LPC is not the same as LPC

It is not widely known that there is a big, I would even say fundamental difference between LPC from ECM and from SecoWarwick or BMI. And I’m not even talking about IHI, even though they don’t have any installations here in the Czech Republic yet. What is the problem? For proper carburizing, we need to ensure sufficient carbon flow. What is it? It is the amount of carbon that passes through a unit area into the part we are cementing per unit time.
Carbon flux = (M2 – M1)/(t * S) (g* s-1 * cm-2)
where
- M1 is the weight of the measured piece before the process,
- M2 is the weight of the measured piece after the process,
- t cycle time
- S total surface of the sample
To measure the carbon flow, we need a conventional scale with an accuracy of 1 to 100 mg and a weighing capacity of up to 1 kg. This of course corresponds to the size of the sample, which we weigh before and after the process.
If we know the surface of the charge, we can easily calculate how much carbon we need to get into our parts to get the necessary concentration in the required CHD profile. This is how LPC SecoWarwick and its SimVac, or Fours BMI, operate. The surafce of the charge including baskets is therefore the basic data for C2H2 control.
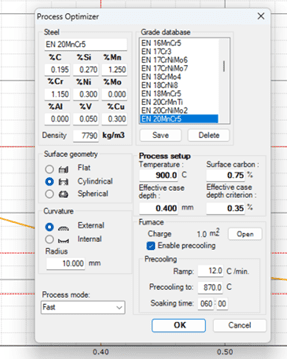
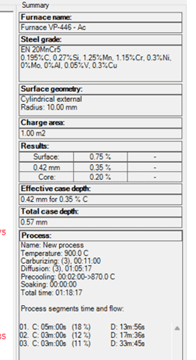
Fig. 1 – SimVac by SecoW – input data on the left, calculated data on the right
The ECM system has a different logic. Whether we have a small or large surface inside, the amount of acetylene is always the same, and corresponds to the maximum possible surface of the charge in the device, e.g. 25 m2. The trick is that the thermodynamic equilibrium is established by itself based on the activity of carbon in the atmosphere and on the steel surface.
The required carbon flow depends on the temperature (Fig. 2), as does its solubility in austenite (Fig. 3). At the moment when the austenite is saturated due to the carbon flow, a thermodynamic equilibrium occurs between the atmosphere and the steel surface, and the transfer of carbon to the steel slows down or stops. Even if we have free, excess carbon in the atmosphere, it no longer has the opportunity to pass to the steel surface due to the zero gradient and is evacuated out by the vacuum system from the furnace. The same applies to undecomposed acetylene. It will not participate in the process and will be removed out by vacuum pumps. The atmosphere remains reactive, but carbon does not accumulate on the surface.
The reactivity of the atmosphere with respect to the decreasing gradient between the gas and the steel surface is exhausted within 120 seconds (Fig. 4). Therefore, the saturation delays must be long enough to fully utilize the carbon gradient between the gas and the surface, and at the same time short enough to avoid the formation of Fe3C. However, cementite does not form immediately – it needs time and suitable diffusion conditions (faster C supply than diffusion can disperse), so the system considers not only thermodynamic equilibrium but also the kinetics of Fe3C formation.
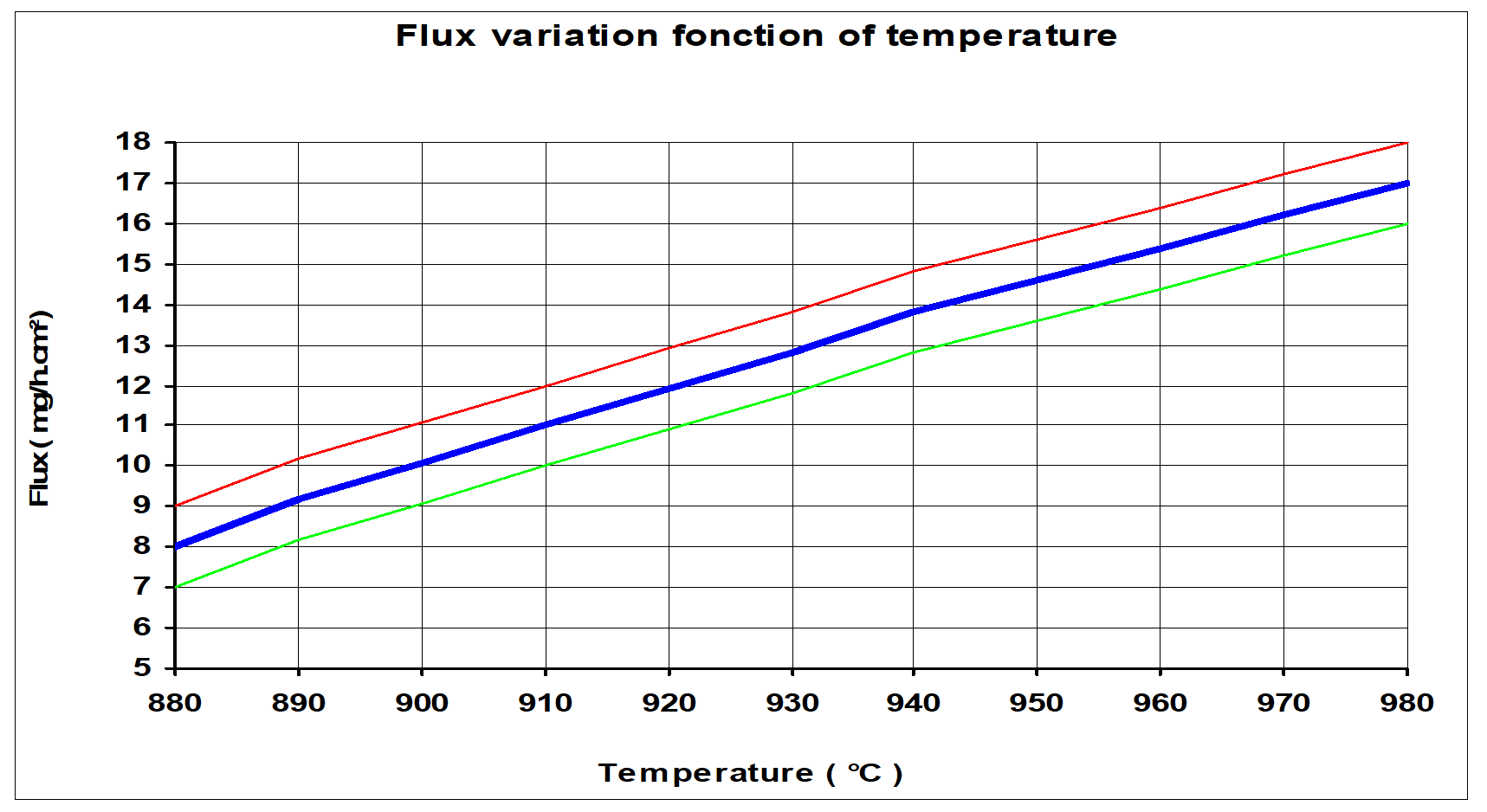
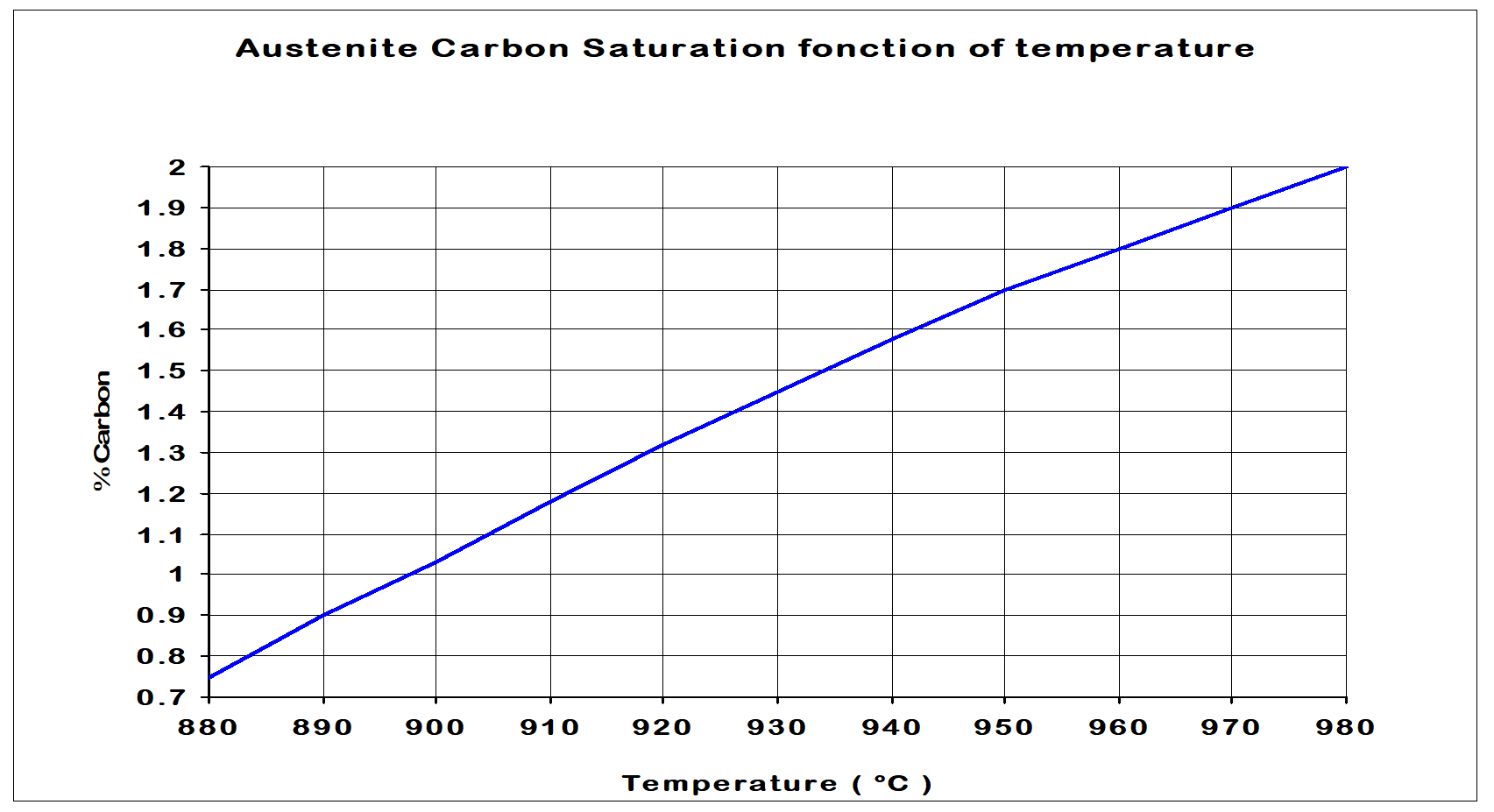
Fig. 2 – Carbon flux in mg t-1 cm-2 to achieve austenite saturation as a function of temperature [1]
Fig. 3 – Austenite carbon saturation curve according to carburizing temperature [1]
The carbon flux transfer will be resumed by a diffusion period, which will reduce the carbon content on the surface, and the newly created C content gradient will be the driving force for further diffusion.
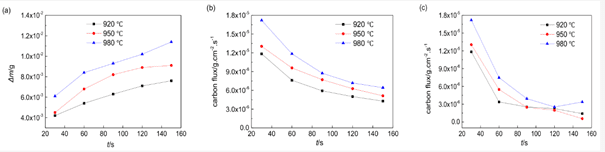
Fig. 4 – Effect of carburizing temperature on (a) mass increment, (b) average carbon flux, and (c) segmented average carbon flux of 12Cr2Ni4 steel under 300 Pa [2]
From the above it can be seen that ECM Infracarb does not require knowledge of the surface. If we compare the systems, we can see these differences even better:
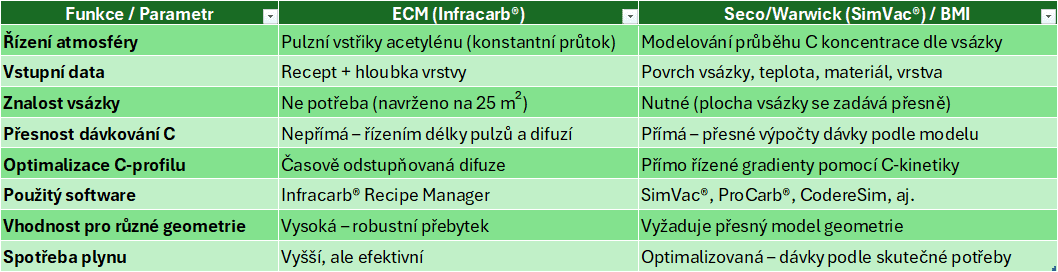
The advantages of ECM Infracarb are absolutely clear. It eliminates the need to manage a whole series of recipes depending not only on the temperature but also on the surface of the charge, and it significantly reduces the possibility of unsuccessful cementation.
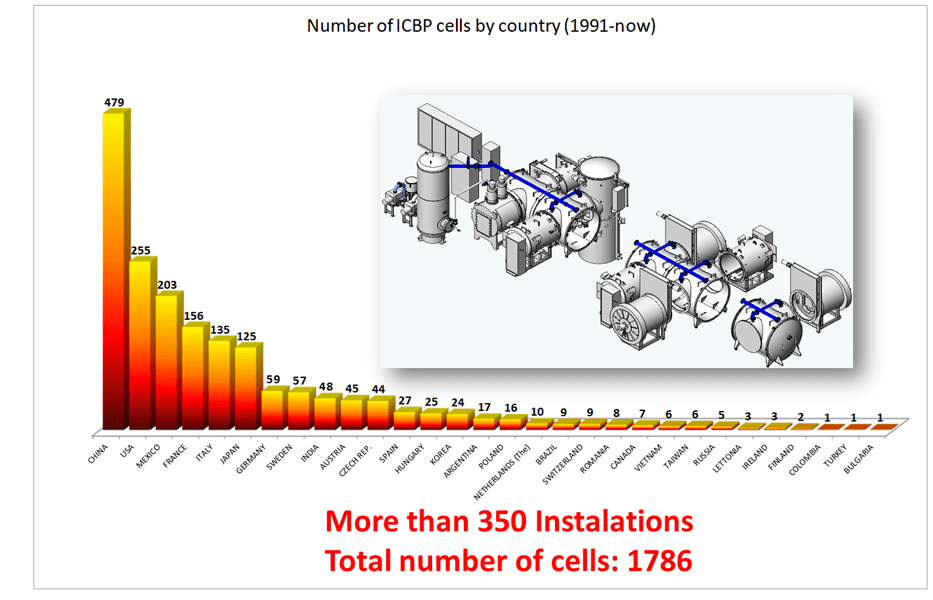
And the success of this solution? So far, ECM has manufactured and installed almost 1800 carburizing cells. That says it all. And since the main users are large global car manufacturers, it only confirms the fact that it works.
[1] ECM data
[2] Mathematical Modeling of Carbon Flux Parameters for Low-Pressure Vacuum Carburizing with Medium-High Alloy Steel, Coatings 2020, 10(11), 1075
Jiří Stanislav
June 18, 2025


