TAV Vacuum Furnaces and automatic TUS

If we want to work for the aerospace industry, we have to accept that AMS 2750 for temperature control is a mandatory process. According to AMS 2750, for furnace class 2, instrumentation B, TUS is to be performed once per month. If 4 consecutive TUS tests are OK, then you can switch to quarterly periodicity. If something fails, we go back to the 1M option.
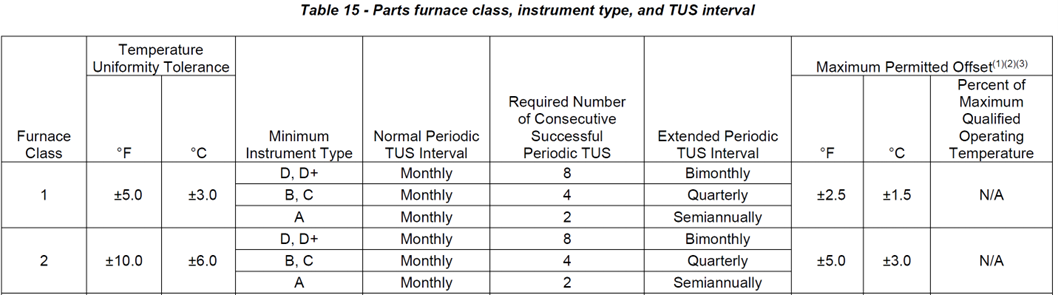
Fig. 1 – Extract of table no. 15 from AMS 2750, determining the periodicity of TUS
What does TUS entail in terms of time?
- Shut down the furnace
- Introduce the measuring jig into the furnace, set up thermocouples
- Perform a test cycle (pressure min. 1.3*10-3 mbar, min 3 temperatures in the usual working range)
- Evaluate the test
- Issue a new device validation report
- Release equipment to production
How much time does this procedure take? It depends on the equipment. What are the options? I tried to rate 4 variants
- External Supplier
- The furnace is equipped for connecting 9 batch thermocouples, the data is recorded continuously during the cycle on an instrument outside the furnace (Fig. no. 2)
- Mobile data logger with thermal protection, the data is evaluated after the end of the cycle and after the data is downloaded from the data logger memory (Fig. no. 7)
- Automatic TUS (Fig. 8)
![]()
Tab. 1– Estimated time consumption for individual TUS variants 1 to 4
Option 1 is clear. We place an order and wait. Then a person arrives who is trained, full-fledged, brings everything, plugs in, installs, takes measurements and leaves, including the removal of everything he brought. Subsequently, sometime in the future, it will send you a report with the result. The one who orders TUS often does not even know what to do with the result. He only does it because his customer demands it.
For us, however, this means that we do not have to buy expensive devices for measurement, recorders, datalogge, we do not even have to have thermocouples for TUS, because it has them, and you do not have to worry about their calibration. We don’t even have to have a trained qualified person.
On the other hand, we usually get a protocol that we do not fully understand and can interpret. If there is a need for some electronic offsets, we have no idea what to do with them or where to enter them in our system. Because the price for one TUS is contractually given, the costs increase exponentially with the number of furnaces or with the periodicity.
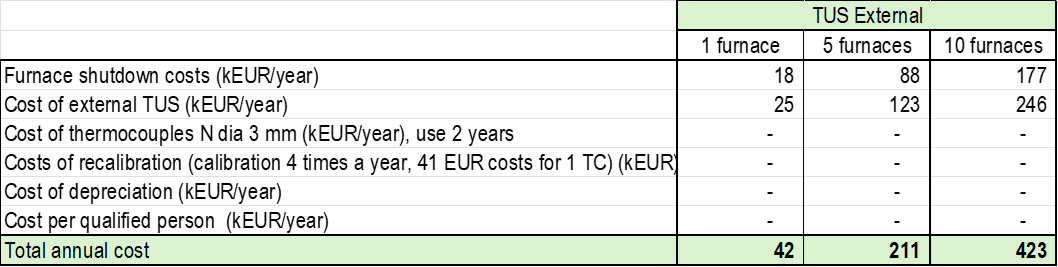
Tab. 2 – Comparison of annual costs of TUS from an external supplier for 1, 5 and 10 furnaces, periodicity 1M.
Variant 2 is intended for furnaces that have a flange for connecting at least 9 thermocouples type N (Fig. 2). Because we know that we have to follow AMS 2750, and the costs of an external supplier are enormous, we will slowly start to equip ourselves so that we can do TUS ourselves at home. It has its advantages, because we don’t have to wait for the supplier to have free capacity, so we don’t miss deadlines.
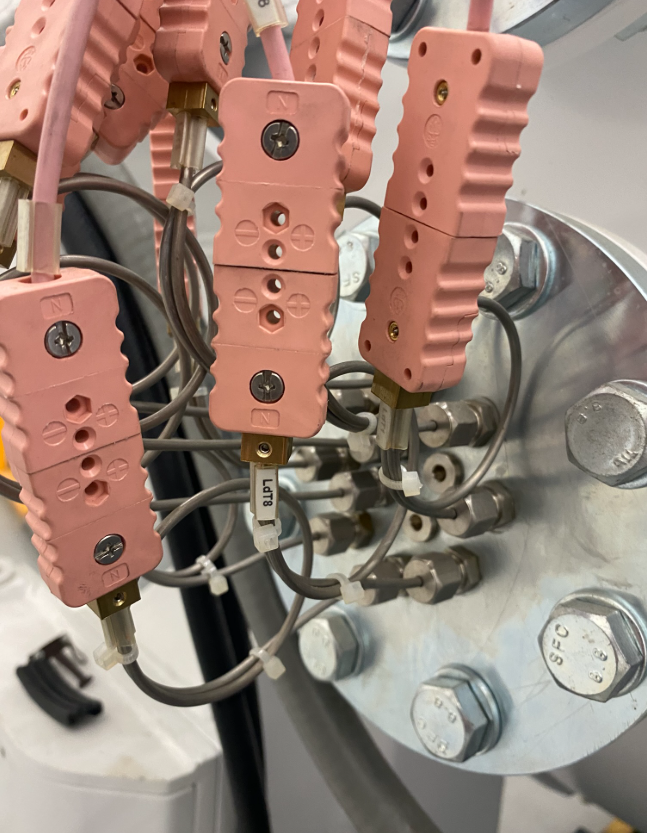
Fig. 2 – Typical flange for TUS thermocouples
However, we need to buy a product for measuring TUS. Sometimes it is enough to weld a piece of ordinary iron (Fig. 3), but if our calibration band rises above 1100 C, we will have problems with its deformation. So we have to go for a graphite fixture or even a CFC (Fig. 4). However, since at high temperatures we can already encounter the formation of eutectics, i.e. the sheaths of the thermocouple melts in contact with the carbon source, the measuring points for inserting the thermocouple must therefore be isolated from the product, e.g. with ceramic tubes.
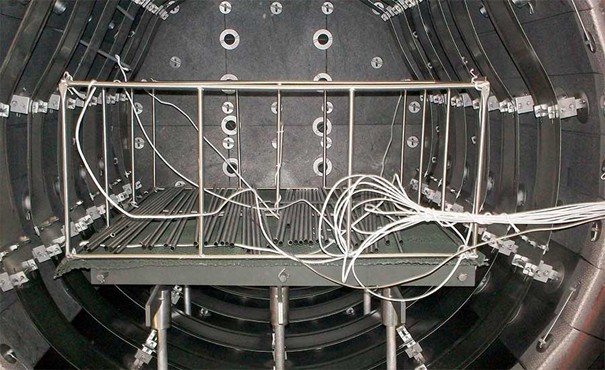

Fig. 3 – Steel fixture, 9 thermocouples connected to the flange (Variant 3)
Fig. 4 – CFC measuring fixture
However, we must also have a set of calibrated thermocouples that are subject to registration and repeated calibration. So we also have to find a supplier who can do it and will supply us with a thermocouple with a calibration certificate, as well as someone who will perform recalibrations for us in the 3M periodicity.
But most importantly, you need to have a device, again calibrated, that will scan data simultaneously from all nine thermocouples during the test cycle. A proven device from SuperSystems is the Multi-Channel Data Logger SDS 8020 (Fig. 5)

Fig. 5 – Multi-Channel Data Logger SDS 8020 from SuperSystems
If we have all this, we must also have a person who will be fully trained for this activity. For example, PRI (Performance Review Institute), Pyrometry II: Aerospace Pyrometry AMS2750™.Are we ready and have everything? So we can get started with our internal TUS and don’t have to rely on an external supplier.
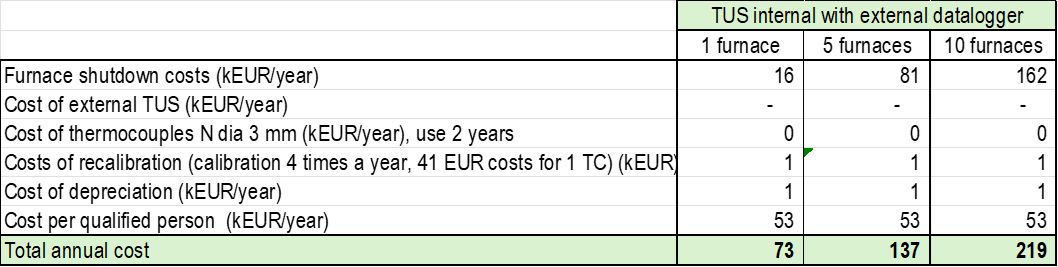
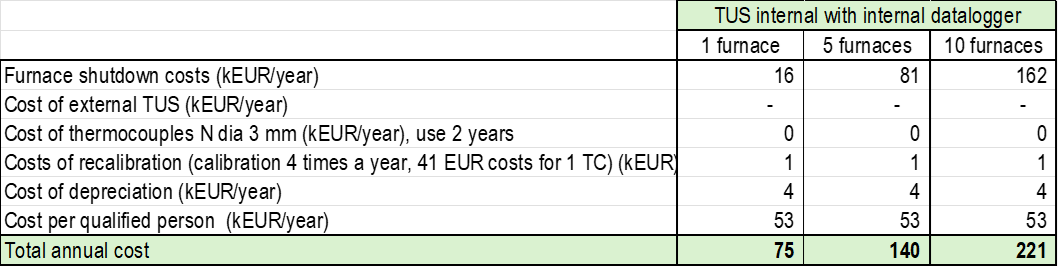
Tab. 3– Comparison of TUS costs in variant 2, flange for 9 thermocouples
From the calculated costs, it can be seen that if we have only one furnace, the costs of the supplier TUS are lower than those of TUS by our own funds. But if we have 5 furnaces, then we will already save almost 137 k€ per year. For an operation with 10 furnaces, this is a saving of 219 k€.
Variant 3 is a variant where we use a mobile device from Phoenix, Datalogger PTM 1010N including a temperature barrier (Fig. 6 and 7). Its purchase price is many times higher than the previous device, but it will serve well wherever there is no appropriate flange on the furnace to lead thermocouples out of the furnace and to connect a data logger. Everything else basically remains the same, the costs are almost the same. The only difference is in the higher value of the data logger’s depreciation due to its higher purchase price. The economic advantage of this solution will occur if we have more than one furnace and a periodicity of 1M.
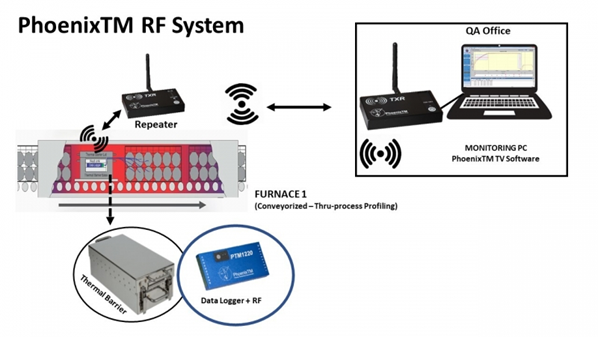
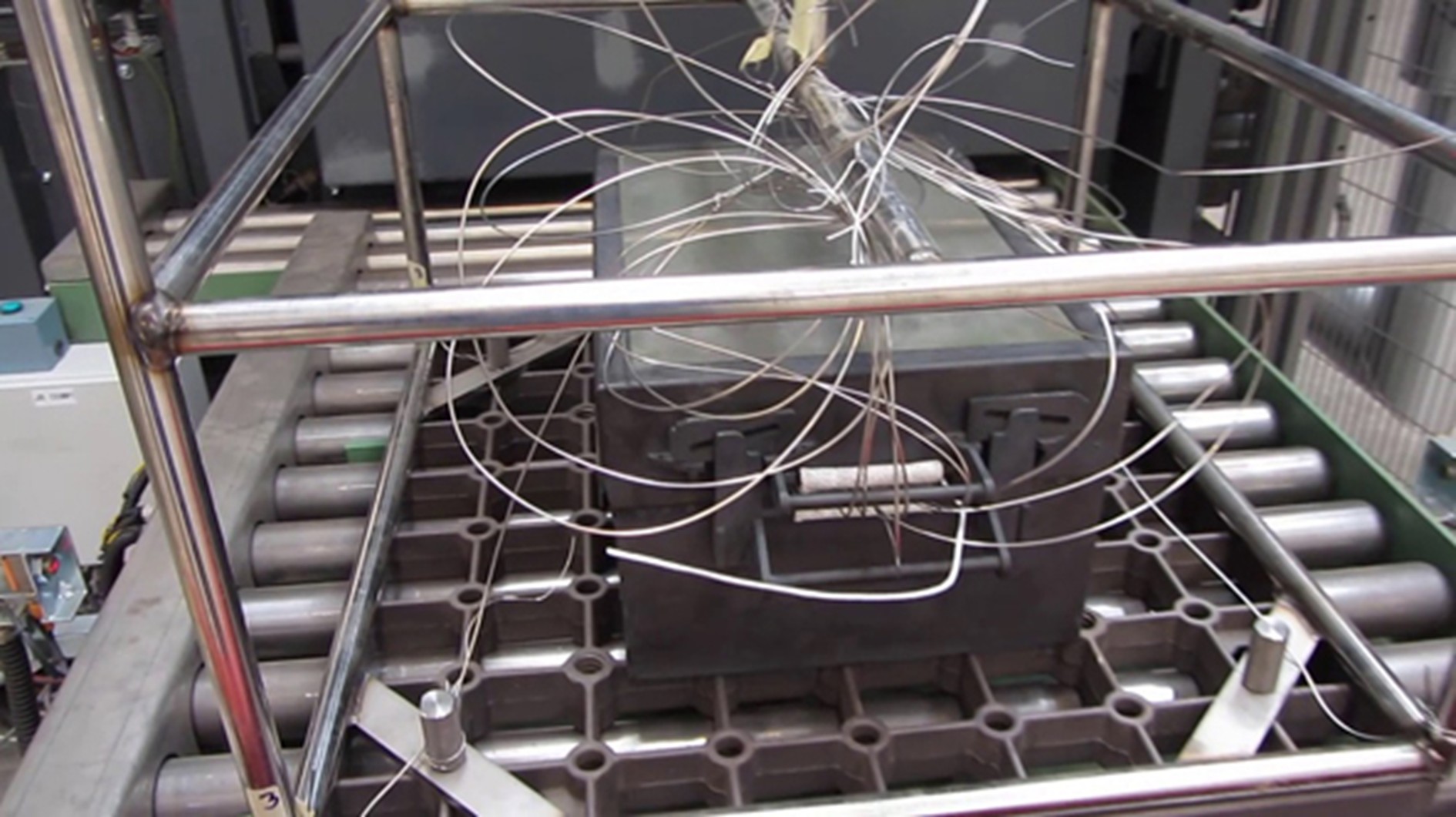
Fig. 6 – Multi-Channel Data Logger SDS 8020 from SuperSystems
Fig. 7 – Fixture for TUS with steel and data logger inside (Variant 2)
The advantage of variants 2 and 3 is also that regardless of the number of furnaces, we have only one piece of equipment and only one set of measuring thermocouples, regardless of the number of furnaces.
Tab. 4– Comparison of TUS costs in variant 3, data logger of Phoenix
Variant 4 is the automatic TUS from TAV Vacuum Furnaces. 9 pneumatic cylinders are installed on the furnace vessel, controlling the position of 9 solid N-type thermocouples. The advantage of this arrangement is:
- Permanent availability for the TUS test,
- No need for a measurement fixture
- The measuring position of the thermocouple is precisely adjusted, and if we do not want to change the working area of the furnace ourselves, it will always be identical, not subject to deformation as with a metal measuring fixture, and its foundation is accurate, always in the same position.
- To perform the TUS, you do not need a person trained in pyrometry, e.g. from the PRI, but only an instructed one. Typically Level 1 – Auto TUS Operator
- Furnace Manufacturer Training (TAV)
- Internal Advancement Training
- Internal test can perform TUS, but not evaluate
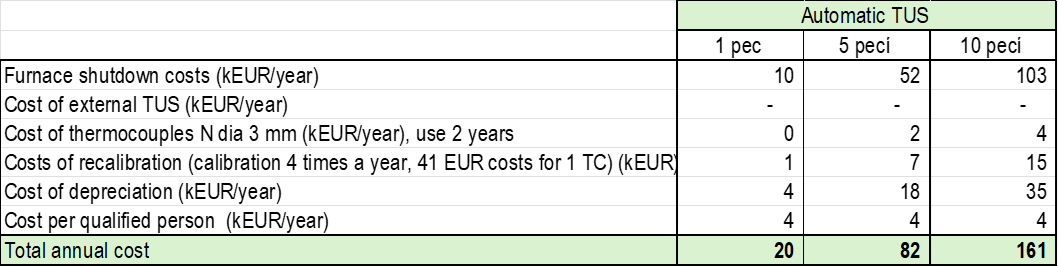
Tab. 5 – Comparison of TUS costs in variant 4, automatic TUS
Because the thermocouples are permanently attached to the furnace, we do not have to assemble or install anything, everything can be handled by the furnace itself and the SCADA system. The times of TUS preparation and data analysis will be zero, everything will be done for us by the furnace itself as part of the test cycle. The operator just starts the TUS cycle, and after its completion, he receives a report on the result. For each TUS, there will be savings in set-up times and post-process times, including data processing. Overall, we will reduce downtime, and quite significantly. For one measurement for one furnace in the 1,2,3 variant, we drop from 12 hours to 6 hours. So we will be able to produce more.
The 9 thermocouples will have the same costs for acquisition and recalibration as in variants 2 and 3, but we will need them as many times as we have furnaces. This will increase our input costs, but other costs will be lower. However, this increase is not serious, because unlike the equipment for TUS with data loggers, which we depreciate for 5 years, we get automatic TUS with a furnace and depreciate it for 20 years.
But the biggest advantage is that we don’t need that qualified worker. The TUS itself can be performed directly by a trained operator.
What it actually looks like is shown in Fig. 7 and 8
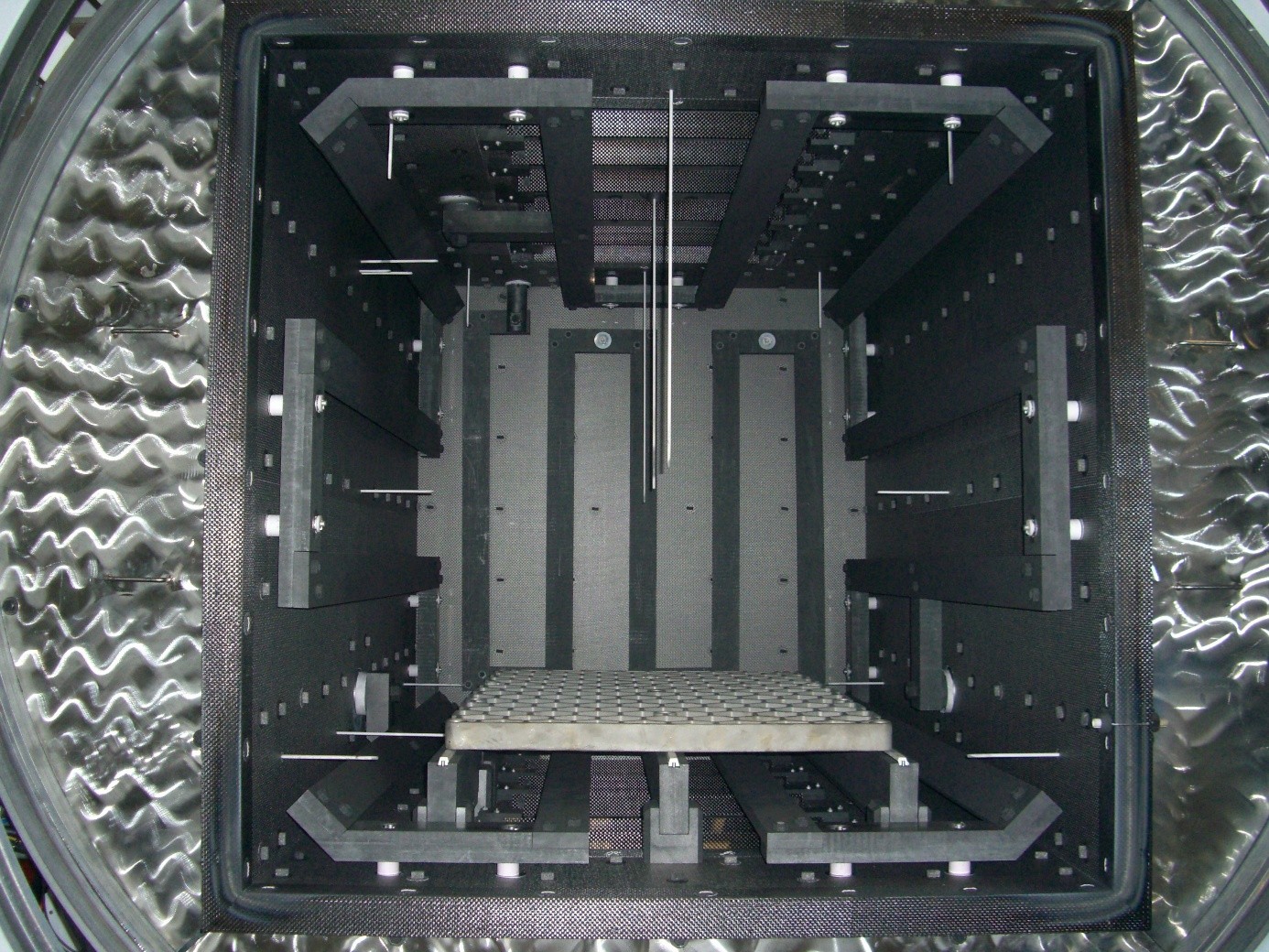
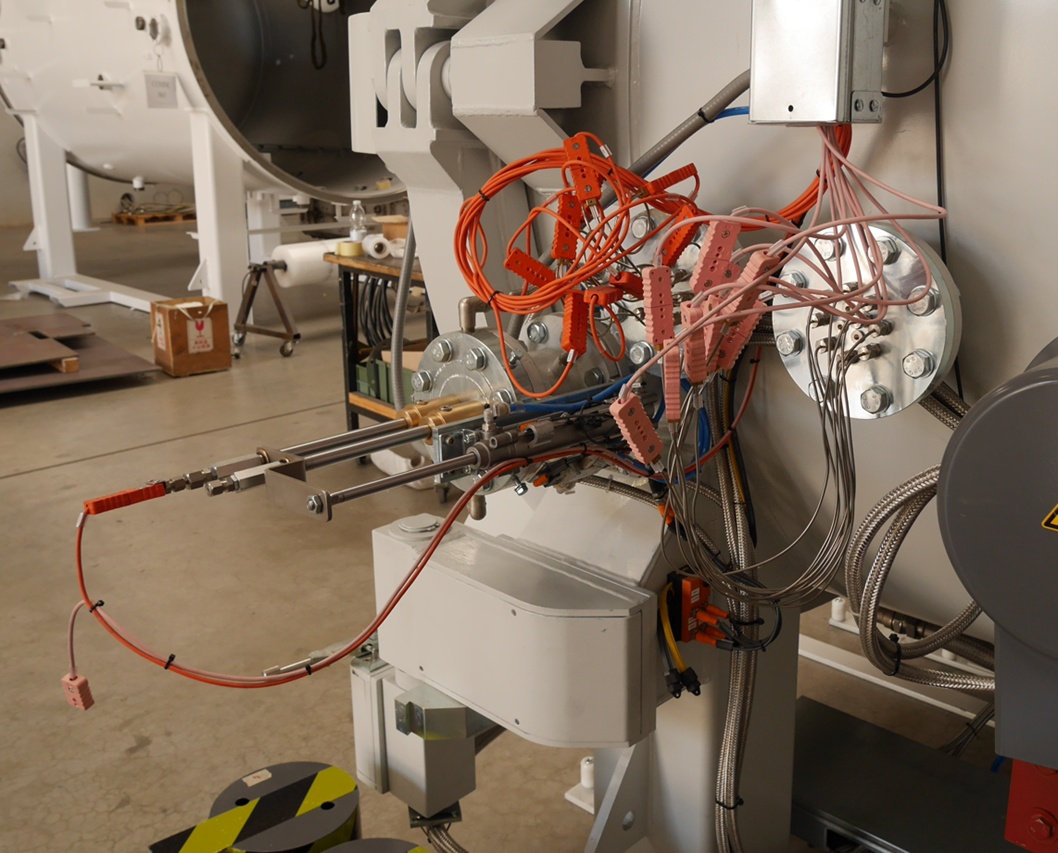
Fig. 7 –TAV vacuum furnace with automatic TUS (Variant 4)
Fig. 8 – Connecting thermocouples for automatic TUS
What to say in conclusion? The economic advantage of the automatic TUS is clear from Fig. 9. For all variants with the number of furnaces from 1 to 10, it is the best cost, regardless of the initial higher investment. Quite striking is the time savings for measurement, its reliability and repeatability, and above all lower demands on operating personnel.
A huge advantage is that TUS is available to us at any time when we ask for it. We don’t have to wait for an external company to have time, we don’t have to wait for a metrologist to come to work.
Applications can be found anywhere, e.g. in the aerospace industry, but especially where I need a perfect calibrated furnace, but my field of business lies somewhere else. This is a typical situation in R&D, where I need to develop, I have scientific capacity, but I don’t have, and never will be, a metrologist for one furnace. Similarly, in additive technologies. I have to take care mainly of printers, powders, programs for printing, for post-processes, but I need a furnace in a perfectly calibrated condition.
For the most demanding applications, where every degree Celsius counts, I can even do TUS in this way completely painlessly before each subsequent development process, to be sure that the temperatures I want to verify on the material are the actual temperatures. I consider this to be an invaluable advantage, because if I print a part for 1 week, I can easily destroy it in the post-process just because the temperatures in the furnace will have undefined variations.
Today, AMS 2750 is about converting from analog data to digital data. All the established standards then tell me how often I should verify this data. But they also say that if we don’t do it, we must not produce or research. There is simply no way around it today.
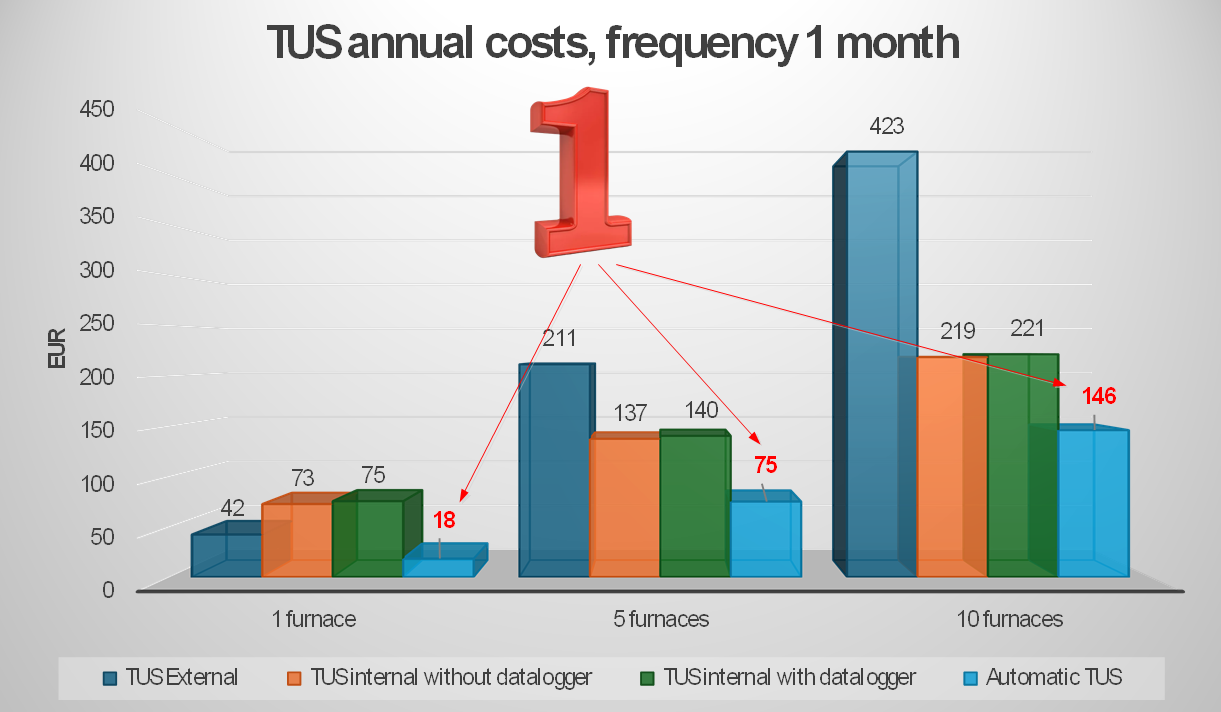
Fig. 9 – Comparison of individual variants 1 to 4 for different number of furnaces
Does it have any disadvantages? Yes, we also have 9 piston rods connected to the furnace, and therefore 9 new points where leaks can occur. It is known that any passage into the device, designed to seal sliding or rotational movement, is a potential source of leakage. But this may not be an obstacle, it is technically solved, we will only have to follow the rules for working with vacuum devices.
And the possibility of use? The Artemis II mission is an example where validation of the vacuum furnace through TUS and SAT of each process should be a natural part of astronaut safety.
https://www.heattreattoday.com/heat-treating-supports-aerospace-components-for-artemis-ii-mission/

=======================================================================================================
Are you solving a similar problem? I will help you with the analysis…
 40+ years of experience in the field
40+ years of experience in the field
30+ years of experience… HT-PROGRES, Bodycote, Galvamet
cooperation… VŠB, Czechimplant, ECM Technologies, TAV Vacuum Furnaces, GHC Invest
12+ years of expert activity
Want to ask for a solution or want a non-binding consultation? Click on this link, I will usually respond within 24 hours. Contact email
========================================================================================================
Jiří Stanislav, Ing. CSc.
Consultant and forensic expert
========================================================================================================
9/04/2026