Mega nebo Giga Die Casting

After visiting Thermprocess 2023 in Dusseldorf, I was left a little scared. At the Chinese company Fulcrum-HSS, I found a mention of the 14th five-year plan of the Chinese government for the development of Industry 4.0. One of the targets are vacuum furnaces adapted from 2 tons of charge to 10 tons for hardening die casting tools for the GIGA PRESS. The reason is obvious, the cars will consist mainly of castings, with a new concept of the automotive platform, where we will replace dozens of components with a single casting. Tesla has already taken this path with its GIGA PRESS with a clamping force of 9,000 tons, with a product weight of up to 285 kg, and with a die size of up to 2.6 x 2.6 m. The machines are truly gigantic. Soon, however, VW or VOLVO were to follow.

Do you find it unbelievable too? But what about die casting dies? We have to ask ourselves two questions. In what to heat treat it, and how to heat treat it. The Chinese five-year plan answers the first one. Furnaces for these applications will be as gigantic as the GIGA PRESS. But where is the limit of this giganticity?

The clamping plate for the 2.6 x 2.6 m die shows that the die, if designed correctly, can be split in 4 inserts, each 1000 x 1000 mm in size.
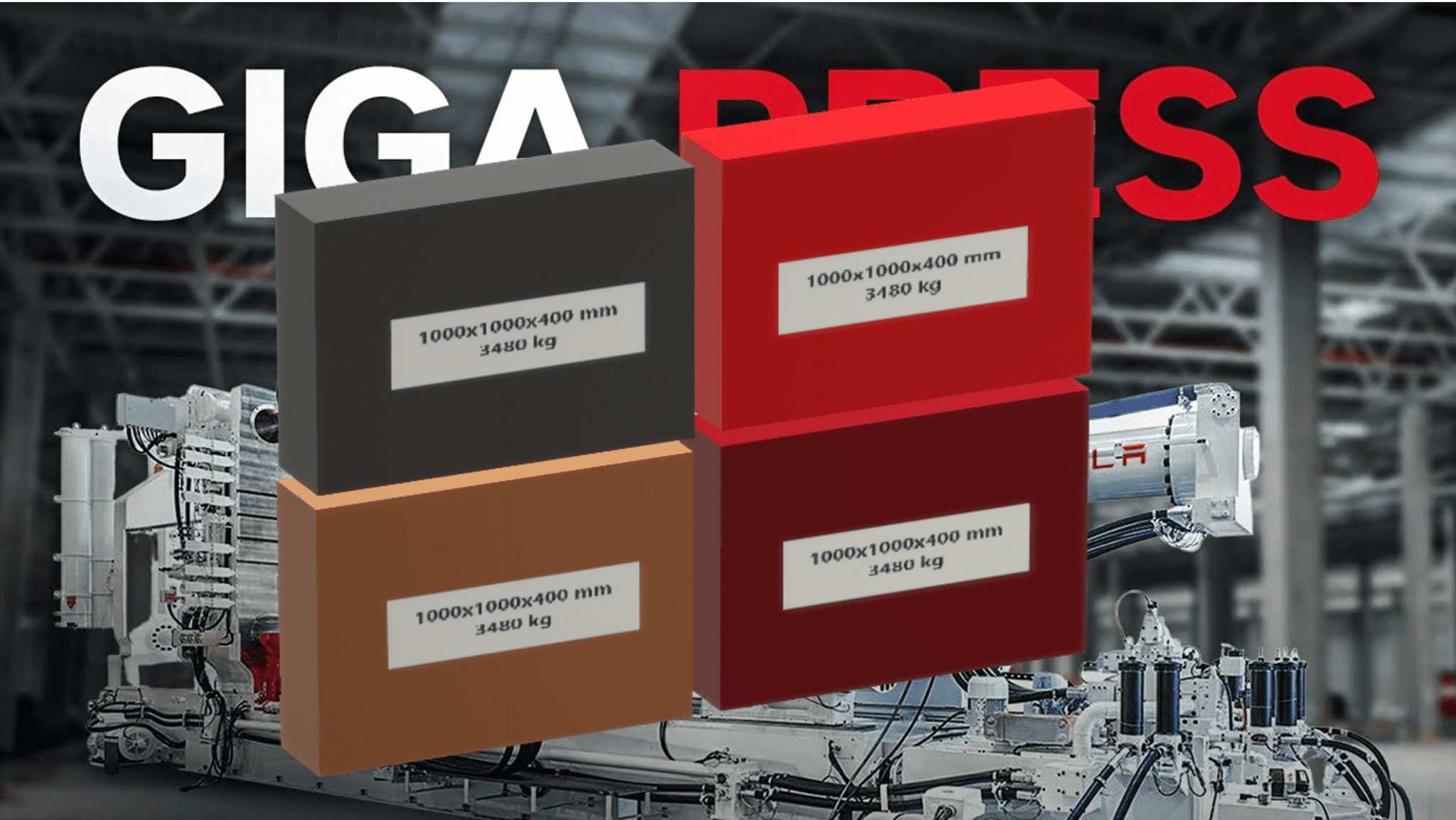
But can we heat treat inserts measuring 1000 x 1000 mm? And if so, how and from what steel grade?
I have prepared such a simplified model, where such large die inserts of 1000 x 1000 m will have a third dimension of 200, 300, 400 and 500 mm. A block with a thickness of 200 mm will have a weight of 1,740 kg, at 300 mm 2,610 kg, a plate with a thickness of 400 mm 3,480 kg and for 500 mm then 4,350 kg. Is it MEGA or GIGA? Hard to say. In any case, we do not have such furnaces in CZ, and for this reason we will not participate in this type of car production either with the production of tools or heat treatment. Even if we had these ovens, it would not be easy.
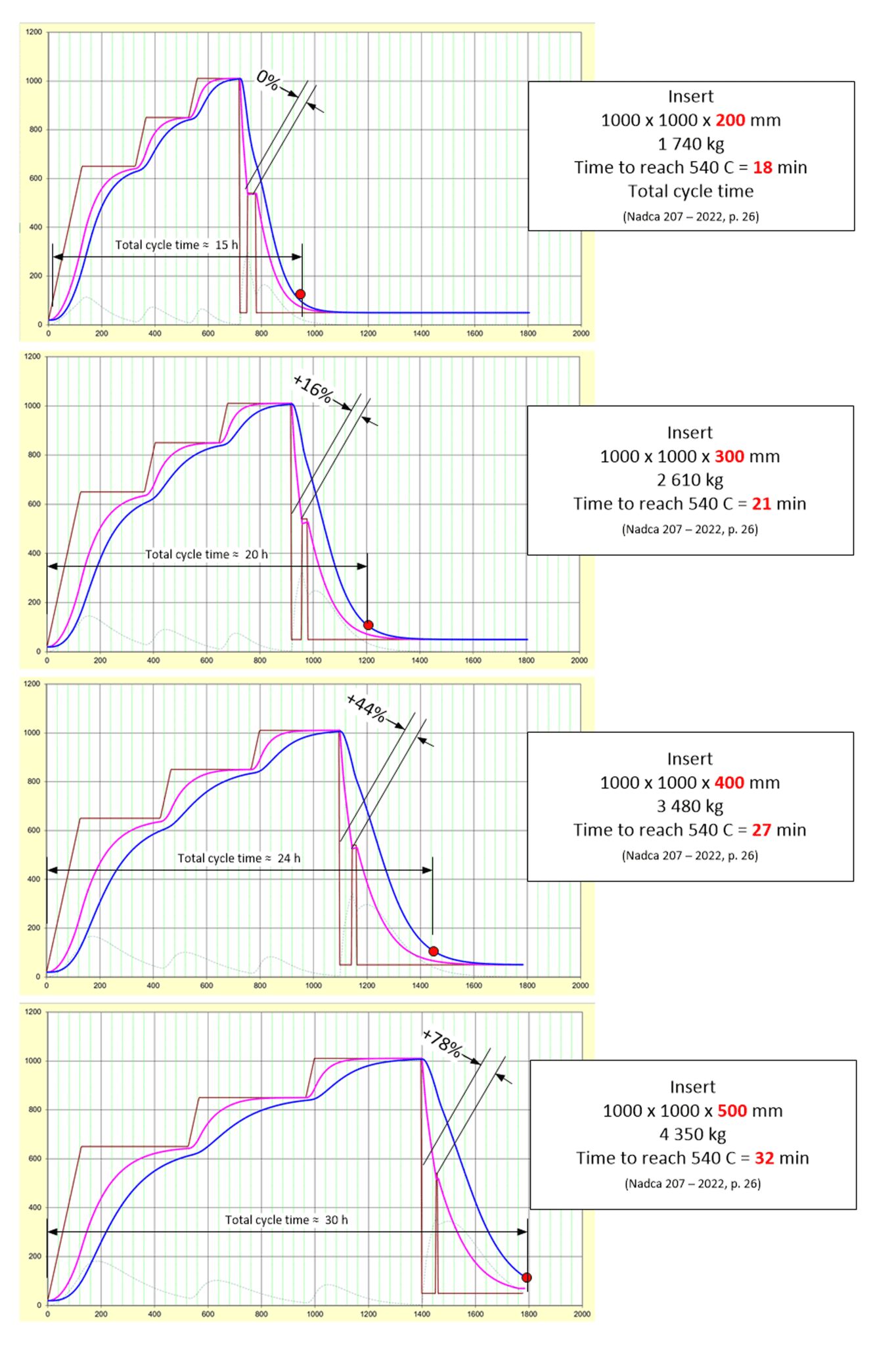
The result is in this picture. Even with a block thickness of 200 mm, we are able to achieve a cooling rate of 28 C/min at an overpressure of 10 bar, or the temperature of 540 C is reached in 18 min when cooling from the austenitic temperature. The insert in this case will have a weight of 1,740 kg. Even this high cooling rate does not allow us to completely miss the area of carbide precipitation in H13 steel.
Other block thicknesses will have times as shown in the picture, for a 500 mm plate we will reach 540 C at Ts in 32 minutes. If we plot these values in the CCT diagram of steel H13 and Dievar, we can see the difference in response to the capabilities of the furnace.
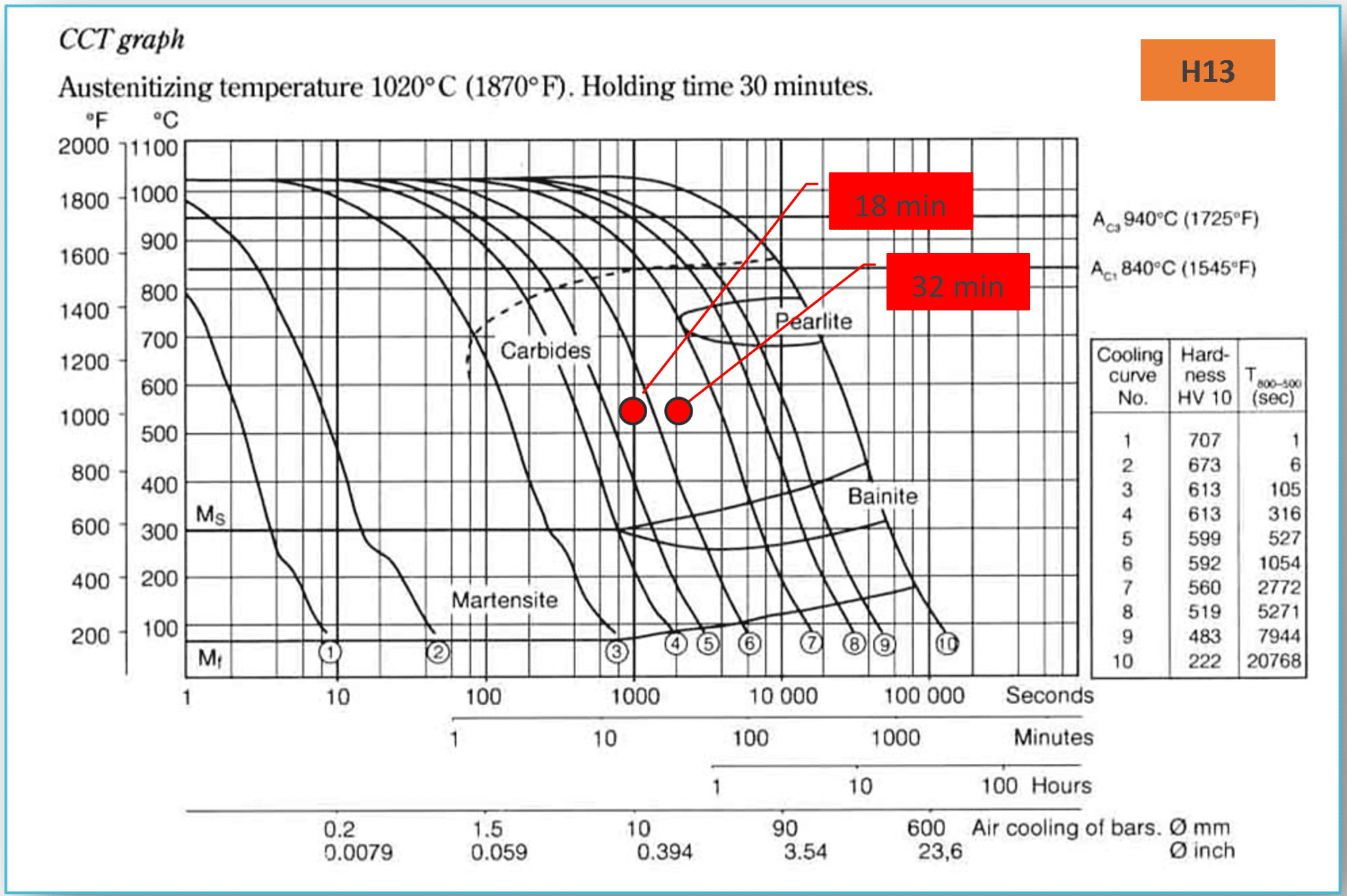
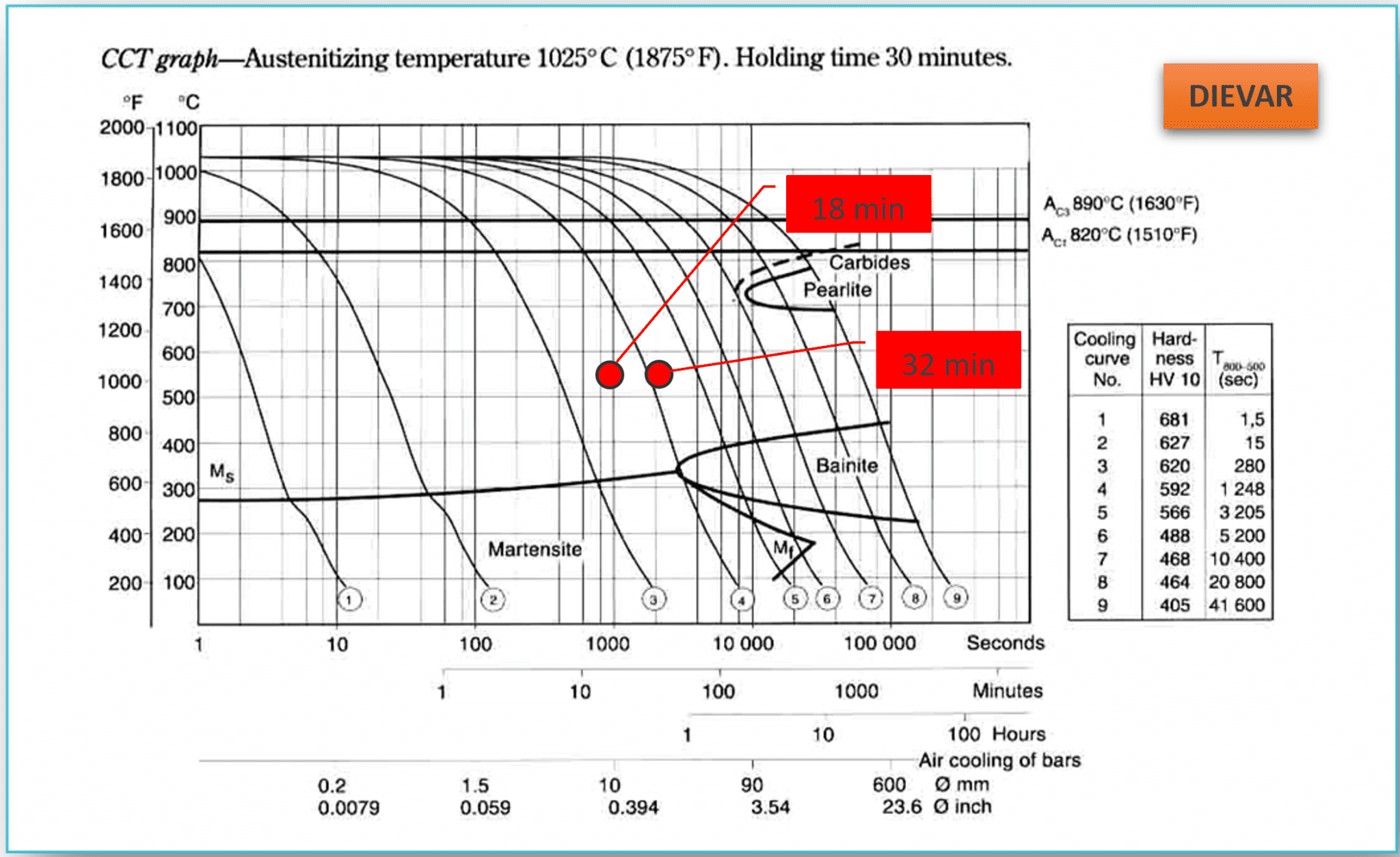
With steel H13 and block thickness of 200 mm, we will not achieve the necessary cooling rate to pass through the carbide nose and achieve fully martensitic structures. The structure will be partially bainitic.
It works out much better with the DIEVAR steel. Not only with the 200 mm thickness we miss the carbide nose, but even with the 500 mm size. And even with this body size, if we are lucky, we will reach 100% martensite, even if we move exactly on the interface of martensite and bainite.
What does this imply? Even the dies for GIGA PRESS can theoretically be hardened so that the impact strength values are within the standard according to Nadca 207 – 2022, but we must properly split the die, choose the right material with carbide nose and bainite shifted as far to the right as possible, and we must have a furnace that will be designed for a weight of up to 10 tons in order to maintain the rule that the weight of hardened parts for die casting dies should not exceed 50% of the theoretical capacity of the furnace.
The dimension of 1000 x 1000 mm alone is not an obstacle, the third dimension, the thickness of the insert will always be decisive. The fact that between a 200 mm and a 500 mm thickness there is not that much of a difference in the times to reach Ts = 540 °C is a consequence of the fact that the thermocouple Ts is always placed in the same position, i.e. to a depth of 12 to 19 mm, the hole location should be at least 1/4T x 1/4W of backside.
The main difference will be in the time of the hardening cycle. For a body 1000 x 1000 x 200 mm it will be 15 h, for a body 1000 x 1000 x 500 mm it will be 30 h. I considered the end of the cycle as prescribed in Nadca 207 – 2022, i.e. if Tc reaches a temperature of 100 °C. This should be followed by cooling in free air to Ts = 50 C (this will take several hours) and tempering.
From the above, it can be seen that if certain rules are followed, the hardening of such large inserts for GIGA PRESS is feasible. But the prerequisite is the availability of corresponding large blocks of steel in the required quality, machining centres for these dimensions, quenching furnaces up to 10 tons and 10 bars, of course, also tempering furnaces. For such large inserts, it will probably be necessary to have several test coupons, so that it is clear that the required parameters checked by impact tests have been achieved in all places of the insert.
From what we know and what we’ve done so far, it’s a step change. The question is whether we are able to implement this change in practice. Personally, I probably won’t see it again…
25. června 2023


