Požadavky na vakuové pece pracující v režimu Nadca 207 na formy pro tlakové lití

Výrobci forem pro tlakové lití, pokud mají dávat určité záruky na jejich životnost, by měli dodržovat určité postupy dle Nadca 207. Kromě toho ale k sobě potřebují za partnera kalírnu, která tyto postupy rovněž zajistí, a současně jim díly forem i optimálně zpracuje. Výrobce forem by měl tedy provést výběr kalírny, která by jeho požadavky naplnila, přičemž cena za zpracování je ten poslední parametr, který by měl být kontrolován.
Jak tedy kalírnu vybrat pro kalení vložek na tlakové lití? Jaké jsou nároky na takového partnera a jeho vybavení, a jak může nástrojárna tyto kalírny kontrolovat?
V prvním kroku je nutno si uvědomit významnost vybavení kalírny. Aby vakuová pec mohla kalit v režimu Nadca 207, musí splňovat následující kritéria:
- Musí být schopna ochlazovat rychlostí minimálně 28 °C/min
- Musí být řízena programovatelným systémem, umožňující kontrolu procesu s více termočlánky [(Tp (pec), Ts (povrch) a Tc (jádro)]
- Musí umět izotermickou prodlevu, řízenou od termočlánku Ts a Tc
- Musí být schopna vytisknout data o procesu ve formě grafu. Ten musí být archivován minimálně 7 let
- Musí být schopna vytvořit záznam z procesu v čitelné formě, který musí ukazovat průběh cyklu ohřevu včetně všech prodlev, periodu austenitizace a celou periodu ochlazování až do 150 °C na Tc
- Musí být validovaná dle AMS 2750F, její uvolnění je podmíněno platným TUS a SAT
- Musí pracovat s takovou atmosférou, aby nemohlo dojít k oduhličení povrchu dílů, ani k jejich oxidaci
Zcela zásadní je, aby dodavatel tepelného zpracování prokázal, že pec je pro daný proces „uvolněná“. Výraz „uvolněná“ znamená, že má platné všechny potřebné kalibrace, v případě kalení dílů pro tlakové lití tedy TUS (Temperature Uniformity Survey), a SAT (System Accuracy Test) v souladu s AMS 2750F.
Pokud to přeložíme do lidské řeči, znamená to, že kalírna může garantovat, že nastavená teplota pece je i teplotou skutečnou. Už proto, že Nadca 207 pro každou schválenou ocel určuje pouze jednu teplotu, bez jakéhokoliv tolerančního pásma. Pokud tedy budeme kalit např. DIEVAR, musíme si být jisti, že požadovaná teplota 1010 °C je nejenom nastavena na programátoru, je ale i teplotou skutečnou v peci v rámci jejího tolerančního pole.
Aby tedy vše bylo na peci v pořádku, kalírna musí provádět periodicky TUS, což je v podstatě měření rovnoměrnosti teplotního pole v peci v pracovním prostoru. Je-li např. tento pracovní prostor o klasickém rozměru 600 x 900 x 600 mm, pak teplotní pole se měří 9-ti termočlánky dle obrázku č. 1, kdy 8 jich je umístěno v rozích pracovního prostoru a devátý pak uprostřed pomyslného testovacího tělesa. Měření se provádí na předem specifikovaných teplotách, odpovídajících běžné práci pece. Výsledek musí odpovídat třídě pece v celém rozsahu pracovních teplot, obvykle od 500 °C do 1200 °C. Doporučená perioda proměření TUS je 1x za měsíc, resp., maximálně 1x za čtvrtletí.
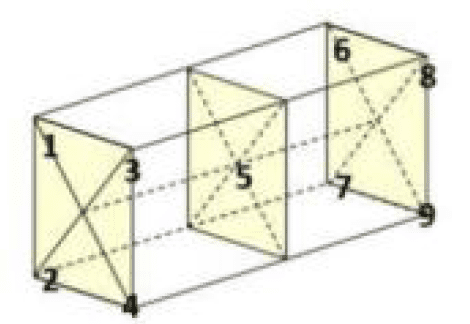
Obr.č. 1 – Měřený prostor vakuové pece s 9-ti termočlánky dle AMS 2750F
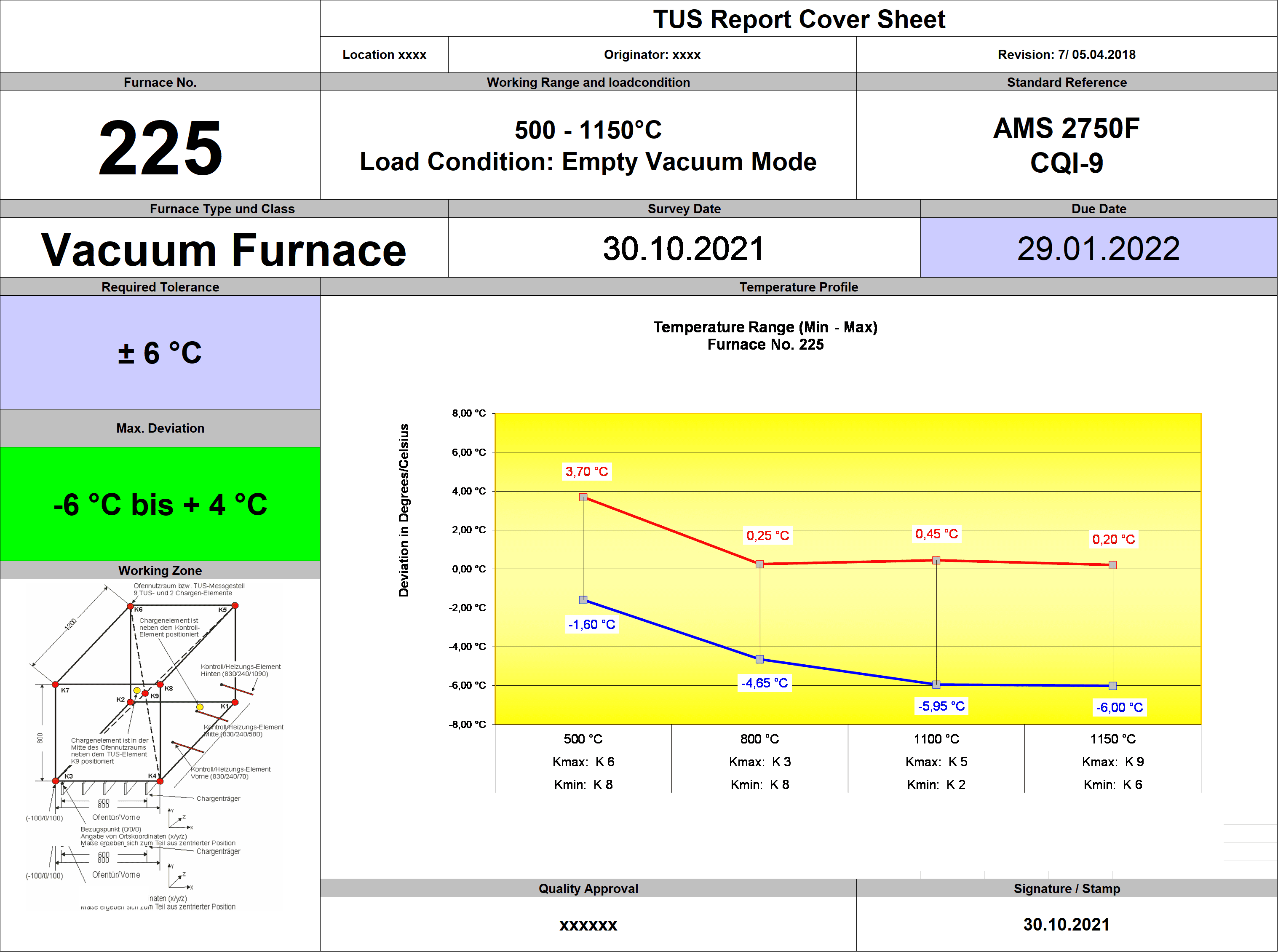
Obr.č. 2 – TUS report dle AMS 2750 F
TUS je tedy základní předpoklad proto, aby tvarová vložka formy byla v peci rovnoměrně ohřáta s tolerancí teploty podle třídy pece, v našem případě +/- 6 °C. Se stejnou tolerancí ale budou ohřáty i vlastní tvarové díly forem. U výše uvedeného příkladu s Dievarem pak bude platit, že i když nastavená teplota bude 1010 °C, skutečná pak může být 1004 °C až 1016 °C.
Stále ale nemáme vyřešen problém, jestli nastavená teplota 1010 °C je i teplotou skutečnou. Tento problém řeší teprve tzv. SAT. SAT dle AMS 2750F je test, kdy pomocí dalšího, nezávislého, kalibrovaného termočlánku, se porovná takto naměřená teplota s termočlánkem řídícím, včetně celého teplotního řetězce, a stanoví se korekce teploty pro jednotlivé teplotní rozsahy.
Periodicita SAT je podstatně kratší než u TUS, obvykle je doporučeno jej provádět 1x za 2 týdny, maximálně 1x za měsíc, a při jakékoliv výměně kteréhokoliv termočlánku, měřícího přístroje apod.
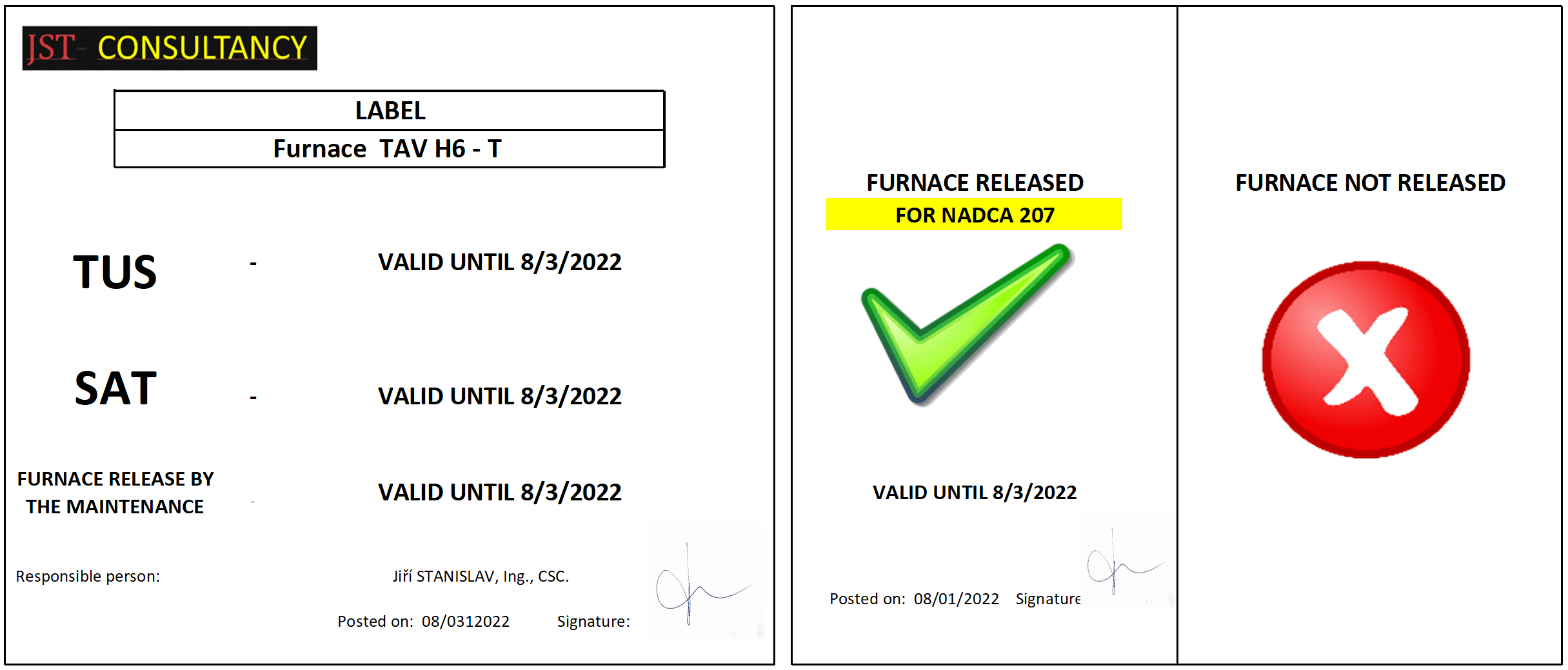
Obr.č. 3 – Příklad označení uvolněné pece
A jak to nástrojárna pozná? Rozdíl mezi kalírnami je totiž vidět na první pohled. Kalírna, která pracuje dle AMS2750F, má splněny všechny nutné procesní kroky, a záznam o nich je viditelně vyvěšen na peci. Každý tedy, kdo k peci v kalírně přistoupí, musí na první pohled vidět, že pec je uvolněná a dokdy platí toto uvolnění.
Z nabídky na trhu je jen několik kalíren, které k tomuto problému přistupují systematicky. Nic je totiž netlačí, pokud náhodou nepracují pro letecký průmysl. Nadca 207 není totiž závaznou normou, a její přijetí je na svobodné vůli jak kalírny, nástrojárny, tak i tlakové slévárny. A protože proces validace pecí stojí peníze a čas, musí k tomu být i perfektně vyškolený personál údržby, pak ekonomické důvody nevedou kalírny ke striktnímu dodržování procedur validace pecí dle AMS 2750F.
Určitou cestou jsou zákaznické audity, které si nástrojárna v kalírně provede, a vyvine tak tlak na kalírnu, aby svůj systém řízení pecí zlepšila. Má na to právo, dokonce bych řekl, že i povinnost, pokud chce vyrábět formy nejvyšší kvality. Protože ale obvykle její porozumění problematice AMS 2750F je malé, velice často nezná ani obsah Nadca 207, i když vyrábí formy na tlakové lití, nemá se na co ptát. Dobrým návodem pro toto dotazování může být systém samo-auditování CQI-9, ale i ten pro nástrojárny nedává příliš dobré vodítko, protože je angličtině a zabývá se zcela jinou problematikou, než je výroba forem.
Jak z toho ven? V současné době se snaží do tohoto segmentu významně zasáhnout soukromá kalírna Galvamet ze Vsetína. Především její nová investice do kalící a popouštěcí pece TAV Vacuum, Italy, patří k tomu nejlepšímu, co na trhu lze koupit. Pece jsou již plně vybavené nejenom pro práci pro letecký průmysl, ale i pro kalení dle Nadca 207. Protože kalírna pracuje s certifikátem Nadcap, je pro ni nemyslitelné, aby vakuové pece neprošly procesem „uvolnění“ do výroby dle AMS 2750F, a proto se zde pojí dohromady dvě obrovské výhody. Systém řízení procesu kalení a popouštění tvarových vložek pro formy na tlakové lití, a současně certifikace pece dle AMS 2750F jako nedílné součásti certifikátu Nadcap.

Obr.č. 4 – Soubor nových vakuových pecí TAV Vacuum, instalovaných v kalírně Galvamet
Rodí se zde tedy nový hráč na trhu tepelného zpracování forem na tlakové lití, se špičkovým technickým vybavením a současně se systémem řízení jakosti na nejvyšší možné úrovni. Je to tedy obrovská šance pro výrobce nástrojů využít této situace a zajistit si špičkové zpracování svých dílů forem podle všech pravidel Nadca207
2. října 2021
Jirka Stanislav


{kind=link}