What is the optimal ratio between hardening and tempering furnaces?
Almost every day I learn from various sources that someone is selling to someone or someone is buying a new vacuum hardening furnace somewhere. However, information rarely appears about how much has been invested in tempering furnaces. So, let’s look at how it works in practice in a commercial heat treatment shop.
The typical structure of processed steels is shown in the picture, while the categories of steels for hot work, cold work, HSS or powder steels require at least 2 tempering cycles, but today usually tempering 3, in extreme cases even 4. Together, this is almost 82% of the steel quantity that enters into commercial vacuum heat treatment shops.
Fig. 1 – Portfolio of individual types of steels typical for vacuum heat treatment shop
We will make a simple case analysis of the revenues and costs of vacuum heat treatment. The average price for hardening and two tempering on the European market is € 2/kg. The basic dimension of vacuum hardening and tempering furnaces is 600x900x600 mm, furnaces are up to 800 kg. To calculate the costs, we can take the following rates: hardening furnace € 30/h, tempering furnace € 10/ h.
In terms of time, if we take into account the usual average batch up to 300 kg, we will fit with each hardening and tempering cycle within about 8 hours. So, we are able to perform hardening and two tempering cycles within 24 hours. An important condition of this work rhythm is the prescription of the number of tempering cycles and the number of tempering furnaces for this operation.
In our case study, we will compare 3 variants. 1) we have a hardening furnace and therefore hardening and two subsequent tempering are performed only in this furnace, 2) we have a hardening furnace and one tempering furnace of the same size, 3) we have one hardening furnace and two tempering furnaces of the same size.
We calculate revenues and costs for batches of 100, 200, 300 and 400 kg. The yield is easily calculated, because we multiply the weight of the batch by the price per kg, i.e. 100 x 2 = € 200, 200 x 2 = € 400, 300 x 2 = € 600 and 400 x 2 = € 800.
For costs, we take the basic cost rate for the 100 kg batch, which we increase by an increase in energy and nitrogen consumption by 4% for every 100 kg of charge. The length of each cycle is always 8 hours.
And what the result is?
Variant 1) – we only have a hardening furnace. In this case, we perform tempering in the most expensive equipment, which is also not suitable for tempering with regard to the design of the furnace for high temperature operation, necessary for hardening. Although equipped with convection heating, tempering in a hardening furnace usually does not achieve the same performance as tempering furnaces equipped with a powerful fan for conventional gas heating. It can be seen from Figure No. 2 that even with a load of 400 kg and a price of € 2/kg, we will always harden with a loss. We can say that we will process batches over 500 kg, but the cycle times will be significantly extended and we will not fit into the 24-hour cycle. At the same time, however, we must also take into account the required cooling rates, e.g. according to NADCA, where the furnace should not be loaded above 50% of the permitted weight so that this cooling rate can be achieved (so-called load fill rate).
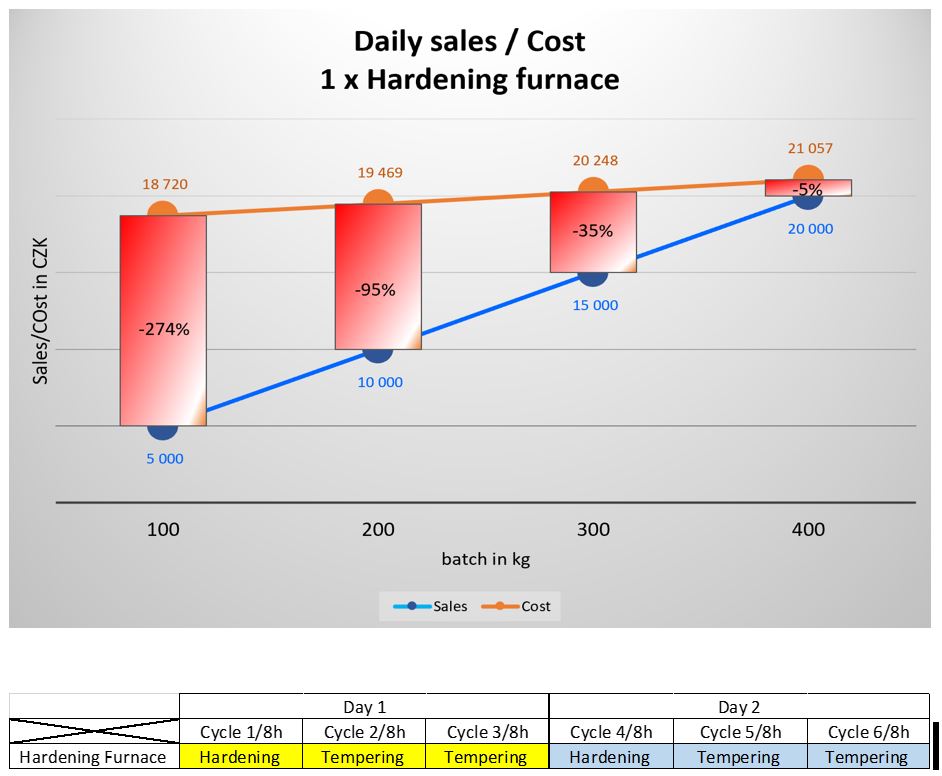
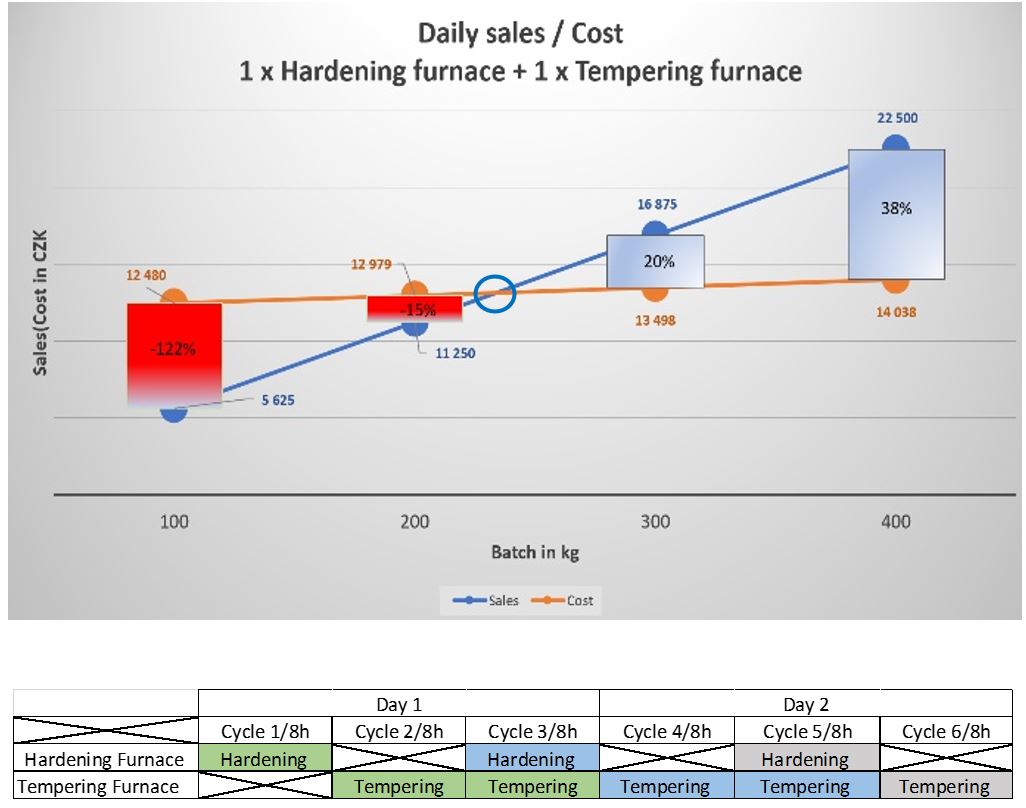
Fig. 2 – Costs and revenues for processing H + 2T in the hardening furnace in CZK
Fig. 3 – Costs and revenues for H + 2T processing in hardening and tempering furnaces in CZK
Variant 2) – we have one hardening furnace and one equivalent tempering furnace. The critical limit becomes a load of about 240 kg. We are already making a profit above this weight. However, sales for this set of furnaces will not be high, because due to the requirement for 2 tempering cycles, the furnaces cannot be used full time.
Variant 3) – one hardening and two tempering furnaces of the same size significantly improve our performance. We get to the profit already at a load of around 220 kg, as it is in the Figure 3. The advantages of this configuration are in time planning, and especially in the utilization of equipment. The hardening furnace can perform 3 hardening cycles per day, so we can effectively harden non-stop, and the two tempering furnaces ensure corresponding tempering cycles, also with maximum utilization of the furnaces. This significantly brings an increase in sales and higher return of investment (ROI). As can be seen from Figure 4, this is a step change, when the theoretical annual turnover rises from 5.7 Mil. CZK for variant 2 to CZK 13.4 million. This is an increase of 235%.
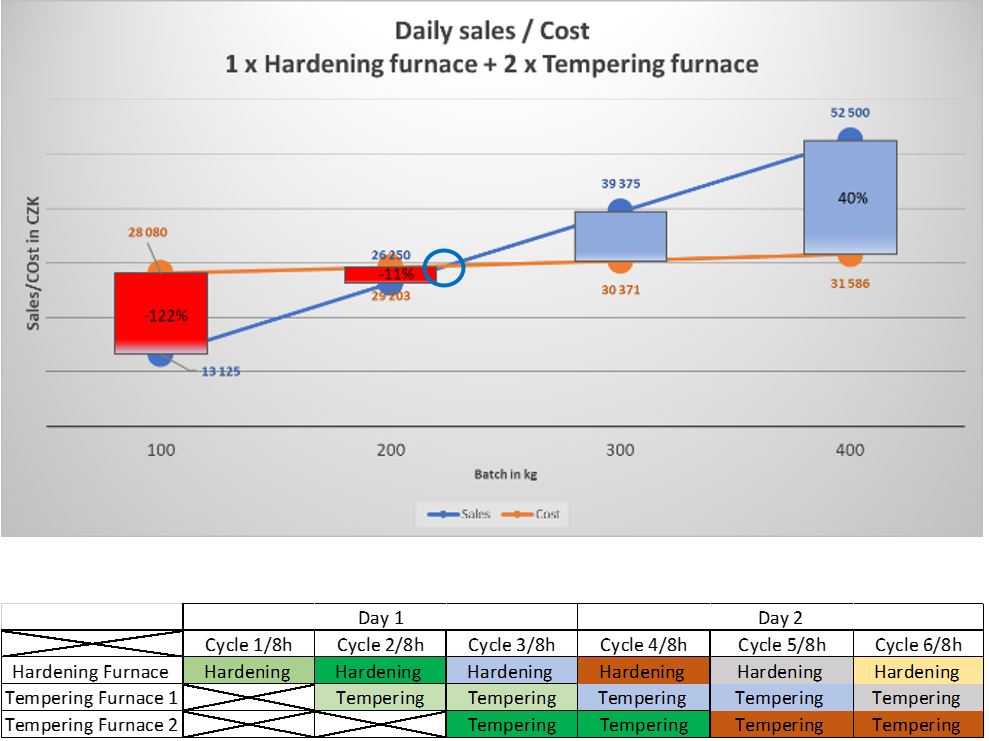
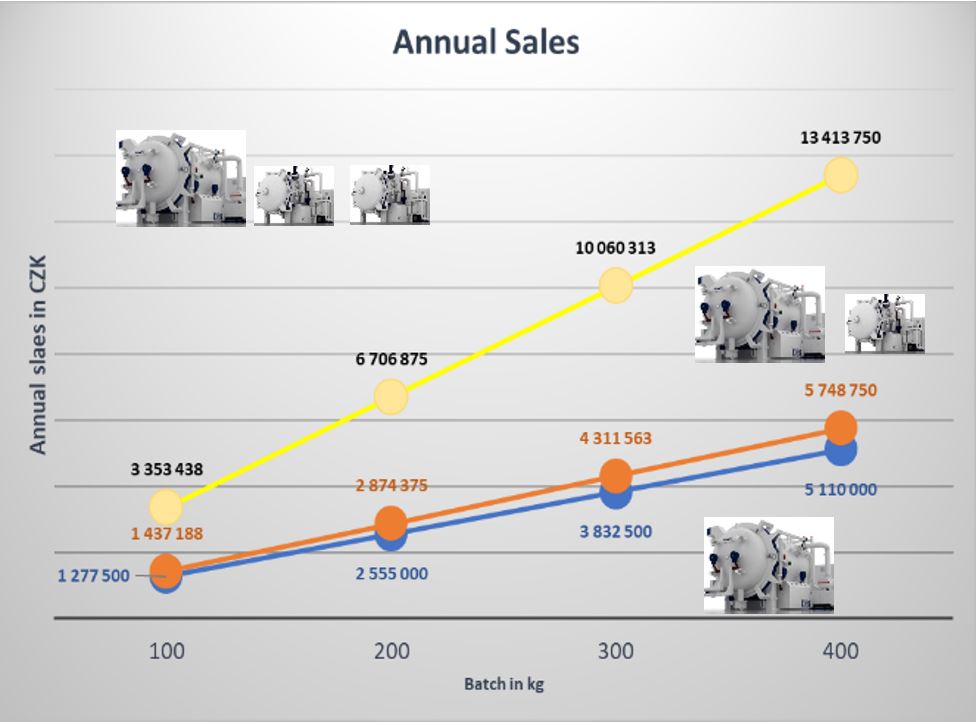
Fig. 4 – Costs and revenues for processing H + 2T with one hardening and two tempering furnaces
Fig. 5 – Theoretical annual sales for variants 1, 2 and 3 in CZK
If we compare all variants according to economic aspects, then only for variant 3 we get the payback of the investment under 6 years. In terms of ROI, we have an estimated ranking of 10%, 12% and 23%. Thus, only the variant of one hardening furnace and two tempering furnaces gives us the certainty of good economic parameters of the investment, but above all, good customer service level, meeting the customer’s requirements for pricing, delivery time and quality.
Yours, Jirka Stanislav