Requirements for vacuum furnaces operating in Nadca 207 mode for die casting dies

Manufacturers of die casting dies should follow certain procedures under Nadca 207 to provide certain guarantees for their service life. In addition, they need a heat treater as their partner, which will also provide these procedures, and at the same time process the parts optimally for them. The dies manufacturer should therefore select a heat treatment plant to meet his requirements, with the processing price being the last parameter to be checked.
So how to choose a heat treatment partner for hardening die casting dies? What are the requirements for such a partner and his equipment, and how can the tool shop control these tempering plants?
In the first step, it is necessary to realize the importance of the furnace equipment. In order for a vacuum furnace to harden in Nadca 207 mode, it must meet the following criteria:
- It must be able to cool at a rate of at least 28 °C/min
- Must be controlled by a programmable system to control the process with multiple thermocouples [(Tp (furnace), Ts (surface) and Tc (core)]
- It must be able to work with isothermal hold, controlled by the thermocouple Ts and Tc
- Must be able to print process data in graph form. It must be archived for at least 7 years
- Must be able to create a process record in legible form, which must show the curves of the heating cycle, including all steps, the austenitization period and the entire cooling period up to 150 °C per Tc
- It must be validated according to AMS 2750F, its release is conditioned by a valid TUS and SAT
- It must work with such an atmosphere that the surface of the parts cannot be decarburized or oxidized
It is crucial that the heat treatment supplier proves that the furnace is “released” for the process. The term “released” means that all necessary calibrations are valid, in the case of hardening of die casting dies, i.e., TUS (Temperature Uniformity Survey), and SAT (System Accuracy Test) are done in accordance with AMS 2750F.
If we translate it into human language, it means that the heat treater can guarantee that the set furnace temperature is also the actual temperature. Just because Nadca 207 determines only one temperature for each approved steel, without any tolerance band. Therefore, if we harden e.g., DIEVAR, we must be sure that the required temperature of 1010 °C is not only set on the programmer, but is also the actual temperature in the furnace within its tolerance field.
Therefore, in order for everything to be OK on the furnace, the heat treater must periodically perform TUS, which is basically a measurement of the uniformity of the temperature field in the furnace in the working space. If, for example, this working space has the classic dimensions of 600 x 900 x 600 mm, then the temperature field is measured by 9 thermocouples according to Figure 1, 8 of which are located in the corners of the working space and the ninth in the middle of an imaginary test body. The measurement is performed at pre-specified temperatures, corresponding to the normal operation of the furnace. The result must correspond to the furnace class over the entire operating temperature range, usually from 500 °C to 1200 °C. The recommended measurement period of TUS is once a month, or a maximum of once a quarter.
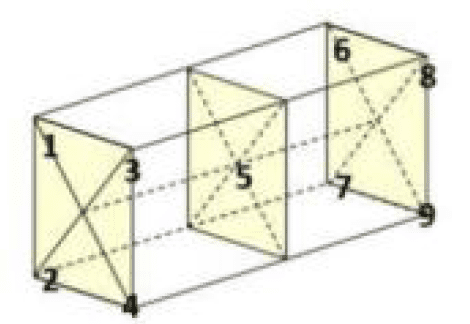
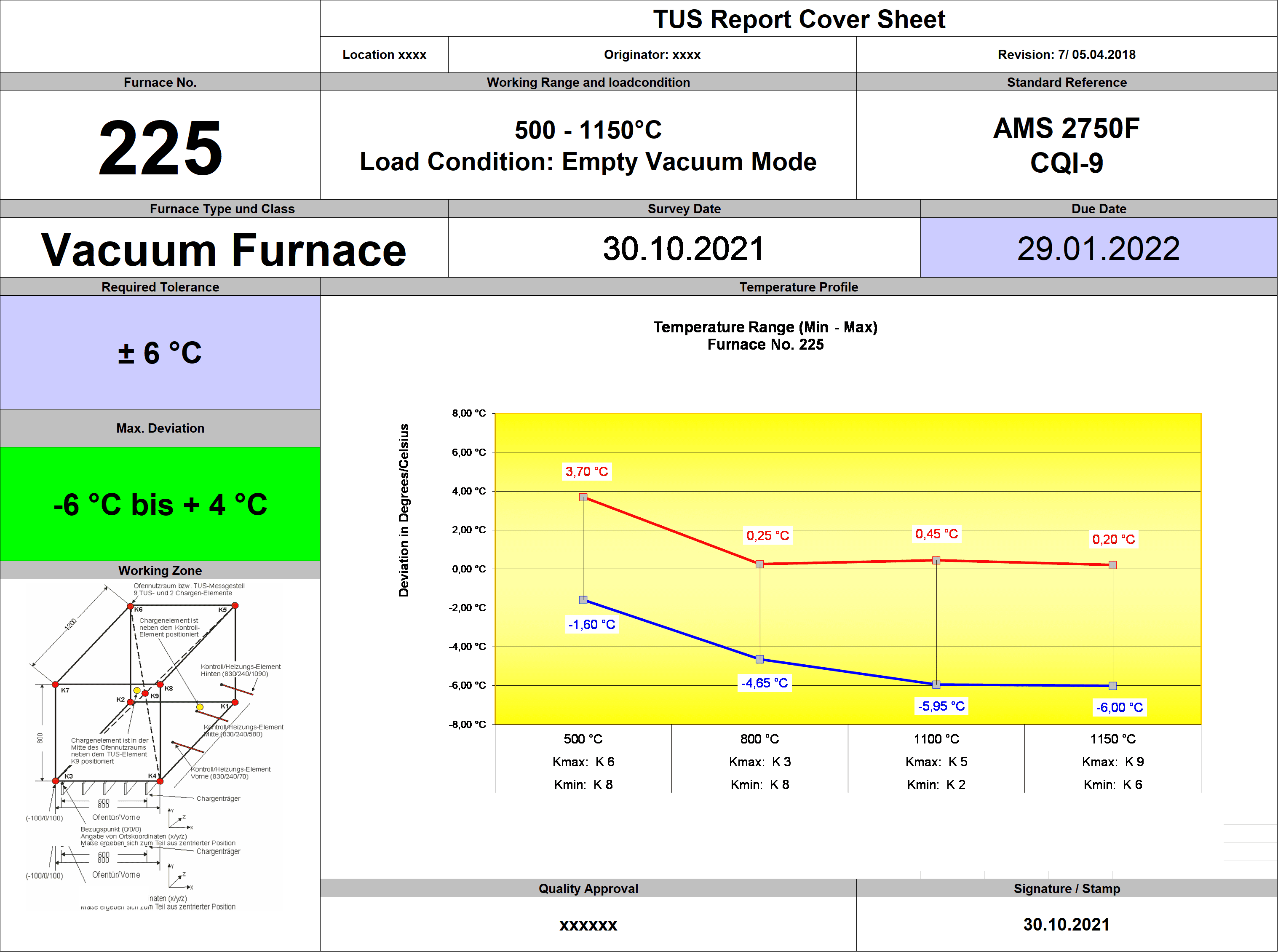
Fig. 1 – Measured space of a vacuum furnace with 9 thermocouples according to AMS 2750F
Fig. 2 – TUS report according to AMS 2750 F
TUS is therefore a basic precondition for the dies to be evenly heated in the furnace with a temperature tolerance according to the furnace class, in our case +/- 6 °C. However, the dies themselves will be heated with the same tolerance. In the above example with Dievar, it will then be true that even if the set temperature is 1010 ° C, the actual temperature may be 1004 °C to 1016 °C.
However, we still have not solved the problem of whether the set temperature of 1010 °C is also the actual temperature. This problem is solved only by the so-called SAT. SAT according to AMS 2750F is a test in which, using another, independent, calibrated thermocouple, the measured temperature is compared with the control thermocouple, including the entire temperature chain, and the temperature correction for individual temperature ranges is determined.
The periodicity of SAT is significantly shorter than that of TUS, it is usually recommended to perform it once every 2 weeks, maximum once a month, and with any replacement of any thermocouple, measuring instrument, etc.
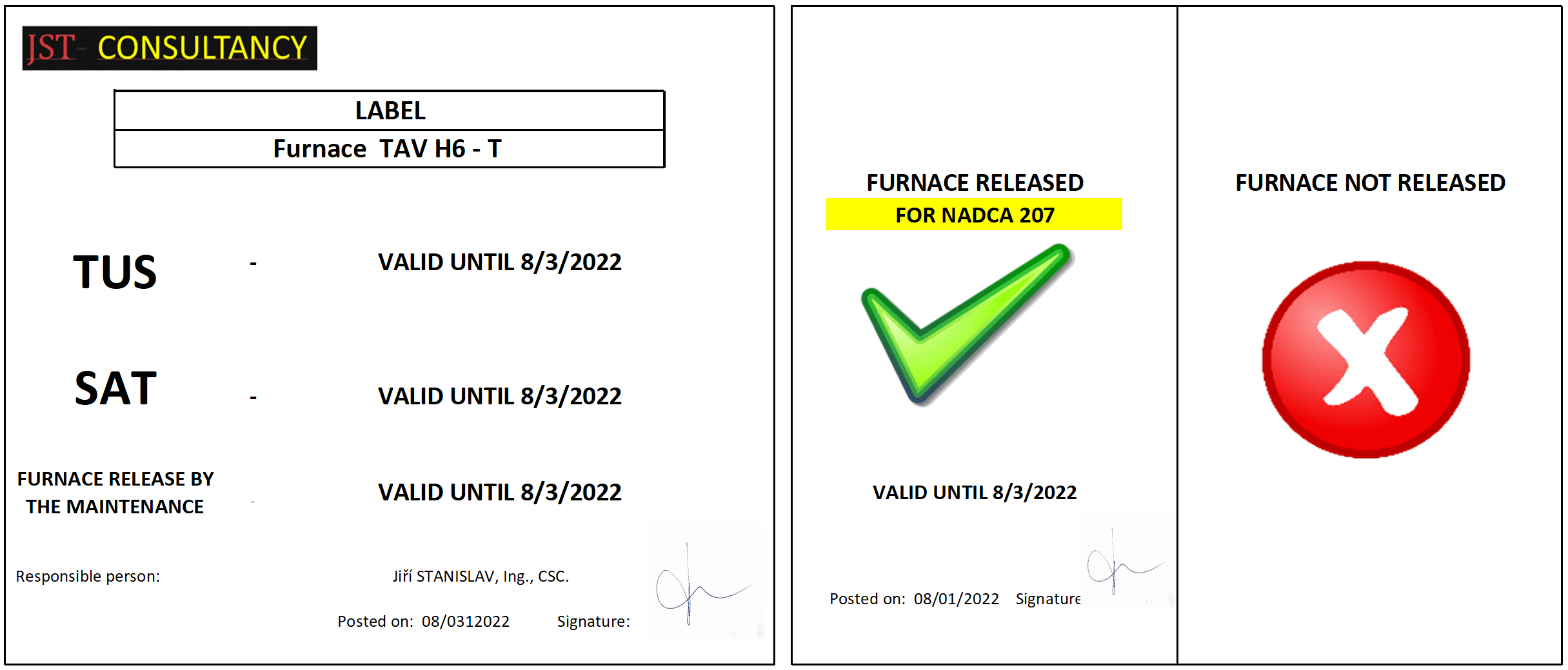
Fig. 3 – Example of marking released furnace
And how does the tool shop know? The difference between the heat treatment plants can be seen at first sight. The heat treatament plant, which works according to AMS2750F, has completed all the necessary process steps, and a record of them is visibly posted on the furnace. Therefore, anyone who approaches the furnace in the shop must see at a glance that the furnace is released and as long as this release is valid.
There are only a few heat treaters on the market that approach this problem systematically. They are not pushed by anything unless they happen to work for the aviation industry. Nadca 207 is not a mandatory standard, and its adoption is at the free, for heat treater, tool shop and the die casting foundry. And because the furnace validation process costs money and time, there must be perfectly trained maintenance personnel, then for economic reasons, the furnaces do not lead to strict adherence to the furnace validation procedures according to AMS 2750F.
One way is customer audits, which the tool shop in the heat treatment plant will carry out, putting pressure on the heat treater to improve its furnace control system. He has a right do it, I would even say an obligation, if he wants to produce dies of the highest quality. But because its understanding of the AMS 2750F is usually small, he often doesn’t even know the contents of the Nadca 207, even though she makes die casting dies, he has nothing to ask. The CQI-9 self-audit system can be a good guide for this inquiry, but even that does not give very good guidance for tool shops, because it is in English and deals with a completely different issue than the production of molds.
How to get out of it? At present, the private Galvamet heat treatment plant from Vsetín is trying to make a significant impact on this segment. Above all, its new investment in the hardening and tempering furnace TAV Vacuum, Italy, is one of the best that can be bought on the market. The furnaces are already fully equipped not only for work for the aerospace industry, but also for hardening according to Nadca 207. Since Galvamet works with Nadcap certificate, it is unthinkable for vacuum furnaces not to go through the process of “release” to production according to AMS 2750F, it brings together two huge benefits. Control system for the process of hardening and tempering of die casting dies, and at the same time certification of the furnace according to AMS 2750F as an integral part of the Nadcap certificate.

Fig. 4 – A set of new TAV Vacuum furnaces, installed in the Galvamet
Thus, a new player in the market of heat treatment of die casting dies in CZ and SK is born here, with top technical equipment and at the same time with a quality management system at the highest possible level. It is therefore a huge chance for tool manufacturers to take advantage of this situation and ensure top-notch processing of their mold parts according to all Nadca207 rules.
2nd of October, 2021
Jirka Stanislav