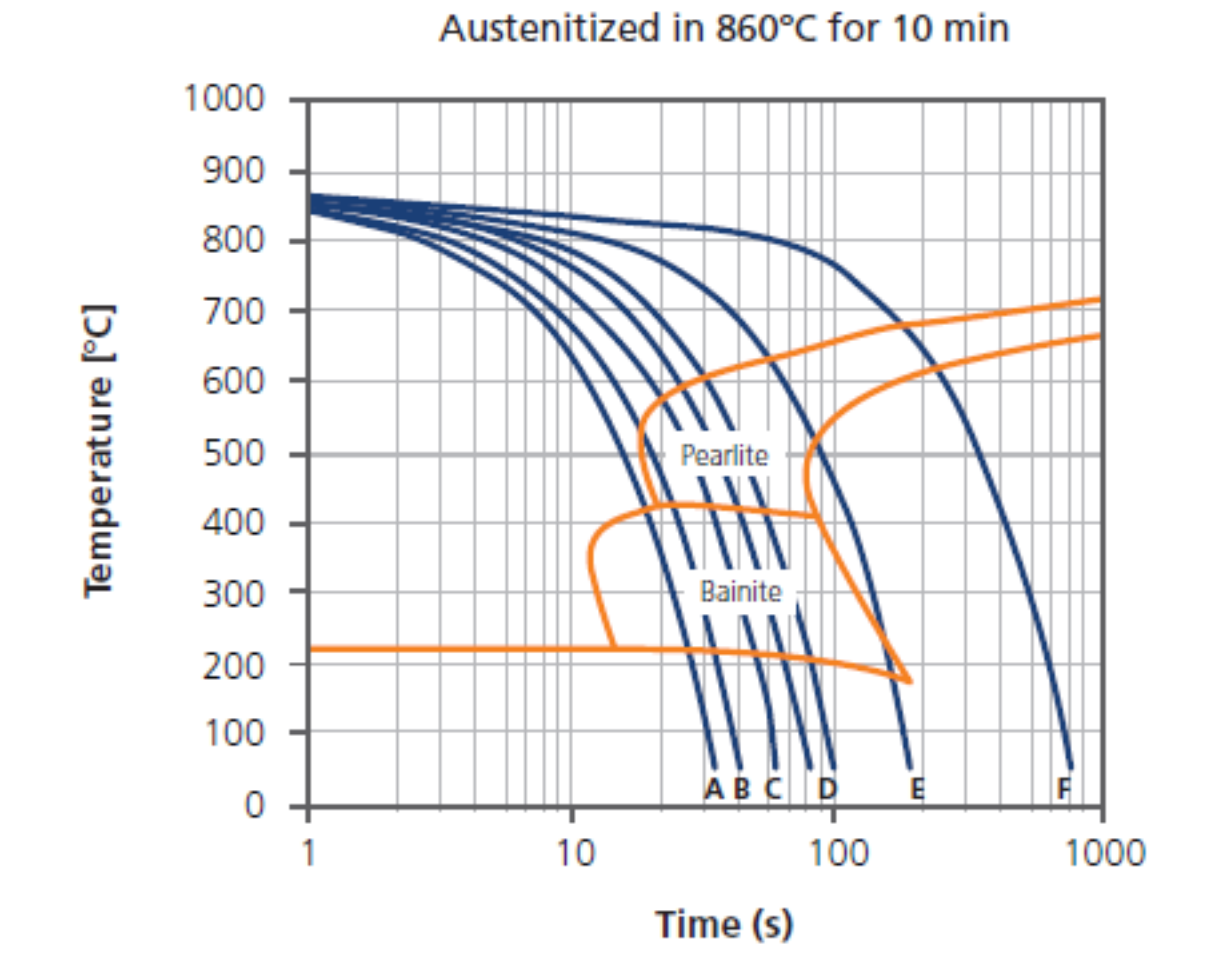
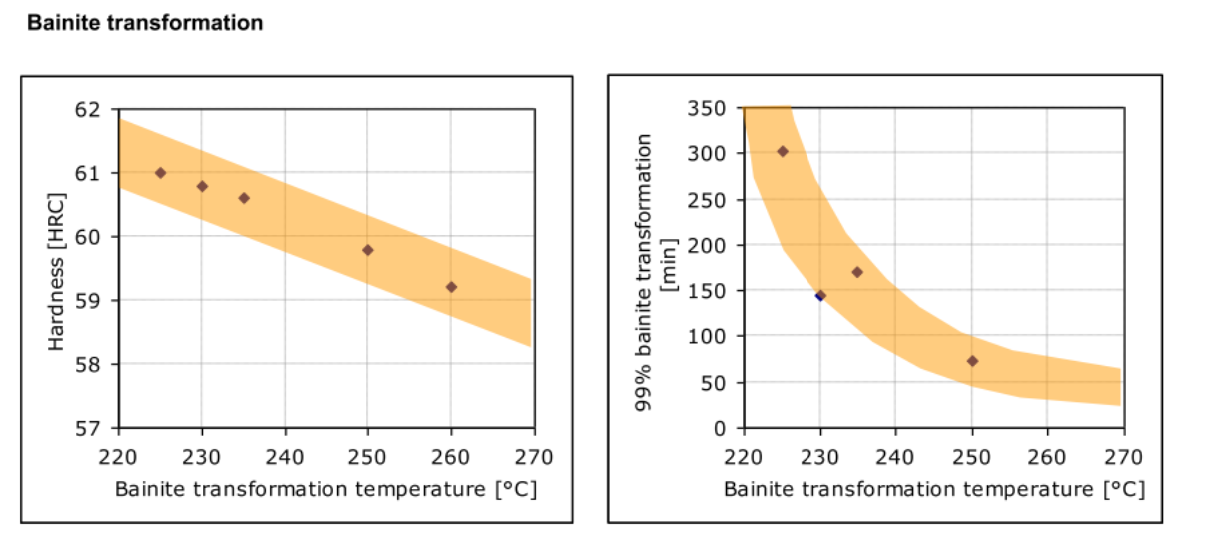
Fig. 3 a 4 – CCT diagram for 100Cr6 and bainite content according to isothermal temperature and part diameter (Source Ovako)
And what do these furnaces look like?
ECO 1299, basic dimensions 900x900x1200 mm, up to 1500 kg, dimensions adapted so that this furnace could easily replace SQ size13 (Fig. 5 and 6)

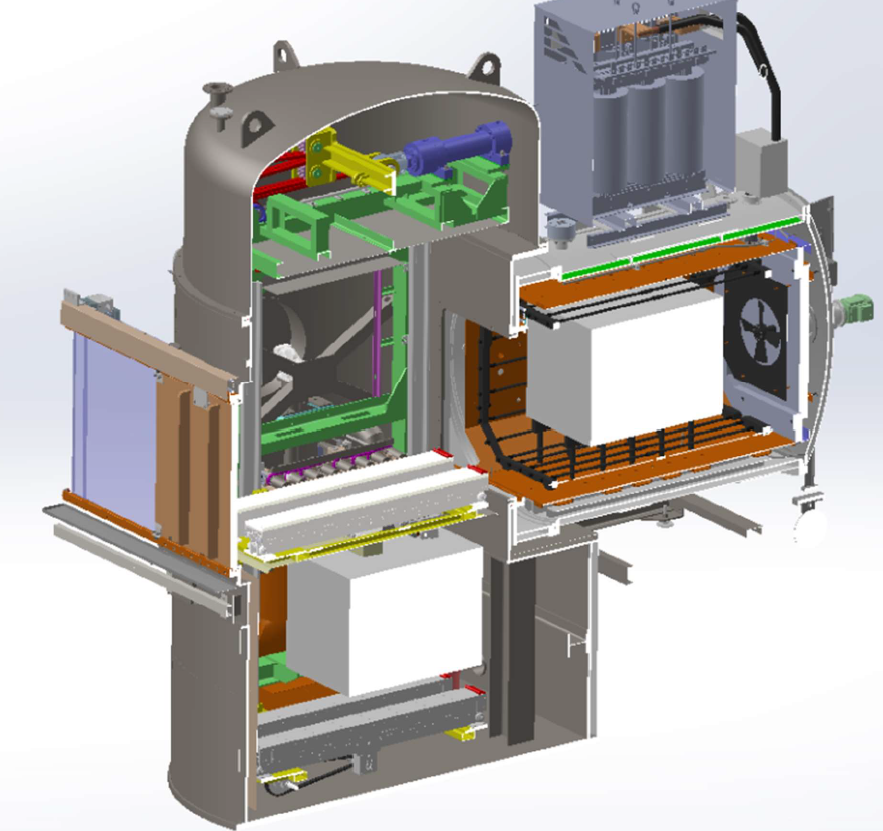
Fig. 5 and 6 – Vacuum furnace ECM ICBP 1299 with oil option up to 250 C
The second option is flexible multi-chamber systems of the FLEX type (Fig. No. 7, 8 and 9)
FLEX 1299, modular system, dimensions 900x900x1200 mm, up to 1500 kg
FLEX 699, modular system, dimensions 610x750x1000 mm, max. 1000 kg
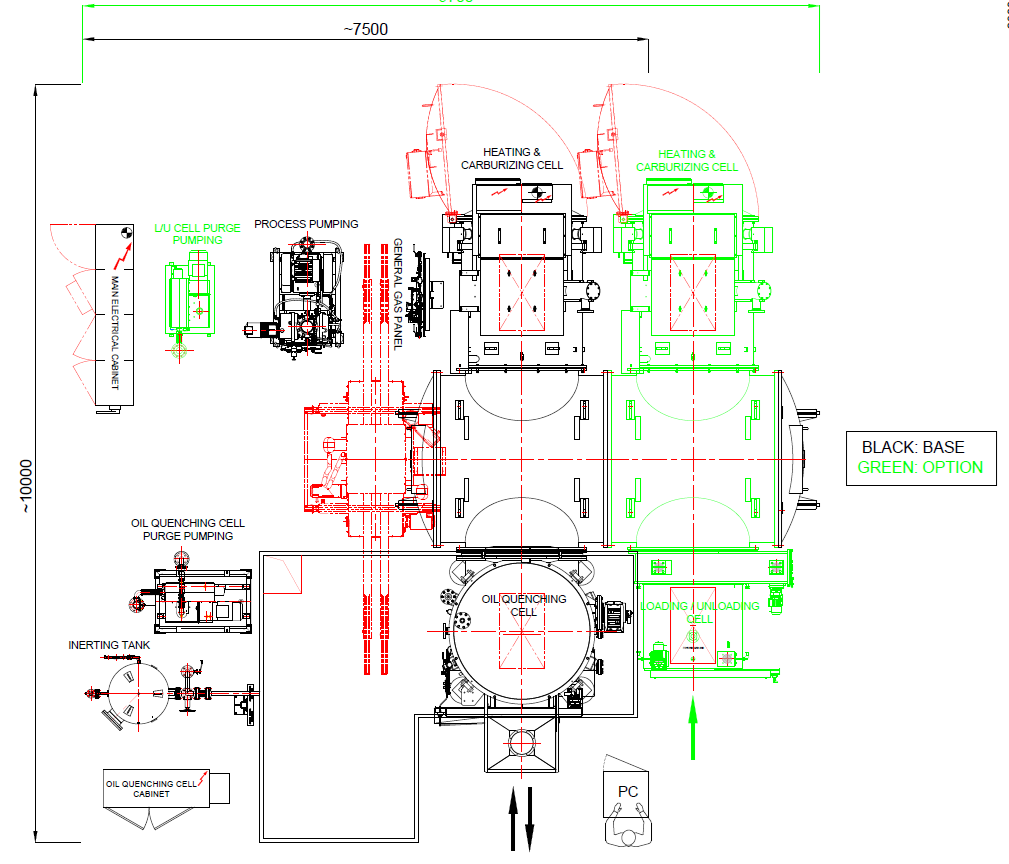
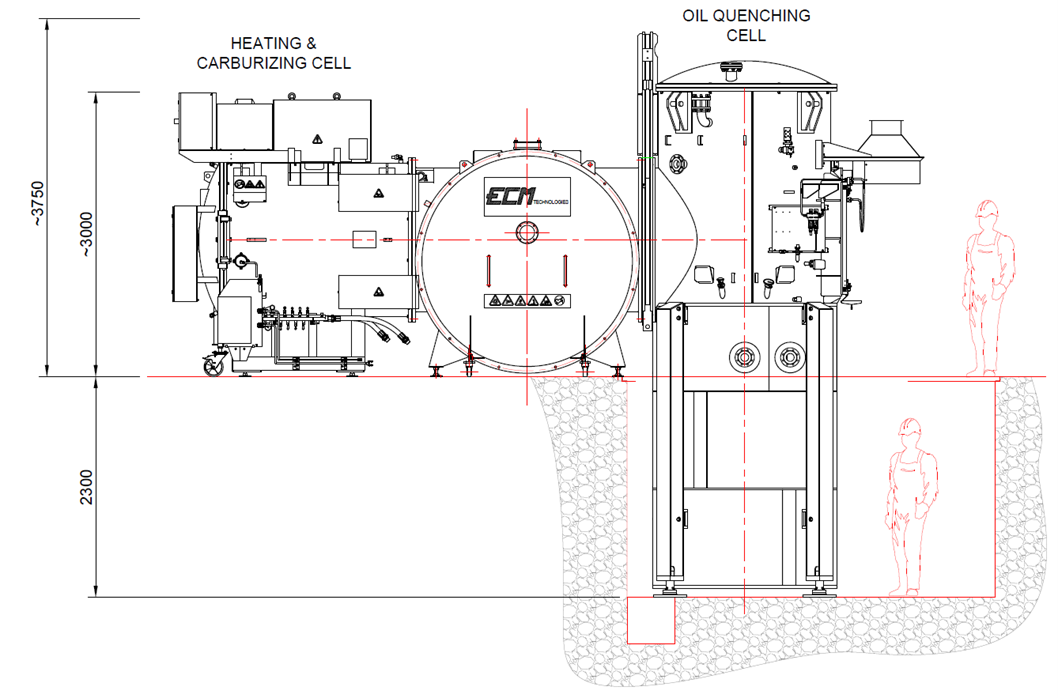
Fig. 7 a 8 – Layout of the minimum configuration of the FLEX system


In both cases, the minimum configuration is drawn in black. One heating and carburizing chamber up to 1250 C, without or with LPC or LPCN, and one quenching chamber with an oil bath. This chamber also serves as a loading and unloading module. Any extension is drawn in red. Additional heating chambers can be added, as well as a special input and output chamber. In this case, the charge is loaded through this chamber and then unloaded from the quenching module. One quenching chamber can serve more than 10 heating chambers. The input and output module has the ability to cool in a gas pressure of up to 0.5 bar N2, so it can also serve as post-cooling after normalizing, after isothermal annealing, etc.
And what about the price? A fully equipped line with all accessories for salt quenching will cost us the same, or maybe even more, than a vacuum furnace of the above type. And operating costs? These will certainly be lower with a vacuum furnace.
=======================================================================================================
Are you solving a similar problem? I will help you with the analysis…
 40+ years of experience in the field
40+ years of experience in the field
30+ years of experience… HT-PROGRES, Bodycote, Galvamet
cooperation… VŠB, Czechimplant, ECM Technologies, TAV Vacuum Furnaces, GHC Invest
12+ years of expert activity
Want to ask for a solution or want a non-binding consultation? Click on this link, I will usually respond within 24 hours. Contact email
========================================================================================================
Jiří Stanislav, Ing. CSc.
Consultant and forensic expert
========================================================================================================
May 7, 2026


