How to choose the right furnace for tempering and annealing I

In my past career, I well remember our constant battle between what the management wanted and what we wanted. Our first vacuum tempering B64R furnace from Fours BMI was installed in 1995 and it was miserable. It was more of a technical disaster. In 1997, the first B4RN was installed in Liberec, already in a new design, with direct heating, created under the management of Fours BMI by Mr. Jean Pierre Souchard. But that was another level. With its simplicity, reliability and efficiency, this design met all our wishes. And then there were more furnaces of the same type, and it wasn’t until I was moved to the global team outside of production that they managed to push through the purchase of a retort furnace for tempering. Such a furnace is suitable for nitrocarburizing, however, for tempering or annealing it is a consumer of lost energy, spent on repeated heating and cooling of a retort weighing hundreds of kg.

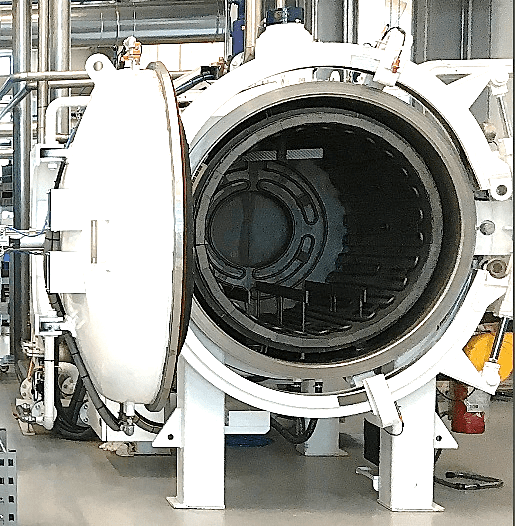
Fig. 1 – Historic tempering furnace B64R from Fours BMI
Fig. 2 – Annealing and tempering TAV furnace with direct heating
But only in retrospect do I return to the idea of how to choose the right furnace for our needs. How to develop an assignment that would bring us an efficient process, with the maximum probability of achieving a result, for example hardness, and at the same time an economical process? And what’s more, that it fits into our production concept? What to actually propose to the customer?
Strangely, CQI-9 doesn’t help us with this either, so it was only after familiarizing myself with the American standards AMS 2759 and AMS2759/1-13 that I found some guidance for our future decision-making. The full set of these standards is as follows:
- AMS2759 rev. G, Heat Treatment of Steel Parts General Requirements
- AMS2759-1 rev. J, Heat Treatment of Carbon and Low-Alloy Steel
- AMS2759-2 rev. K, Heat Treatment of Low-Alloy Steel Parts
- AMS2759-3 rev. J, Heat Treatment Precipitation-Hardening Corrosion-Resistant, Maraging, and Secondary Hardening Steel Parts
- AMS2759/4 rev. D, Heat Treatment Austenitic Corrosion-Resistant Steel Parts
- AMS2759-5 rev. F, Heat Treatment Martensitic Corrosion-Resistant Steel Parts
- AMS2759/6 rev. C, Gas Nitriding of Low-Alloy Steel Parts
- AMS2759/6 rev. D, Gaseous Nitriding of Steel Parts, Controlled by Ammonia Dissociation
- AMS2759-7 rev. E, Gas and vacuum carburizing
- AMS2759/8 rev. B, Ion Nitriding
- AMS2759/9 rev. E, Hydrogen Embrittlement Relief (Baking) of Steel Parts
- AMS2759/10 rev. B, Automated Gaseous Nitriding Controlled by Nitriding Potential
- AMS2759/11 rev. A, Stress Relief of Steel Parts
- AMS2759/12 rev. B, Gas Nitrocarburizing automatically controlled by potential
- AMS2759/13, Gaseous Nitrocarburizing
Although it is a set of standards designed for aircraft manufacturing, it can generally be said that heat treatment is only one thing, and if it works for aircraft, it must work for everything.
The first two basic criteria relate to product versus atmosphere. The AMS 2759/1 standard says, and others refer to it, that in order to correctly choose the atmosphere for annealing or tempering, we must base it on the condition of the surface. The standard divides it into 4 types.
Type 1 – Parts with 0.020 inch (0.51 mm) or more to be machined off all surfaces after heat treatment and parts with as forged, as-cast, or hot-finished mill surfaces at time of heat treatment with all surfaces to be machined off. Unless informed that all surfaces will have at least 0.020 inch (0.51 mm) machined off, the heat-treating processor shall assume all surfaces will not and shall control the part as Type 2, 3, or 4, as applicable.
Type 2 – Forgings, castings, sheet, strip, plate, bar, rod, tubing, and extrusions with hot-finished surfaces at time of heat treatment and which will remain on the finished part
Type 3 – Parts with finished machined surfaces or surfaces with less than 0.020 inch (0.51 mm) to be machined off any surface after heat treatment and parts with protective coating on all surfaces
Type 4 – Parts that are partially machined with both unmachined, as-forged, as-cast, or hot- finished mill surfaces, finished machined surfaces, or machined surfaces with less than 0.020 inch (0.51 mm) to be machined off after heat treatment.
Permissible atmospheres are subsequently defined for this. These are expressed in the following way.
- CLASS A – Argon, hydrogen, helium, nitrogen, nitrogen-hydrogen blends, vacuum, or neutral salt. Nitrogen from dissociated ammonia is not permitted.
- CLASS B – Endothermic, exothermic, or carbon-containing nitrogen-base
- CLASS C – Air or products of combustion.
The relationship between the surface type and the atmosphere type is then defined by the permittivity matrix.
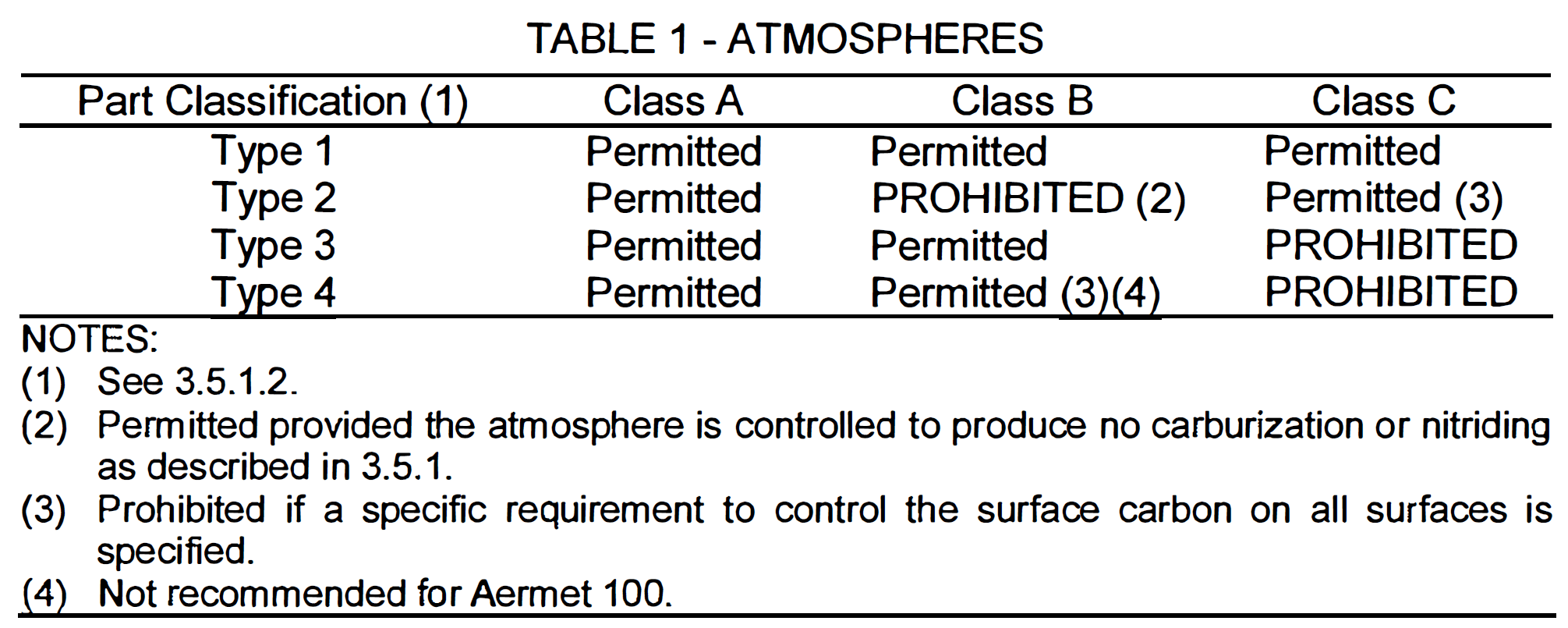
Fig. 3 – Example of a table of permitted and prohibited combinations between part type and furnace atmosphere
So, there will be allowed and forbidden atmospheres with respect to the type of parts 1 to 4 that we want to process. In general, however, it can be stated that annealing or tempering in air is allowed only if the entire surface with additions of min. 0.020 in. (0.51 mm) completely machined after heat treatment, or the surface will remain unmachined and with the above additions.
If this is not the case, when choosing the atmosphere, we must take into account the effect of the working atmosphere on surface changes, such as decarburization or carburization, oxidation or nitriding, and accordingly choose an atmosphere that is completely neutral CLASS A, or ENDO, EXO, nitrogen/methanol CLASS B , which we do have at our disposal, but they can affect the surface layer of the material through diffusion processes.
For reference, in the following figure No. 4 are the atomic radii of the basic elements that occur in some atmospheres, and which can mean a change in the surface properties of the steel. It can be seen that oxygen has the smallest atomic radius of them, and will therefore have the greatest penetration into the surface, followed by nitrogen and carbon.
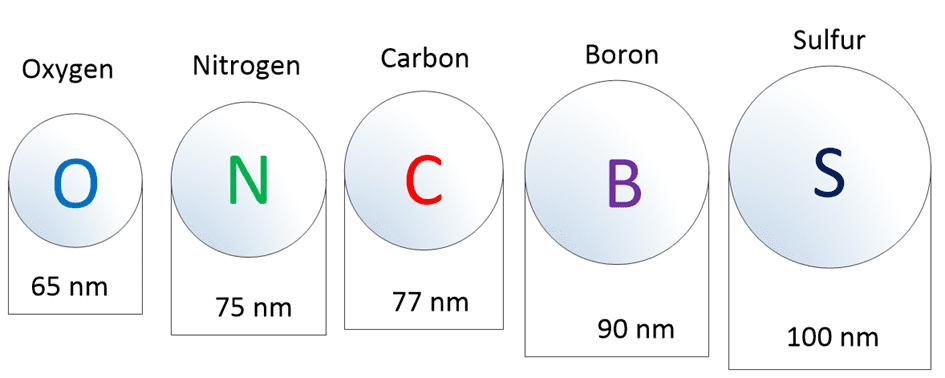
Fig. 4 – Atomic radii of basic elements for diffusion into steel
E.g. for 16MnCr5 (14220) steel, we know that in 4 hours at 650 °C we can achieve an NHD of 0.3 – 0.4 mm. Therefore, if there is oxygen in the atmosphere, it can be assumed that under the same conditions of 4h/650°C it will diffuse to a depth of up to 0.5 mm. The use of an atmosphere of air or an atmosphere containing oxygen (ENDO) can therefore be risky if we do not machine off this 0.5 mm. So, the AMS 2759/1 standard defines it correctly.
The summary table for all mentioned standards looks like this:
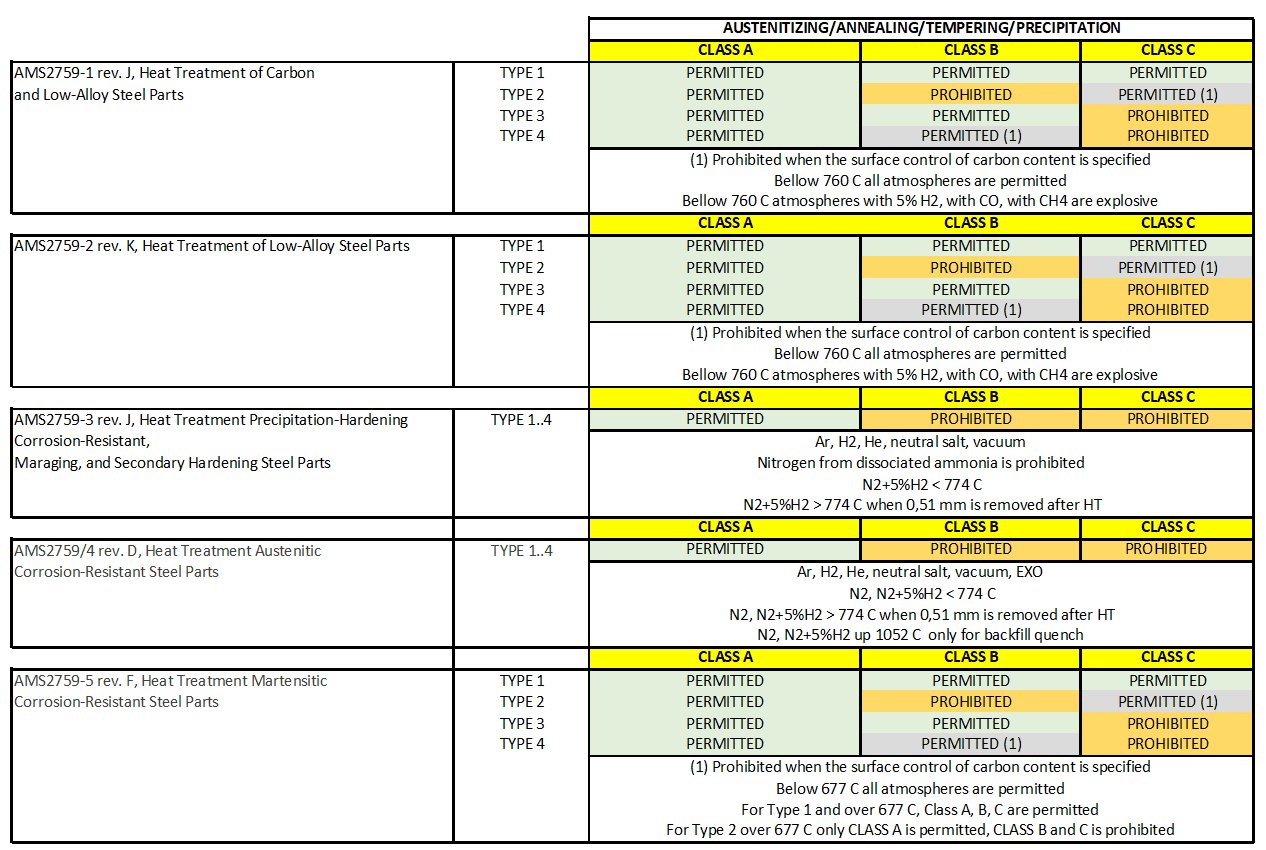
Tab. 5 – Compilation of requirements of all listed standards
Everything seems to be logical until we get to the sentence that for processes below 760 °C (AMS 2759/1,2), resp. 677 °C (AMS 2759-5) air atmosphere can be used. I don’t even want to believe that. As I pointed out the rate of oxygen diffusion into steel, at temperatures of tempering or annealing above 600 C we have to count on an oxygen-affected layer of up to 0.5 mm, often even more. This will completely destroy the material for us. So, for Type 1 and Type 2 parts I can imagine the air atmosphere, but not at all for Type 3 and 4. We have to be very careful here. And since I personally experienced it myself, when a customer’s large die-casting insert cracked precisely because he did stress annealing without a protective atmosphere, on air, and subsequently did not machine this oxidized surface, I would fundamentally disagree with the stated American standards on this point.
I think that this is optimally solved by established practice, when air ovens are up to 450 C, above this temperature always with a protective atmosphere. If the protective atmosphere is ENDO, then here too we have to consider the effect of oxygen in this atmosphere on our desired mechanical properties, for the EXO atmosphere of dissociated ammonia, we also have to take into account the effect of nitrogen. Therefore, the only safe bet is inert gases, especially nitrogen. But there is always enough of that in every heat treatment shop.
So, what is the lesson? First, we need to assess our range of parts to be annealed or tempered, i.e. whether it will be Type 1, 2, 3 or 4. Once we have it mapped out, we need to take stock of whether this will be the case throughout the life of the furnace, usually at the next 20 years. If there is some risk that this will change, then it is necessary to go uncompromisingly for a nitrogen device. The same applies to the temperature range.
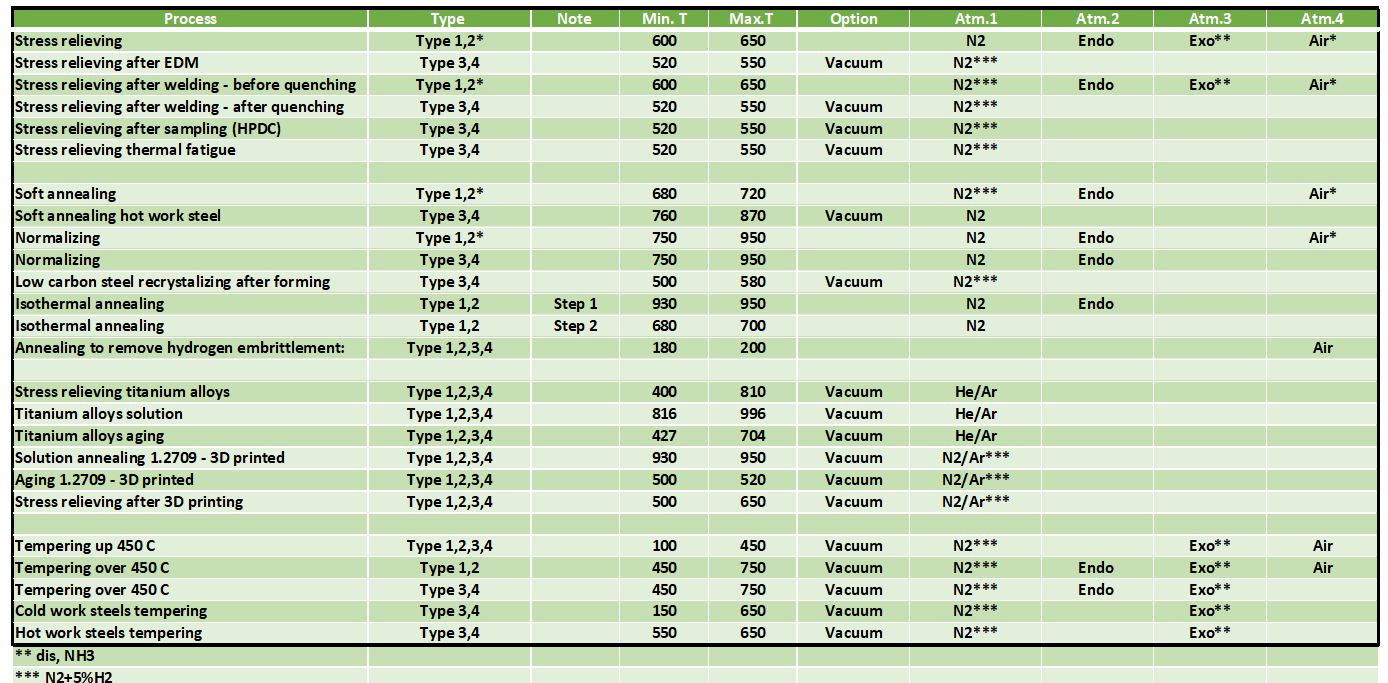
From the point of view of individual processes, the following atmospheres can be recommended, but the list is certainly not complete. There will be lots of exceptions or differences.
To be continued in the next blog….
Jiří Stanislav
August 13, 2024