Vacuum Brazing
News are coming that always surprise me too. Janusz Kowalewski published statistics on the use of vacuum furnaces for the US aerospace industry.
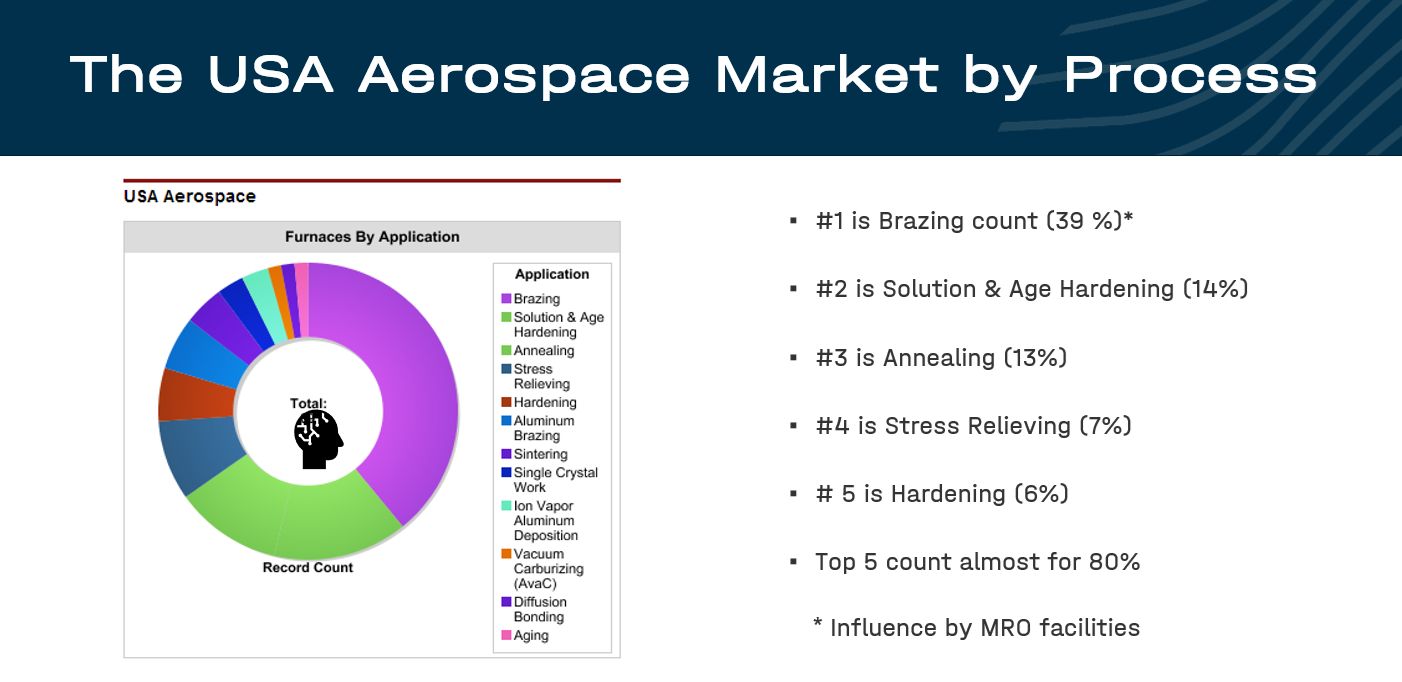
Brazing is in first place with 39%. To tell the truth, this business is not very common in custom hardening shops, which is why it is a surprise to me.
Since there are no other details in Janusz’s presentation, it is not clear whether it is brazing with nickel solders or copper. In the first case, we need a vacuum furnace with high vacuum, i.e. with a diffusion vacuum pump, in the second case, the opposite is enough for us, a primary and Roots vacuum pump.
And what are the requirements for a furnace for brazing with nickel-based brazing alloys ?
- Temperature uniformity Class 2, +/- 5 C, empty furnace
- Minimal vacuum 10-4 mbar and better
- Cooling gas argon, nitrogen
- Cooling overpressure 0,7 – 1,0 ar
- Working temperature 600 -1250 C
- Heating elements graphite, alternativally all-metal
- Load thermocouples min. 2, optimal up 11
- Leak rate 0,7 Pa/h, if NOK, desorbtion 50 °C over brazing temperature, 30 min hold
- Leak test 1x weel or after each interruption of the brazing processes in a row
- Heating ramp the coldest thermocouple determines the ramp
- Parcial pressure argon, up1047°C 200 – 800 µ, = 0,26 – 1,16 mbar
- Parcial pressure over 1047°C high vacuum only
- Parcial pressure during preheating step the diffusion pump must be bypassed
- Gases purity min. 99.9995, dew point measured online, on cycle record, minimum -60°C,
- Gases purity for special applications -75 až -80°C
- Minimal pressure during cycle minimum pressure at final temperature 0.5 µ or 0.07 Pa, must not be exceeded

Fig. 1 – Vacuum furnace TAV H8-s od TAV Vacuum Furnaces installed in Galvamet
So, if I translate it, commercial heat treatment shops usually do not have this type of furnace. The exception is Galvamet with furnaces from TAV Vacuum Furnaces. But even that is not enough. There is another reason, probably even more significant, why aerospace does its brazing in-house.
This reason is the demands on preparing parts for brazing, the most important part of the brazing process. Brazing itself is a very simple process if we have the right furnace, but without that preparation, the furnaces are useless.
First, we must ensure perfect surface cleanliness, then correctly apply the right brazing matertial, and last but not least, correctly assemble the parts into a brazing assembly. For some applications, it is a big science. And since these activities cannot be fully automated, then reproducibility depends significantly on people and manual activities. I personally once transferred the technology of brazing with nickel brazing material from a company from California to Brno, so I know what I am talking about. However, without the transfer of a person who possesses the know-how to apply nickel brazing, it was almost impossible.

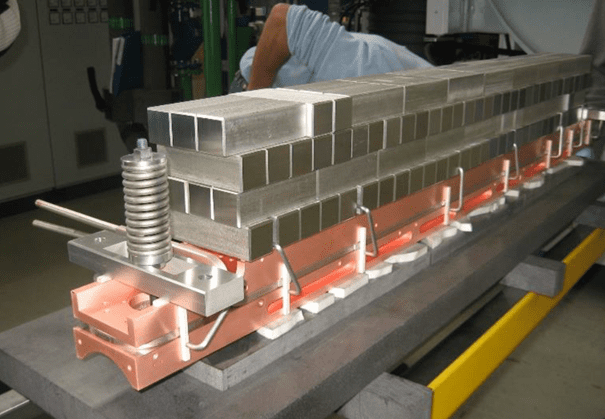
Fig. 2 – The golden treasure of the company, the holder of know-how
Fig 3 – Example of parts for brazing
The brazing process itself is simple, but it has one problem. Capillary forces. To prevent the parts from floating during brazing, we have to apply a load to them. In the range of tens to hundreds of kilos, depending on the size of the brazed area. See the example in Figure 3.
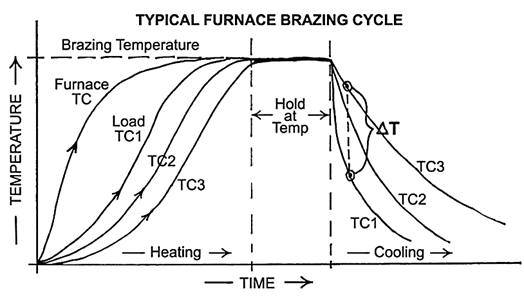
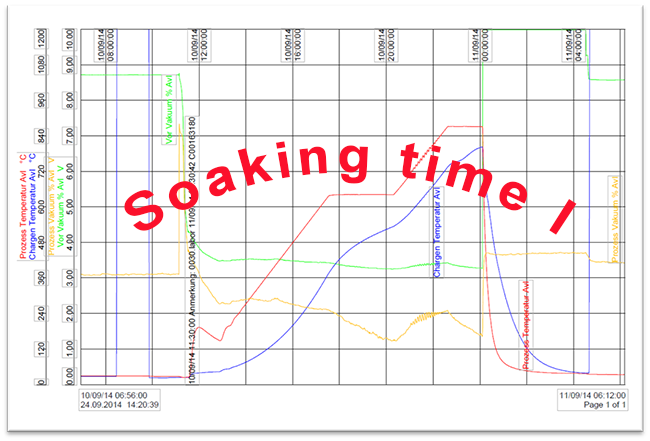
Fig. 4 – Example of brazing cycle (from ECM)


Fig. 5– Vacuum copper brazing furnace from TAV Vacuum Furnaces installed at SWEP US
FIg. 6 – Example of a heat exchanger from SWEP
Jiří Stanislav
July 30, 2025