LPC versus oil or gas quenching

In 2003 I visited the ECM in Grenoble for the first time. My interest was to purchase equipment with LPC for Bodycote CZ, and I was choosing between ECM and ALD. Among other things, I also visited the ECM reference project at Renault Véhicules in Saint-Priest near Lyon. It involved LPC and gas hardening of the gears of the differential made of 18CrNiMo7-6 steel. At the time, the basic philosophy was that in order for gas quenching to be applied, the steel must be adapted to the application. Therefore, gradually replace materials such as 16MnCr5, 20MnCr5, etc. with the above-mentioned steel alloyed with nickel and molybdenum, with good hardenability in gas overpressure

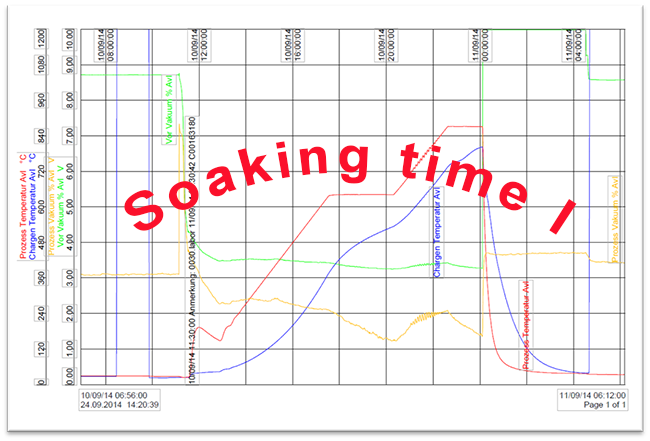
Fig. 1 – Batch for Renault
But the world has fundamentally changed in the past 20 years. What was forecast in 2003 did not come true. The reason is obvious. The more alloyed the material, the higher its price. And so instead of materials that can be hardened in a gas stream, classic case-hardened steels are still used, perhaps even to a greater extent. However, their hardenability during quenching in gas, although today it is common up to 25 bar, is limited. Even so, customers, as well as furnace suppliers, are concentrating on the possibility of bypassing oil quenching and eliminating washing after quenching. So, the question is, what are today’s limits for quenching in a gas stream.
To judge this, we have to start from ISO 683-3. These are values from the Jominy test after quenching in water. However, the assessment according to ASTM A255, DI index, ideal diameter, can also be used. If the customer has not prescribed anything, we don’t have to worry. But if the prescription has 900-1000 MPa in the core, or min. 300 HV30, or 28-32 HRc, etc., then we must be interested.
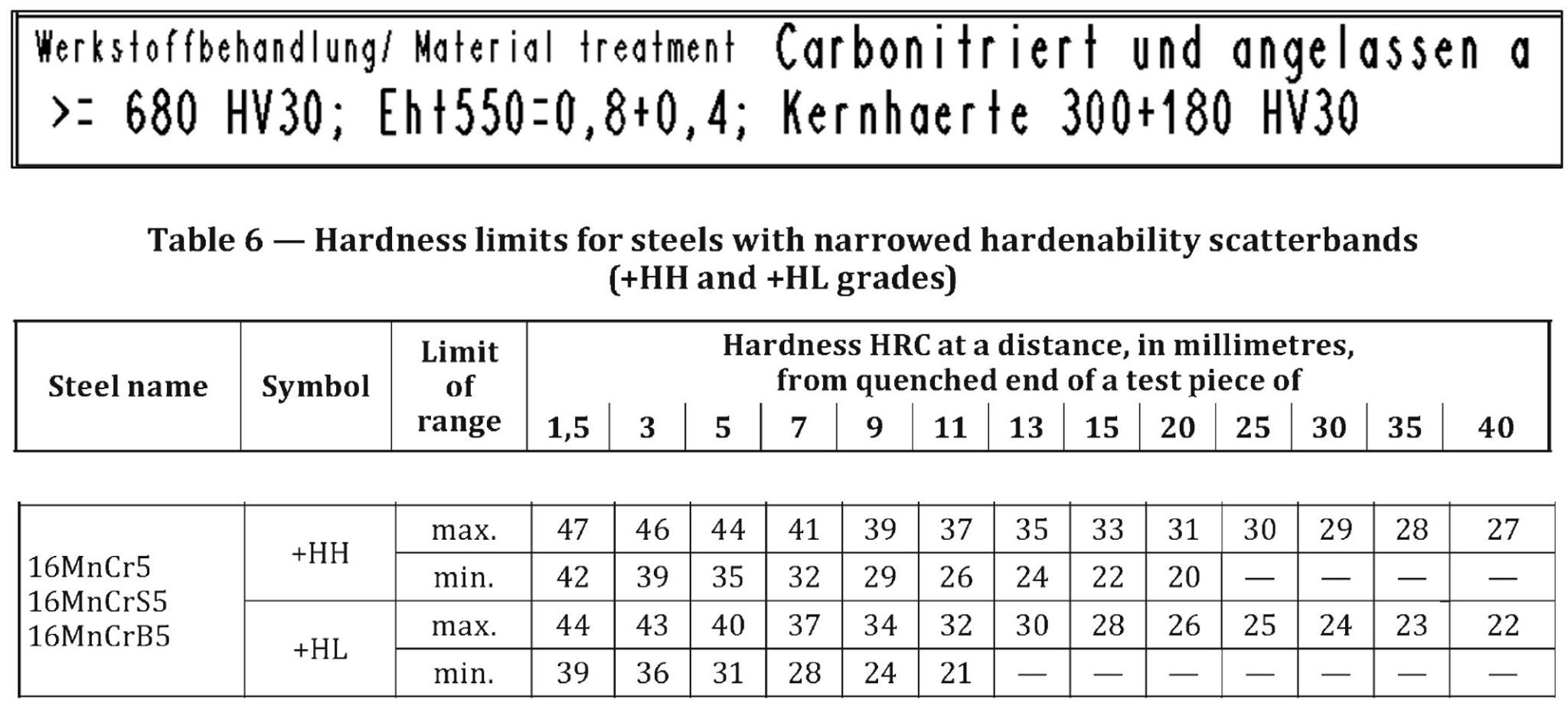
Fig. 2 – Hardenability of 16MnCr5 steel for the upper and lower band of alloying elements +HH, +HL and carbonitriding prescription
For the average chemical composition of this steel according to DIN, we get values of hardenability in water of approximately dia 40 mm, in oil 20 mm and never in air. The calculated DI value according to ASTM A255 is 1.55. Converted to mm, the dia is 38 mm.
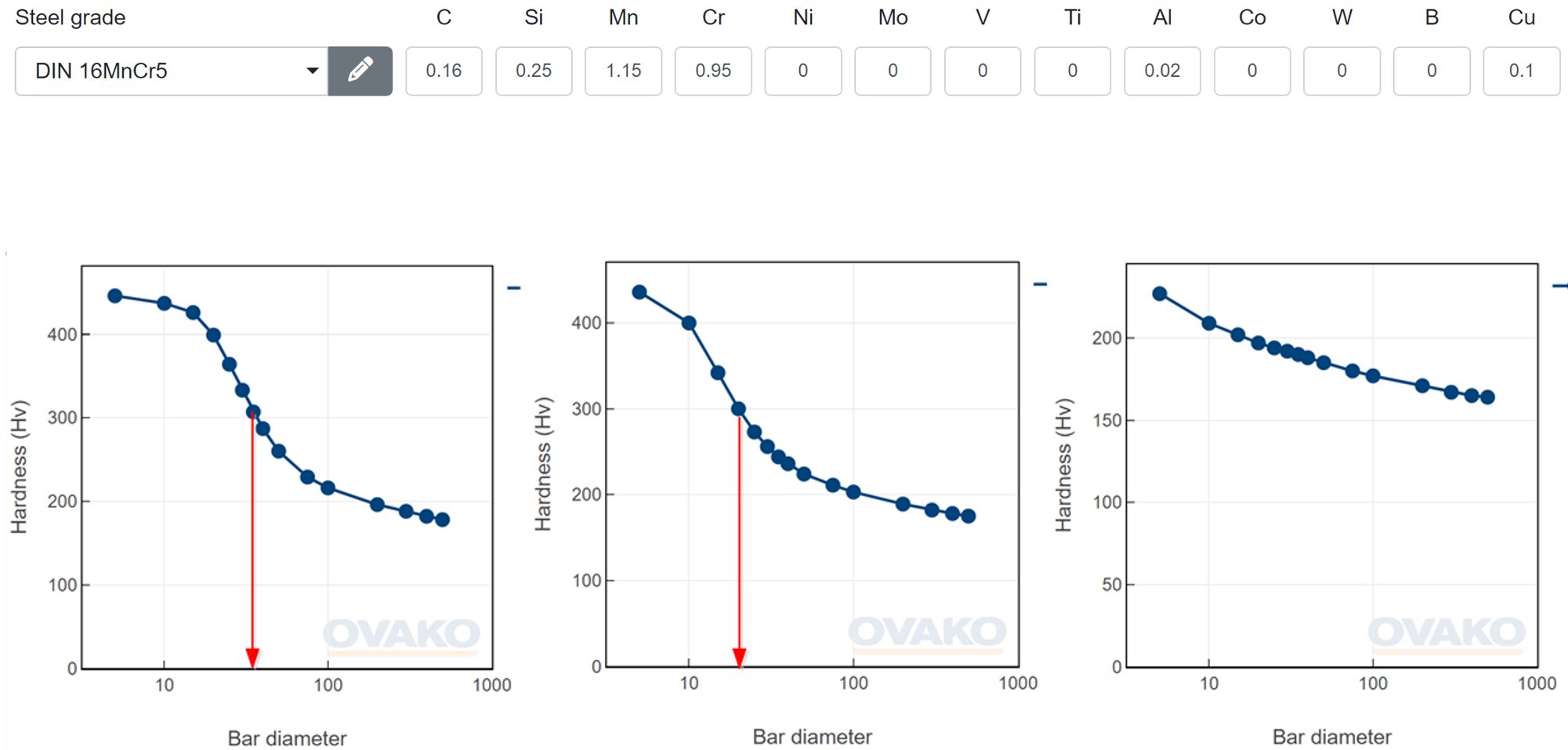
Fig. 3 – Hardness in the core of steel 16MnCr5 for medium chemical composition, after quenching in a) water, b) oil, c) in air according to Steel Navigator Ovako
But this only applies to medium values of the chemical composition of steel. If we insert Mn and Cr in minimum values, DI drops to 1.24, i.e. to 31 mm. Hardenability in water remains almost the same, but in oil we drop to 15 mm. At maximum values we have a DI of 1.96, i.e. 49 mm, into oil 30 mm and in air we are still below the required values.
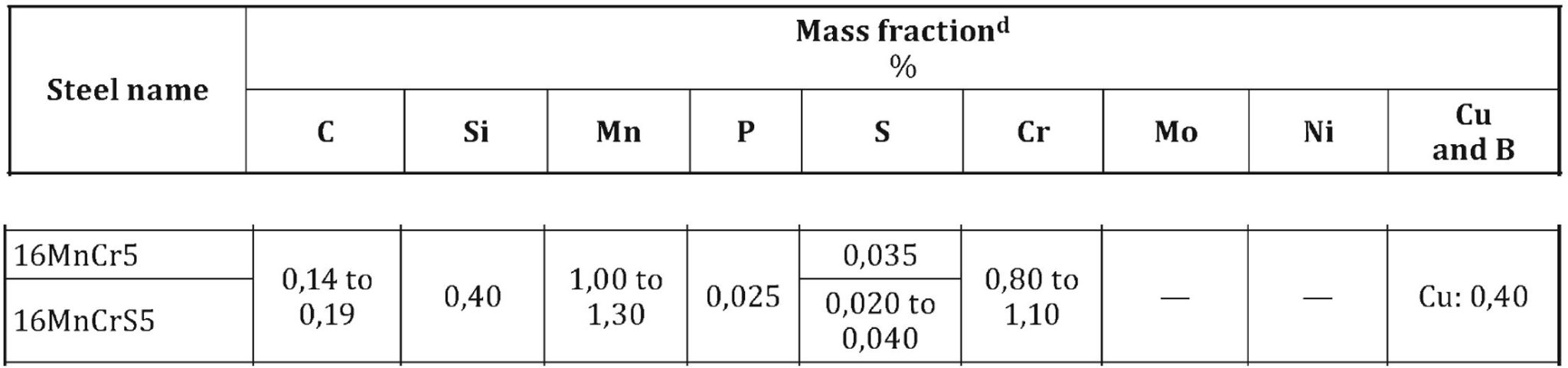
Fig. 4 – Chemical composition of the steel DIN 16 MnCr5, WN 1.7131.
But what about quenching in a gas stream? Even if we try our best, we will not reach the cooling rate of the quenching oil. We can see this in figures 5 and 6, moreover, in the curves not only for the type of gas, overpressure, but also for a single-chamber furnace, where the heating chamber must be cooled simultaneously with the charge, and for multi-chamber systems where we quench in the cold chamber.
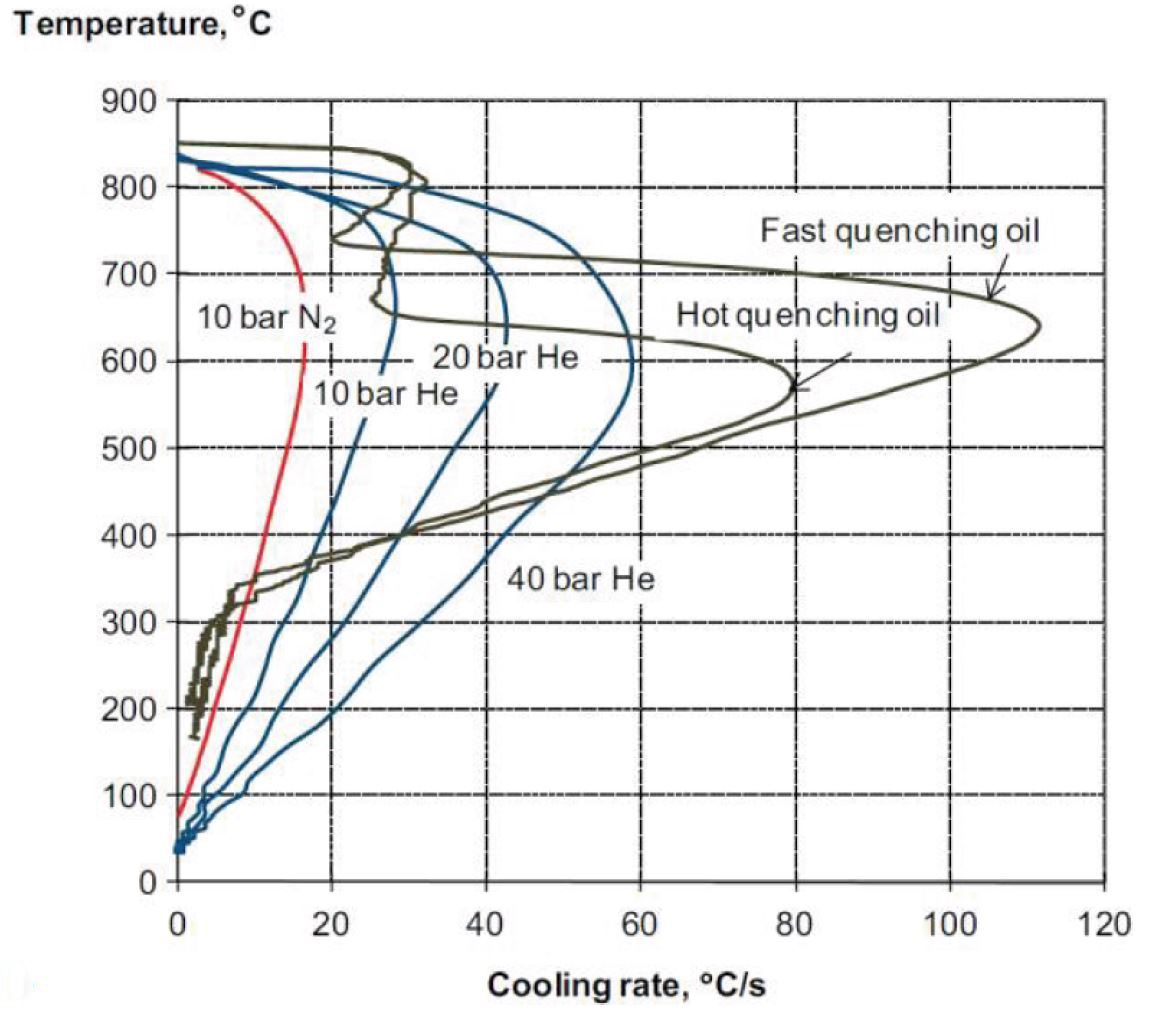
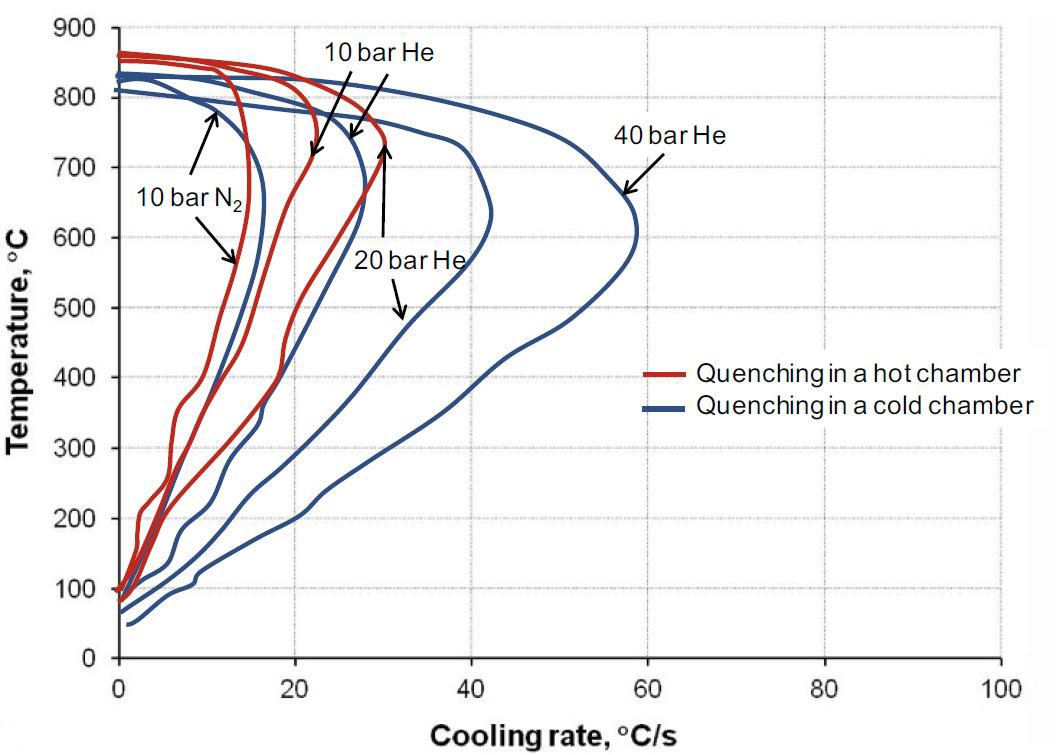
Fig. 5 – Cooling curves for different media according to [1]
Fig. 6 – Cooling curves in single chamber furnace and in multi-chamber with cold quench cell [1]
ALD published this feasibility analysis on the Modul Therm device in 2015. This is a device with a cold hardening chamber.
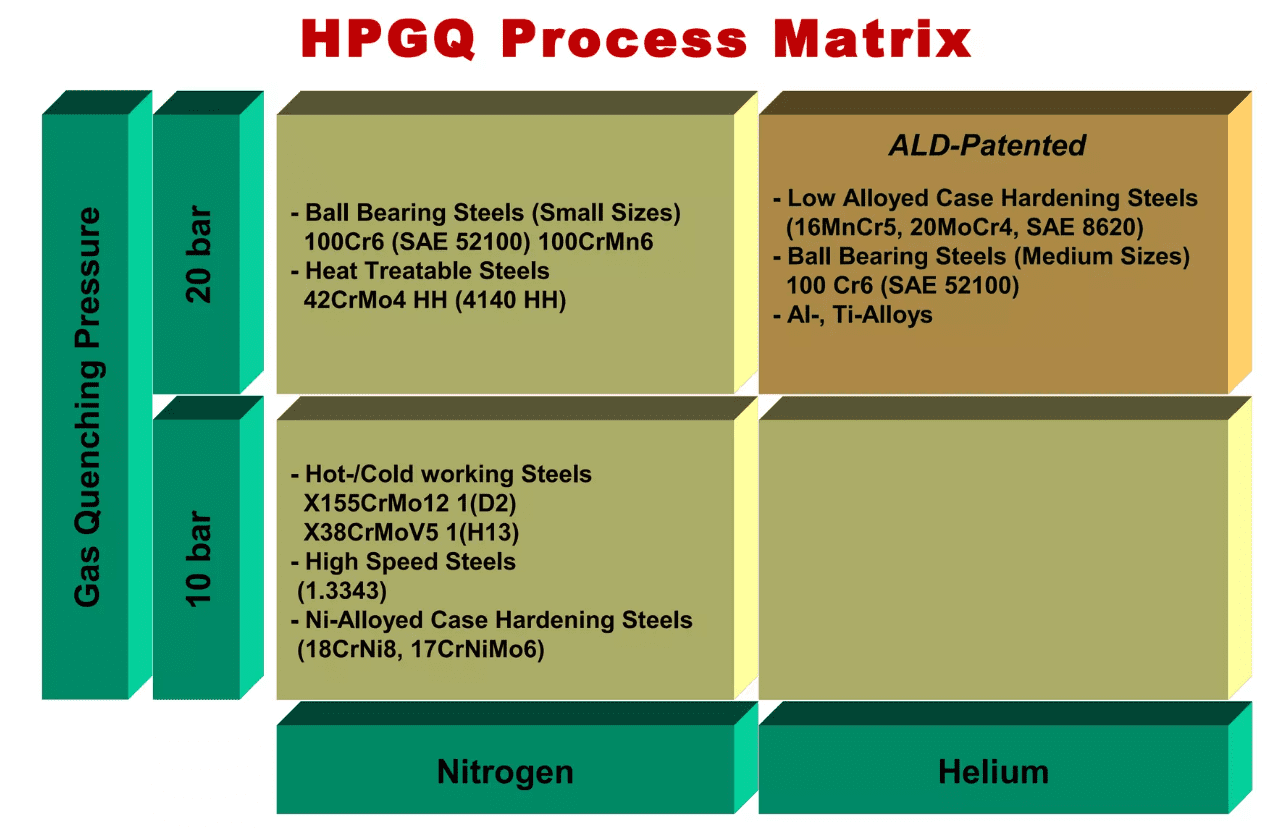
Fig. 6 – Feasibility of hardening in nitrogen and in helium for individual applications and materials [2]
Similarly, data from SecoWarwick [3] can be found. At the same time, SecoWarwick claims that at 25 bar over-pressure of nitrogen, we reach cooling rates similar to oil [4]. Increasing the quenching pressure has its limits, not only technical but also legal. E.g. in Japan, a furnace can be operated with a maximum overpressure of up to 10 bar, and this handicap can only be overcome by oil quenching. From the analysis, it can be seen that when quenching in oil, I can count on hardness in the core > 28 HRc only up to a diameter of 15 mm, and if I use quenching in helium, the results can be comparable to oil, but I will never achieve them when using nitrogen.
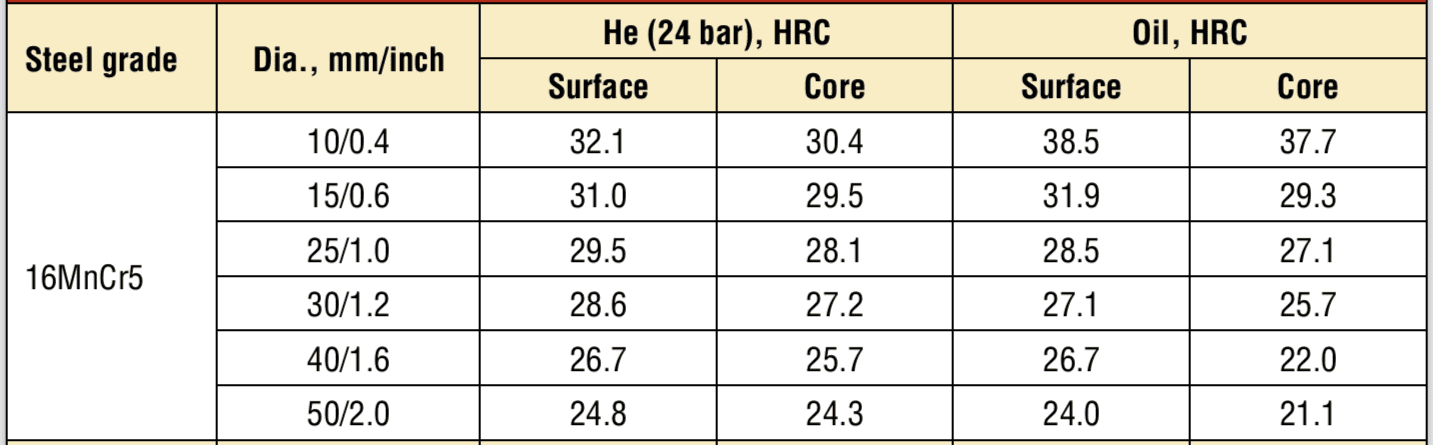
Fig. 7 – SecoWarwick analysis of hardenability of 16MnCr5 steel in 24 bar helium [3]
So, what does that mean? If I start thinking about investing in LPC in a commercial heat treatment operation, then
- Single chamber solution with LPC is a dead end. Either I have to carburize only high-alloy carburizing steels, or limit the batch size to an uneconomical amount.
- If I’m going to think about gas hardening, then I have to consider that too, because for most case hardening steels and part sizes, I’ll close the way for low-alloy case hardening steels and part cross-sections above DI according to ASTM A255.
Manufacturers of furnace equipment with LPC are also aware of these facts today, and equipment that can quench in oil is gradually increasing. The finding is simple, it is impossible to overcome the laws of physics. If the chemical composition says that the material is oil hardenable, that will be true in general, regardless of the technology. Efforts to force gases to sludge as quickly as oil have so far failed. And if so, then via helium or hydrogen.
In the first case, however, a commercial heat treatment plant will not be able to do this, even if with good He recuperation the costs are lower than using nitrogen, which we release out the window. But just as we sometimes have leaky vacuum furnaces, a leak sometimes occurs in a helium installation as well. Recharging the helium can then be fatal for a commercial heat treater.
For hydrogen, it’s even more complicated. Although it is affordable, it is still a dangerous gas. But the problem is not only in the hydrogen itself, but also in the material from which the furnace and the installation will be made. Hydrogen causes hydrogen corrosion, so there is a big question mark here, whether we will not fall into the same problems as hydrogen product pipelines, considered for the transfer of green hydrogen. Even that is a dead end with today’s state of the art.
If we don’t have a project tailored directly for hardening in a stream of nitrogen after carburizing, then the only reason to switch from atmospheric heat treatment on furnaces like Ipsen, SOLO, Codere is to switch to an ecological way of doing things, which I do non-ecologically today. Unlike classic vacuum technologies, they are emission-free. The fact that the secondary impact of this transition is a significant energy saving is just another motivation for us.
And since most of the activities on classic atmospheric furnaces are tied to quenching in oil, it makes no sense at all to think about quenching in a gas stream. And if so, there are options for hybrid devices that guarantee us perfect flexibility and readiness for all possible situations that may arise.
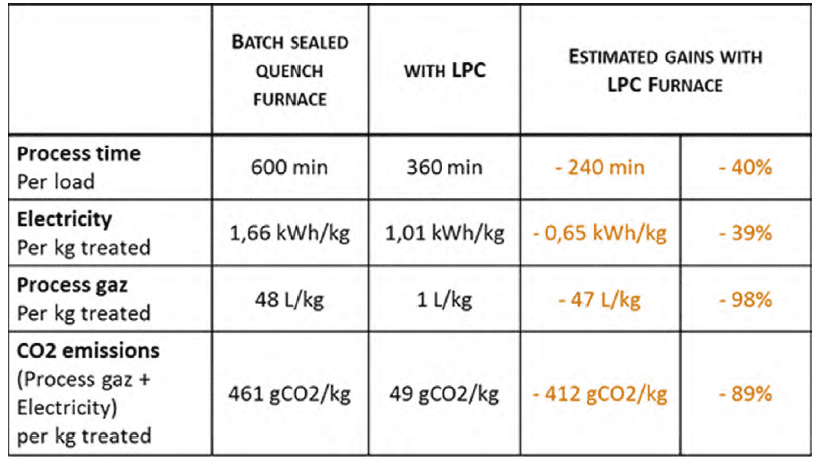
Fig. 8 – Table of typical savings when switching from atmospheres to vacuum
If we are not sure, or if we don’t have the courage to rebuild our entire heat treatment plant from scratch, we can start gradually. ECM ECO 1299 is a vacuum furnace with oil quenching, designed to fit directly into existing multipurpose furnaces. What is feasible in existing furnaces is also feasible in ECM ECO 1299.
Fig. 9 – The philosophy of replacing existing SQ furnaces with equipment ECM ECO 1299
The only disadvantage of such a replacement is that we are where we have been until now. Although we have a carbon footprint approaching zero, and we have significant energy savings, technologically we are the same. But there are hybrid systems that give us completely unimagined possibilities.
One of them is the ECM Flex system. It is designed horizontally, with a vacuum transport tunnel, and modules for carburizing, carbonitriding, and heating for quenching are connected to it. Quneching modules are either in a gas stream up to 20 bar, nitrogen or helium, or in oil. If we don’t want more, the entire internal space is under the same vacuum, the individual chambers are not separated by vacuum, but are connected.
but if we separate them from each other with a vacuum seal, then other chambers can be connected, which will be completely autonomous. E.g. a chamber for carbonitriding, for soldering, for tempering in 0.8 bar nitrogen, we can have a chamber with argon, a chamber for precipitation hardening, for recrystallization annealing of stainless steels, magnetization annealing, the possibilities are almost endless. Our existing multi-purpose furnace will therefore be extended to other applications, not feasible in the existing furnace with ENDO atmosphere. I consider this a huge advantage.
Going back to my visits to ECM in 2003, I visited just such a custom heat treatment plant. And I still remember the words of the owner. When I have carburizing, I carburize, when it has forging dies, I harden the dies, and when I have a soldering order, I can solder.
Such a device will replace not only our SQ furnaces, but also single-chamber vacuum furnaces. And since in this case I always load in a heated chamber maintain on , there will be significant energy savings here as well. Since everything takes place under one control system, I have complete workflow planning available inside and outside the furnace. In the line in fully automated operation, I can integrate other devices such as washing machines, cryo-chambers, tempering furnaces, robotic preparation of the batch or its unloading, tempering, etc.
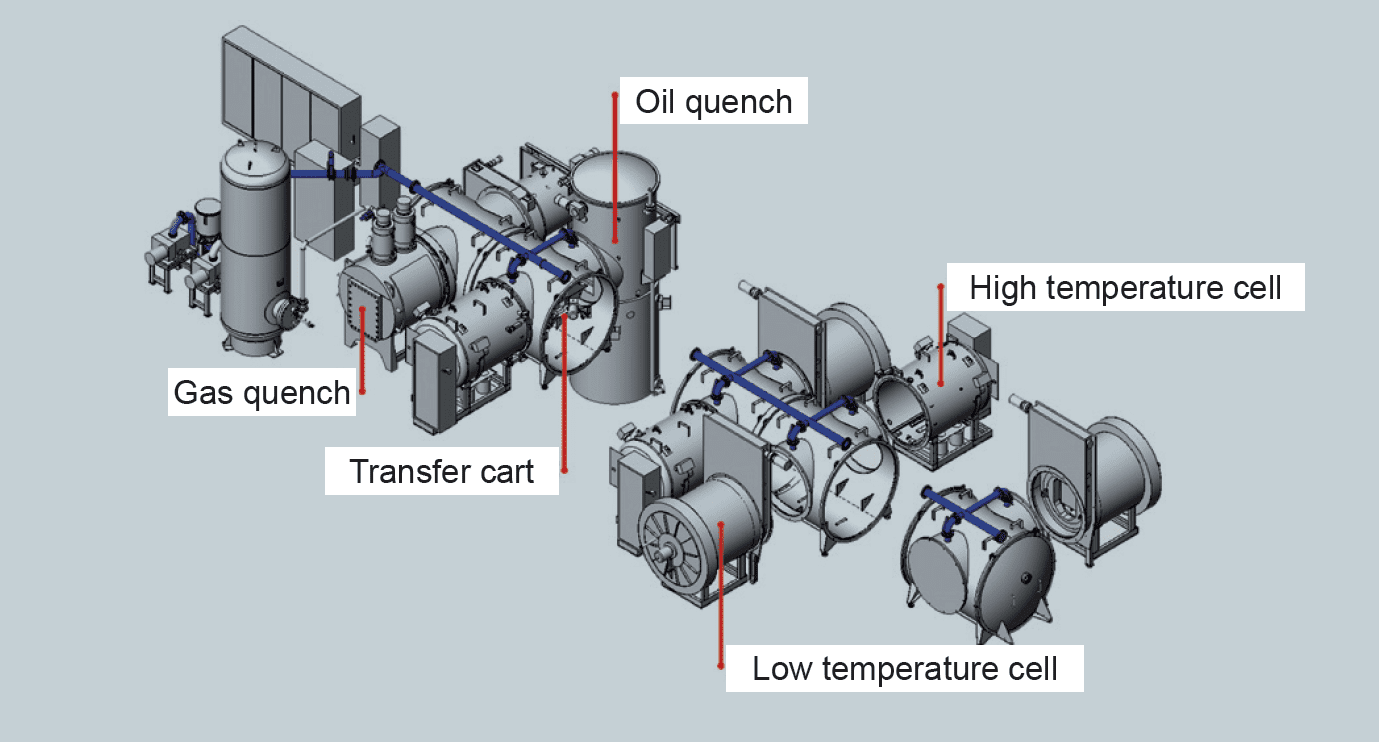
Fig. 9 – A modular Flex solution that I can assemble just like a LEGO set
The ECM NANO system is designed in a similar way (Fig. 10 and 11). The only difference is that the central transport chamber is vertical, not horizontal. This significantly saves the area that my device takes up. But the other options are almost the same as with FLEX.
Fig. 10 – Principle of furnace ECM NANO
It is this NANO concept that seems to be a great contribution to the future of heat treatment. Although these are small chambers, the stability and reproducibility of the processing will be better. And performance? It depends on the configuration, but simply calculate that it will be a productivity comparable to Ipsen size L. We have 4 positions available for the central vertical handling chamber, in which we can install:
- 2 x 3 heating chambers with LPC, up to 100 kg, size 600x500x250 mm
- 2 x 6 heating chambers, with LPC, up to 100 kg, size 600x500x150 mm
- 2 x 3 heating chambers, with LPC, up to 170 kg. Size 600x500x400 mm
- Hardening module with overpressure of nitrogen or helium up to 20 bar
- Quenching module with oil quenching.
If we only quench in a six-chamber device, the quenching production cycle will be approximately 30 minutes for heating and 30 minutes for austenitizing, a total of 60 minutes. In accordance with the autonomous planning that the device has, the operation cycle for 100 kg of batch will be 1 x every 10 minutes. Although the device appears small, it can have a capacity of 600 kg of hardening per hour, i.e. 14.4 tons per day. If it is equipped with oil hardening, we have no problem with hardenability and productivity will be the same. We only need to add a washing machine to the line. Due to the small furnace batches, the processing will be very precise with excellent reproducibility.
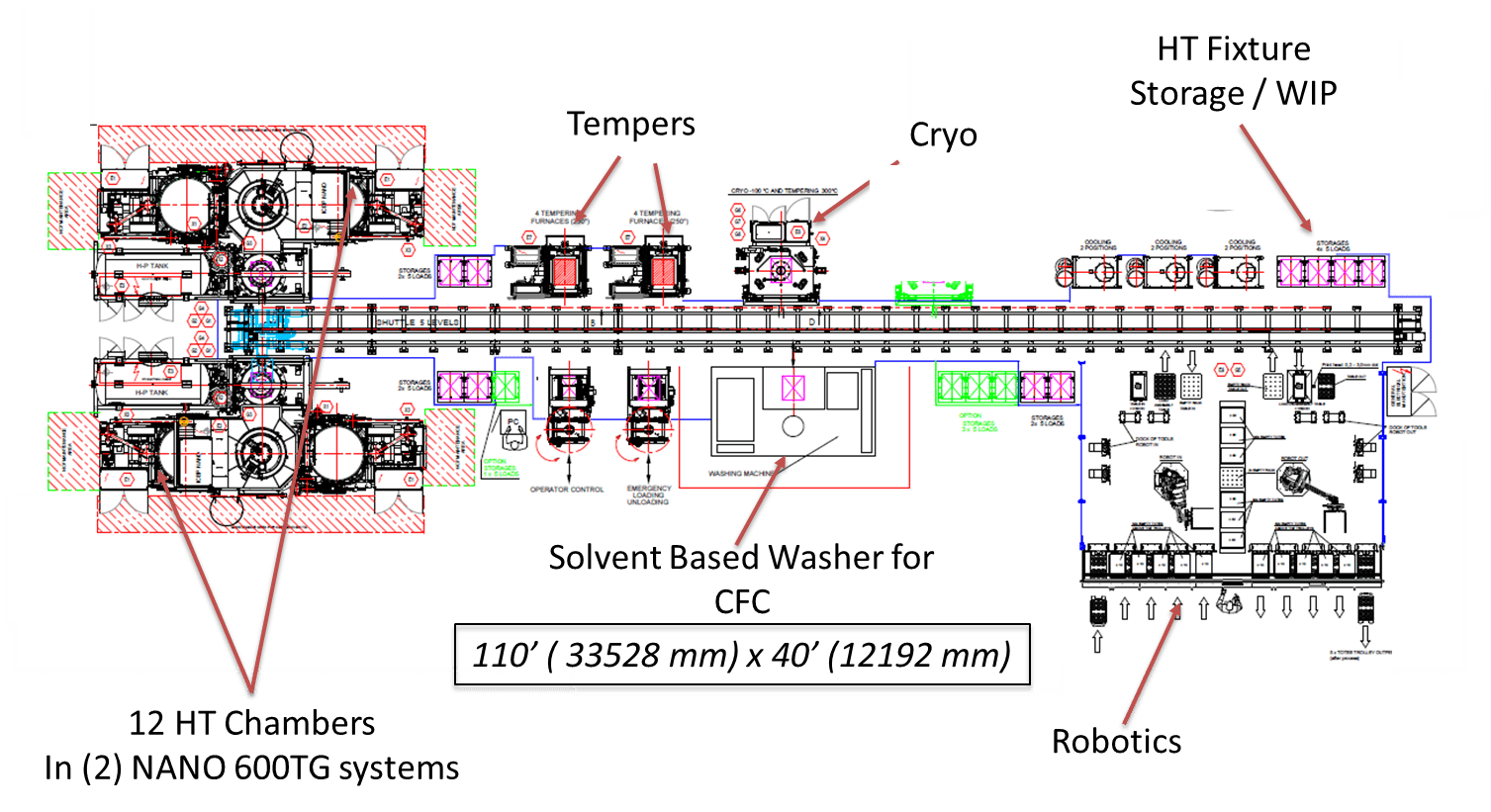
Fig . 11 – A typical layout for NANO
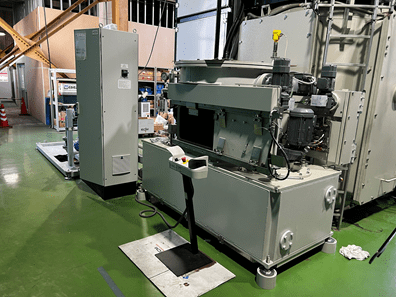
Fig. 12 – NANO oil quench module
So, a good choice. The obligation to comply with FIT 55 is approaching and I see no sign that the EU wants to deviate from this goal. And if I go back to the basic philosophy, the idea that the steel would adapt to the heat treatment furnace was wrong, everything now and in the future will be that the furnace has to adapt to what the customer wants.
[1] Quenching for the Future—In Memoriam of Sören Segerberg, RISE Research Institutes, Mölndal, Sweden, Ewa Troel, 3/2023
[2] https://www.slideshare.net/slideshow/high-pressure-gas-quenching/46400470, 3/2015
[4] https://www.metallurgia-italiana.net/eng/public/Eventi/13976405949133.pdf, 11/2011, Jihlava
Jiří Stanislav
14. října 2024