Jak správně vybrat pec pro popouštění a žíhání IV
Při výběru nové pece musíme zvážit řadu kritérií, která jsem se snažil popsat v předchozích kapitolách. V této poslední části bych se ještě zmínil o třech, která mohou ovlivnit náš výběr pece pro popouštění a žíhání.

Obr. č. 1 – Faktory ovlivňující energetickou a ekonomickou funkčnost pece
Kontrola teploty
Zvláštním problémem jsou regulátory teploty. Mohou být dvoupolohové (Obr. č. 2), tedy stav zapnuto/vypnuto, nebo PID (Obr. č. 3).

Obr. č. 2 – Dvoupolohová regulace teploty [1]
První forma regulace není pro naše účely vhodná, protože skutečná hodnota teploty bude vždy oscilovat kolem set pointu.
PID regulátory jsou prakticky jediným řešením, nicméně mají nevýhodu v tom, že obvykle můžeme nastavit jen jednu variantu konstant pro všechny procesy. V případě variabilní zátěže, vsázky, se ale můžeme dostat do situace, že nastavení regulátoru neumožňuje dosáhnout potřebných hodnot. To bude mít za následek zvýšenou spotřebu energie, delší čas cyklu, anebo nedosažení jakosti vzhledem k nedotopení nebo přetopení pece (Obr. č. 4)


Obr. č. 3 – Regulace teploty s PID regulátorem [2]
Obr. č. 4 – Kritické stavy regulace teploty [2]


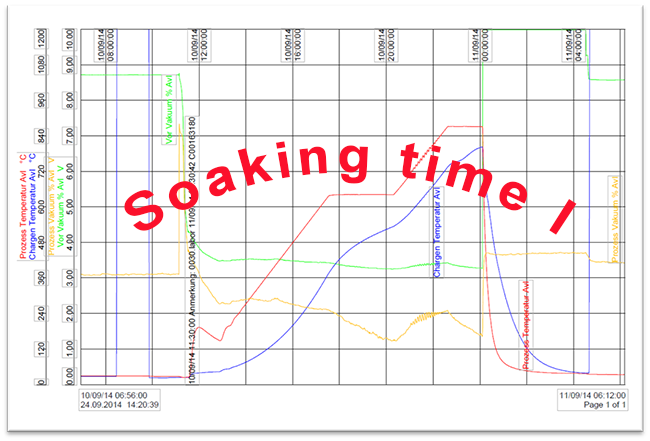
Obr. č. 5 a 6 – Výsledek regulace teploty na peci s retortou při malé a velké vsázce
My ale potřebujeme docílit stavu dle obr. č. 3. Tedy dosažení nastavené teploty bez nedotopení nebo přetopení, s nulovou odchylkou. Praktický příklad je na obr. č. 5 a 6, kde jsou záznamy z retortové pece s malou a velkou vsázkou. Použití identických PID konstant pro celý rozsah teplot vede k tomu, že u malé vsázky dojde k nevratnému přetopení a zničení dílů nebo k nízké tvrdosti v případě popouštění. To je neakceptovatelné.


Obr.č. 7 – Přesná kontrola teploty s proměnnými PID hodnotami
Obr.č. 8 – 6ti zónový programátor teploty PRC-8000-6 od firmy Libratherm Ltd., Indie
Abychom docílili přijatelného stavu, musíme mít programátor teploty s možností nastavit v každém kroku ohřevu jinou sadu PID regulačních konstant (Obr. č. 7). Tomuto zadání např. odpovídá programátor teploty PRC-8000-6 (Obr. č. 8), kde lze nastavit pecní program až v šesti zónách, přičemž každá zóna může mít 16 programových kroků. V každém kroku jsou nastavitelné všechny veličiny, včetně PID konstant. Takovýto programátor nám zajistí, že požadovanou hodnotu docílíme za optimální čas, bez odchylek od požadované veličiny.
Řízení procesu popouštění nebo žíhání od vsázkového termočlánku
U vakuových pecí pro kalení se již stalo standardem použití termočlánků Ts a Tc pro řízení procesu. U popouštění nebo žíhání tomu ale zdaleka tak není. Tyto operace se stále provádí v pecích, kde se teplota kusu neměří a čas se určuje empiricky na základě výsledku referenčních testů. To, že je to nepřesné, je zcela zřejmé. I proto v každé kalírně je nejvíce neshod právě z tohoto titulu.
Výsledný stav materiálu jako je tvrdost nebo struktura je vždy kombinací použitého času a teploty. Teplotu v peci již řídit umíme, neumíme ale změřit okamžik, kdy námi zpracovávané díly této teploty dosáhly. Proto je důležitý Tc. Ten nám změří teplotu kusu, a v okamžiku, když jsme dosáhli požadované hodnoty, spustí nastavený čas výdrže na teplotě. Jedná se o tzv. podmíněnou prodlevu, a regulátory teploty nebo pecní programy s tímto údajem již pracovat umí. Pokud nám tedy záleží na opakovatelnosti výsledků, a máme různorodé vsázky, snímání teploty na Tc je podmínkou. Opakovatelnost takovéhoto procesu je více jak 95%.

Obr.č. 8 – Průběh teplot při popouštění nebo žíhání
Je celá řada pecí pro žíhání a popouštění, kde je Tc již standardem. Jedná se především o vakuové pece, komorové pece s muflí nebo retortou, zvonové pece a další. Obvykle se toto řešení uplatní všude tam, kde je individuální zakládání pece. Příklad použití vsázkového termočlánku u zvonové popouštěcí pece s dusíkem je na obr. č. 9. Špičkové pece umožňují připojení až 12ti vsázkových termočlánků (Obr. č.11), tedy celý proces v plném objemu můžeme mít zcela pod kontrolou



Obr.č. 9 – Možná úprava zvonové pece s přidáním průchodky do dna pece pro termočlánek Tc
Obr.č. 10 – Vakuová popouštěcí pec s možností až 12 termočlánků
Obr.č. 11 – Datalogger od firmy PhoenixTM
V linkách, kde se vsázka ale pohybuje, toto možné není. V tomto případě lze využít řešení s dataloggerem (Obr. č. 11), který se pohybuje i s roštem, a údaje o teplotě vysílá bezdrátově mimo pec přes WiFi nebo Bluetooth. Tepelná ochrana přístroje bude sice zajišťovat funkci měření teploty dílů v celém námi požadovaném rozsahu teplot do 750 °C, tepelná bariéra ale bude zabírat velký prostor. Budeme si tedy muset počkat na další miniaturizaci a do té doby používat tento způsob měření jen pro vzorkování procesu.
Kontaminace pece
V poslední části bych se chtěl zmínit o vlivu kontaminace pece. Především v případě výkovků, nebo hlubokých tahů, se nemůžeme zcela vyhnout problému zanášení pece grafitovým mazivem. Proto bychom měli zabránit tomu, aby grafitový prášek z maziva se usazoval na keramických izolacích elektrických propojení topných prvků uvnitř pece. Protože grafit je elektricky vodivý, došlo by velice brzy ke zkratování elektrických přívodů a k odstavení pece.
Příklad je na obr. č. 12, kdy hluboce tažené díly vyráběné na postupovém lise jsou při tváření za studena kontaminovány grafitovým mazivem. Díly sice prochází po tváření pračkou, protože se ale jedná o hluboké tvary, je velice obtížné toto grafitové mazivo z těchto míst odstranit.
Díly se po tváření musí rekrystalizačně žíhat na teploty nad 500 C. Pokud se pro testování použila vakuová pec s topnými prvky uvnitř pracovní zóny dle obr. č. 13, pak po jednom týdnu provozu byly elektrické průchodky na všech fázích zkratovány.


Obr.č. 12 – Příklad vsázky pro rekrystalizační žíhání dílů tvářených za studena
Obr.č. 13 – Propojení rezistorů uvnitř topné komory
Pro tento typ aplikací je perfektním řešením např. popouštěcí pec od firmy TAV Vacuum Furnaces, kde máme přímý ohřev vsázky topnými prvky uloženými uvnitř pracovního prostoru pece. Topné elementy jsou z Ni-Cr drátu uloženém v Inconelové trubce, a propojení mezi jednotlivými elementy a přívodem elektrické energie je na vnější straně pece, na atmosféře (Obr. č. 14 a 15). Nemůže tedy dojít v žádném případě ke zkratování topení s ohledem na kontaminaci vnitřního prostoru. V kombinaci s dokonalou izolací je to pak zařízení, které může uspokojit všechny náročné aplikace žíhacích nebo popouštěcích procesů.


Obr.č. 14 a 15 – Propojení topných prvků na peci TAV H8-T
Samozřejmě, že lze tento problém řešit i plynotěsnou retortovou pecí kde topné prvky jsou rovněž mimo pracovní komoru, jak ale bylo řečeno, naše spotřeba energie bude o 30 až 40% vyšší z důvodu ohřevu a ochlazování retorty.
Závěr
Je několik důvodů, proč jsem začal psát tuto tetralogii o popouštěcích a žíhacích pecích. Prvním důvodem je, že tato oblast tepelného zpracování a souvisejícího pecního vybavení je stále významně podceňována. Přitom, jak jsem popsal zde [3], potřeba nízkoteplotních operací např. pro výrobu formy na tlakové lití je 7x vyšší jak potřeba pecí kalících.
Druhým důvodem je, že řada kalíren investuje do popouštění až v poslední řadě, a tak jim nezbývá nic jiného než popouštět v kalících pecí. Pro objasnění, hovořím zde o vakuovém tepelném zpracování. Výsledkem je naprostá neekonomičnost procesu popouštění nebo žíhání, protože se provádí v nejdražší peci, kterou mají, a současně i s pochybnou kvalitou, protože nelze optimálně popouštět nebo žíhat v peci, konstruované ne na nízké, ale na vysoké teploty.
Třetím důvodem je, že řada výrobců pecí pro kalení nebo pro nízkotlakou cementaci, popouštěcí a žíhací pece vůbec nevyrábí. A pokud se má sestavit např. automatická linka pro zpracování tisíců dílů procesem LPC, tak se do ní integrují popouštěcí a žíhací pece třetích stran. Je proto potřeba dát investorovi určitá doporučení tak, aby jeho vybavení bylo kvalitní a přitom ekonomické.

Obr. č.. 16 – Typický layout linky ECM Flex s popouštěcími pecemi od jiného dodavatele
Z výše uvedených důvodů vznikl tento hrubý návod na to, jak by takováto pec měla vypadat. A jak by měla vypadat pec typu FERRARI zmíněná v úvodu?
- Musí být elektricky vytápěná. Produkce CO2 ze spotřeby energie by měla být cílena na energetický mix CZ s hodnotami 50–90 gCO2/kWh v roce 2040.
- Musí splňovat kritéria AMS 2759, pro díly typu 1 až 4.
- Pokud bude dle AMS 2759 s atmosférou Class A, pak pokryje všechny 4 typy povrchů dle předchozího bodu. Pokud bude v kombinaci s vakuem, tím lépe pro čistotu procesu
- Pokud bude dle AMS 2750 v třídě pece Class 2, pokryje všechny typy zpracování dle CQI-9 nebo dle AMS 2759
- Abychom docílili spotřeby elektrické energie v rozsahu 0,5 až 0,7 kWh/kg, musí být pec bez retorty, s přímým vytápěním pracovní komory. Průměrný příkon pece o vnitřním rozměru 600×900, hmotnost vsázky do 600 kg, by měl být max. 18 až 20 kW hodinově.
- Musí být zajištěno, aby radiační složka se podílela na vytápění vsázky a současně aby proudění plynu v peci bylo turbulentní
- Vnitřní povrch izolace by měl zajistit stabilní emisivitu, i když bude 0,6 až 0,8
- Izolace pece by měla zajistit, že úniky tepla nebudou reprezentovat více jak 3% přivedené energie. Současně izolace by měla mít nízkou tepelnou kapacitu, která reprezentuje ztrátové teplo, které se musí do pece vložit při ohřevu, a následně odebrat při ochlazování
- Abychom efektivně regulovali teplotu v peci v celém jejím teplotním rozsahu od 150 do 750 C, pro libovolnou hmotnost vsázky, pec by měla mít programové řízení teploty, kdy v každém kroku programu lze nastavit individuální PID konstanty. Pec nesmí ani nedotápět, ani přetápět
- Abychom efektivně regulovali proces, pec by měla být vybavena termočlánkem Tc, který bude určovat dobu setrvání na teplotě a spolehlivě nám odečte čas výdrže na teplotě pro danou technologii
- Pec by měla být konstruována tak, aby bylo zabráněno kontaminaci elektrického propojení topných prvků uvnitř pece
- Rozměr pece, minimálně pro 1. popouštění, by měl být totožný jako rozměr pece kalící. Ušetříme čas za překládání dílů z roštu na rošt
A existuje taková pec? Ano, podle mne na níže uvedených obrázcích od firmy TAV Vacuum Furnaces je ono slíbené Ferrari mezi pecemi pro žíhání a popouštění. A spolehlivost? Dle reference z Galvamet vynikající.


[1] – https://www.eurotherm.com/temperature-control/principles-of-pid-control-and-tuning/
[3] – https://www.jstconsultancy.cz/post-processing-forem-pro-tlakove-liti/
Jiří Stanislav
29. srpna 2024