Heat treatment of GIGA dies for GIGA Casting

Lecture given at the Holeček Conference 2025, Jiří Stanislav, Ing., CSc., JST Consultancy, Liberec, [email protected]
Keywords: heat treatment, hardening, tempering, Nadca-207,
Abstract:
Recently, there has been a lot of talk about GIGA factories and gigantic die casting machines with a clamping force of up to 16,000 tons, a clamping plate size of 4×4 m, a maximum mold size of 2.6×2.6 m and a casting weight of up to 300 kg. Is it even possible to produce dies for such gigantic machines? And if so, how to heat treat them so that we comply with the conditions of Nadca 207:2025
1. INTRODUCTION
The basic starting point is the AIAG CQI-27 specification [1] , a self-assessment process for foundries producing parts for the automotive industry. This specification states in points H1.7 and H1.8 that the dies for HPDC and Al alloys must be manufactured according to Nadca 207:2025. This applies similarly to Mg alloys in points I1.7 and I1.8, and likewise to HPDC, Zn alloys, points J1.7 and J1.8
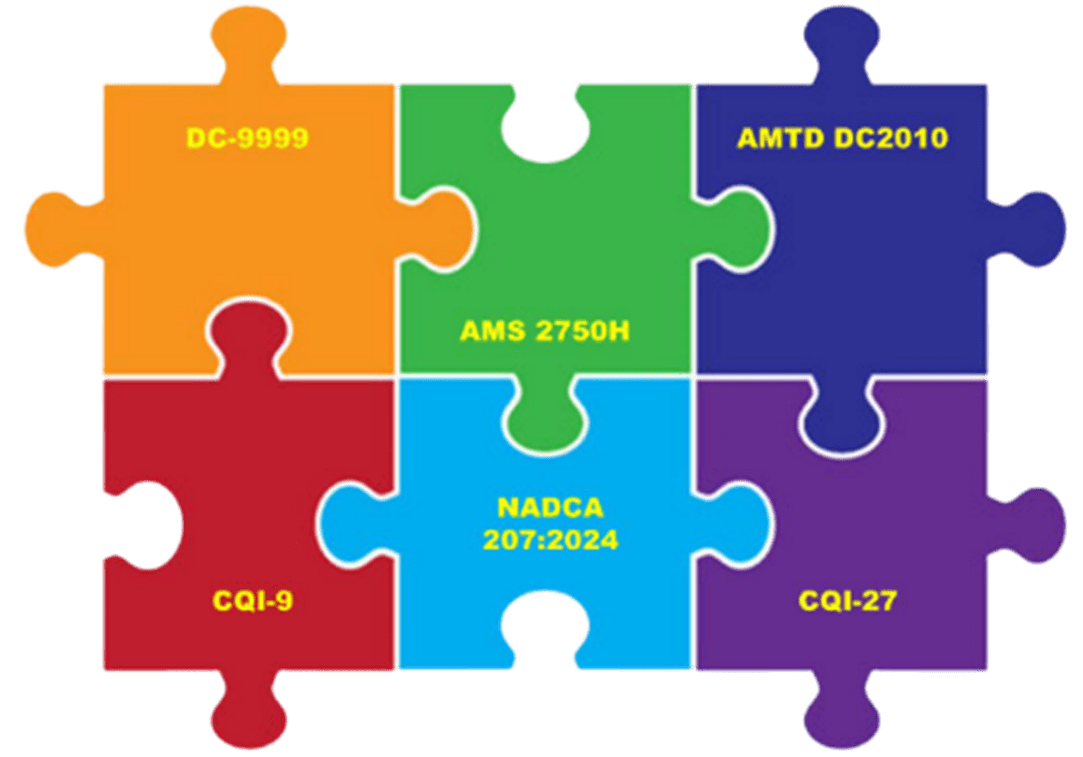
Fig. 1 – Simplified map of regulations for the manufacture of die casting molds
The basis for the success of die casting dies production is the input material. Its quality is determined by the precise chemical composition with a limitation of undesirable elements such as P and S, micropurity, a well-forged structure with a minimum grain size of 7 and a minimum amount of primary carbides. How to define these properties when purchasing is described in Nadca 207:2025 [2]
Once we purchase such material and check that all its required properties have been delivered, usually in the form of input impact tests, we can start producing shaped inserts for HPDC dies. This is followed by heat treatment in the form of hardening and tempering in accordance with Nadca 207:2025.
But here we encounter a problem. The dies for GIGA casting are as gigantic as the presses. In order to maintain the purchased properties of the steel, we must follow the procedures according to Nadca 207:2025. But in the dimensions that correspond to the needs of GIGA casting, we encounter a problem. For heat treatment, we need GIGA furnaces. The existing ones available on the market are not enough for us.
Just as the tool shop needs a 120-ton crane and a 200-ton stamping press as the minimum required to produce GIGA dies, the same applies to vacuum furnaces for hardening shaped parts for GIGA inserts. But no one is talking about this for now, although it can be logically concluded that it will be just as important for the resulting life of the dies as it is important for the current heat treatment of tools with standard dimensions.
2. HEAT TREATMENT REQUIREMENTS ACCORDING TO Nadca 207:2025
The basic parameter for evaluating the success of heat treatment is the impact toughness assessment after hardening and tempering for each insert. The goal is to achieve maximum impact toughness of the material and achieve its parameters according to Nadca 207:2025. To achieve this, we must take into account the following criteria:
- Criterion 1 – Resistance of the material to thermal fatigue cracking depending on the toughness (Fig. 1),
- Criterion 2 – Resistance of the material to thermal fatigue cracking depending on the amount of primary carbides (Fig. 2)
- Criterion 3 – Resistance of the material to thermal fatigue cracking depending on the grain size (Fig. 3)
- Criterion 4 – Resistance of the material to thermal fatigue cracking depending on the structural properties of the material after hardening, the highest values are achieved by a 100% martensitic structure, (Fig. 4)
- Criterion 5 – Resistance of the material to thermal fatigue cracking depending on the precipitation of carbides, on the formation of bainite or pearlite during hardening, and all of this depending on the cooling rate (Fig. 5)
- Criterion 6 – Resistance of the material to thermal fatigue cracking and the effect of tempering temperatures on the formation of secondary carbides in the forbidden tempering zone (Fig. 6).
The overall result of the heat treatment will be a combination of all criteria 1 to 6.


Fig. 2 – Relationship between impact strength and thermal fatigue cracks [3]
Fig. 3 – Relationship between the amount of primary carbides and impact toughness [4]
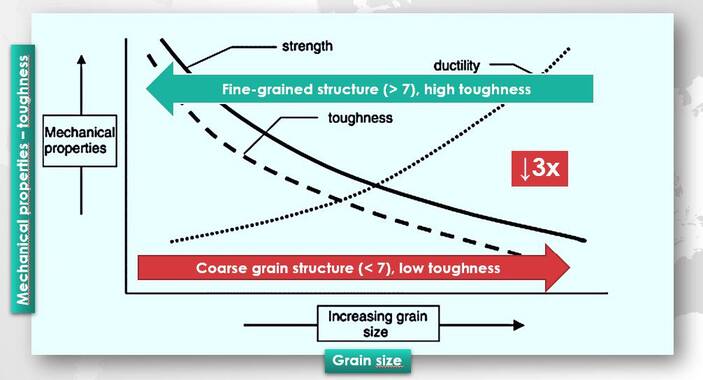
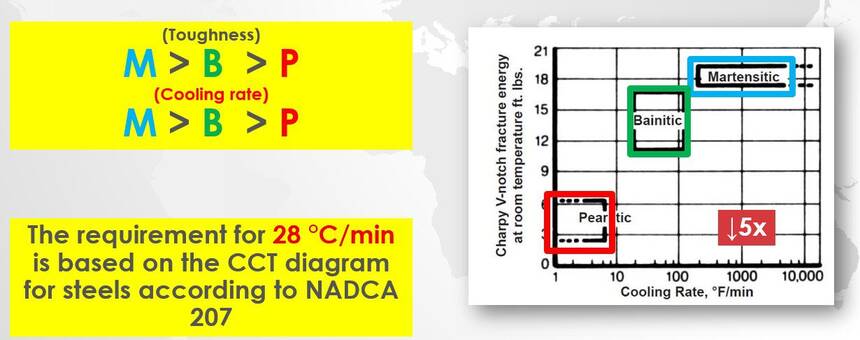
Fig. 4 – Relationship between toughness and grain size [5]
Fig. 5 – Dependence between the impact toughness of steel and its structural properties after hardening [1]


Fig. 6 – Dependence between quenching rate and precipitation of unwanted carbides, formation of bainite and pearlite
Fig. 7 – Dependence of the resulting toughness on the tempering temperature
When evaluating the influence of individual criteria, we must state that Criteria 2 and 3 are related to the purchased condition of the steel and we have no influence on them. However, we can order these properties correctly and check them before starting machining. Criteria 4 and 6 are fully in the hands of the heat treatment shop. Criteria 1 and 5 are a combination of both. For Criterion 5, there is also the possibility of changing the material and prescribing a type of steel that better meets the target values.
In any case, the task of the heat treater and heat treatment is to maintain the purchased properties of the steel and not deteriorate them. However, there is no way to improve them.
3. REQUIREMENTS FOR DIES AND EQUIPMENT FOR HEAT TREATMENT
With GIGA dies, we have a fundamental problem with Criterion 5. We must harden as fast as possible to achieve a cooling rate of at least 28 C/min, or 100% martensitic structure. Given the dimensions of the inserts, this is not an easy task. A typical GIGA die weighs up to 200 tons, so each half is up to 100 tons, the size of the individual shaped inserts will also be in tons.
For example, according to what has been published, Volvo Košice will have two presses, each with a clamping force of 9,000 tons. The press clamping plate is 4.1 x 4.1 m, the mold size is up to 2.6 x 2.6 m.


Fig. 8 – GIGA press IDRA [6]
Fig. 9 – Example of dividing a mold into smaller parts
To even consider heat treatment of inserts into such a GIGA die, we must start considering how and where to harden these inserts. As already mentioned in Criterion 5, maximum resistance to thermal fatigue is achieved by hardening to 100% martensite. But here we encounter physical laws related to both steel and vacuum furnace.
We must remove a huge amount of heat from the hardened body within 18 minutes. So, we encounter the thermal conductivity of the steel, its heat capacity, and at the same time the thermal conductivity of the nitrogen in which we harden, its flow rate, heat transfer coefficient, turbine power, cooler power with respect to the nitrogen/water heat exchange surface, etc.
Gas overpressure can help us, but a paradox arises: the larger the hardening part, the larger the vacuum vessel we need, and the greater the problem it will be to manufacture it, because it will have to meet all the criteria for pressure vessels and their safety. The current state of the art for the largest vacuum furnaces ends at 15 bar of overpressure.
4. Simulation
Knowing the above problems, we have only one thing left. Intelligently split the die into several smaller parts. And how small do these parts have to be? To simplify, I created a model of 4 inserts, each measuring 1000x 1000 mm, with different thicknesses from 200 to 500 mm. What came out of it? This can be seen in the following simulations.
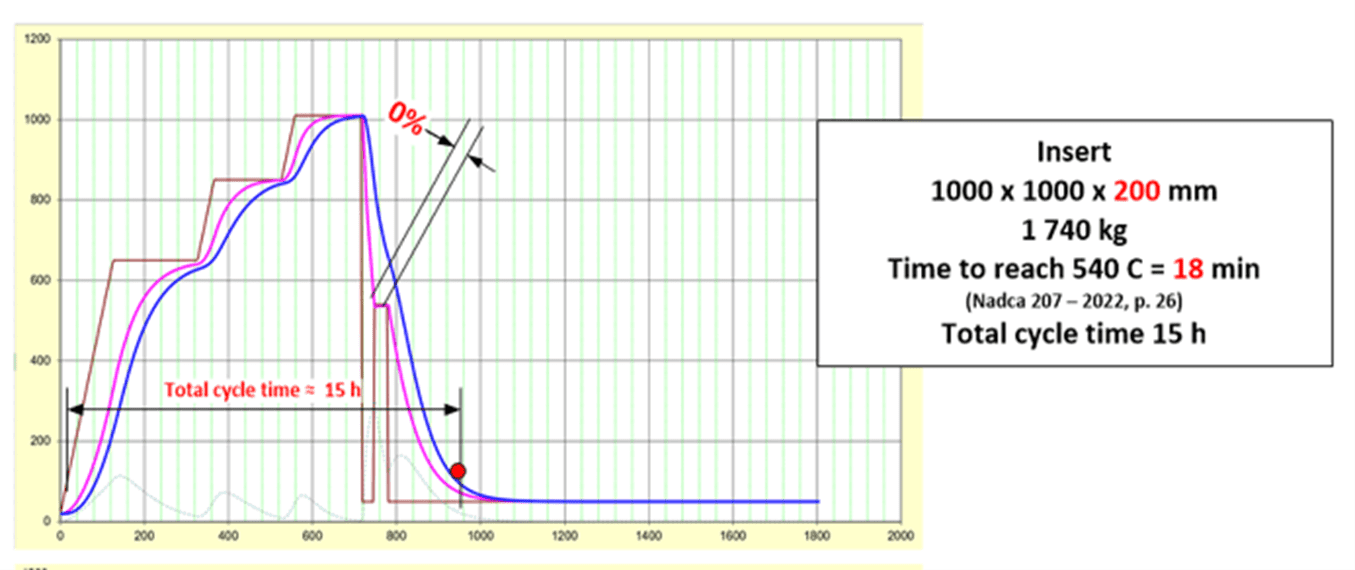


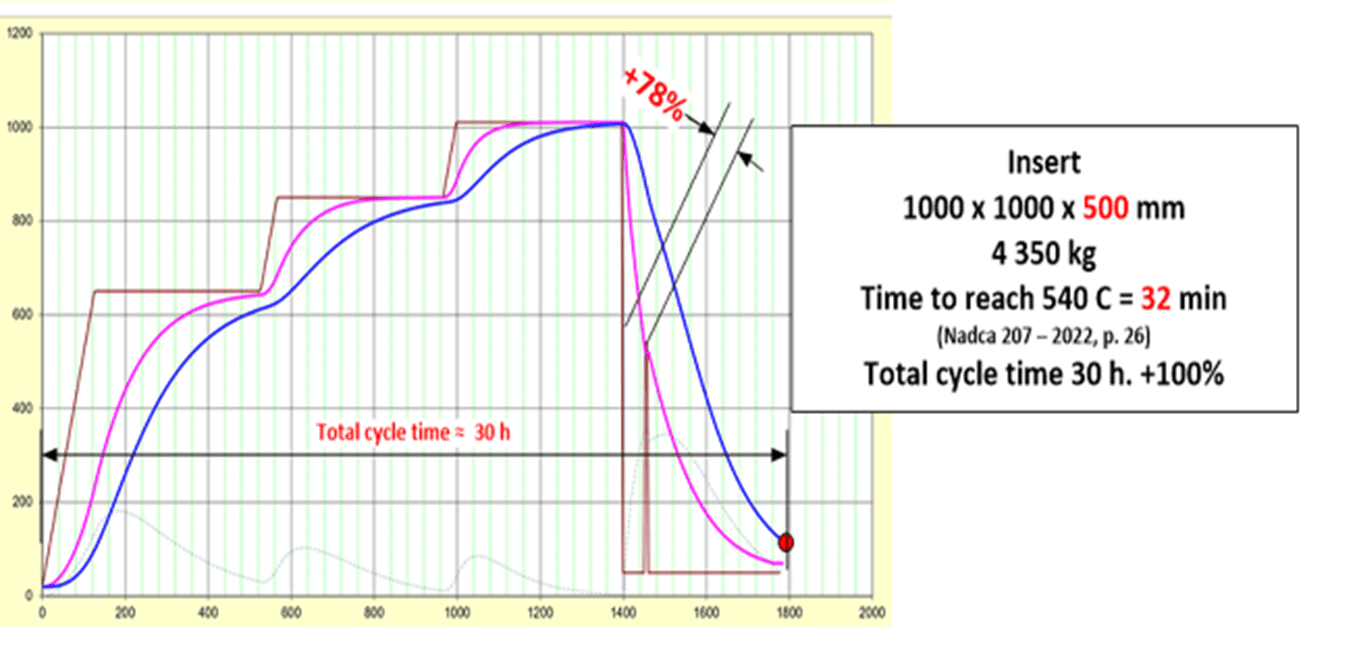
Fig. 10, 11, 12, 13 – Quenching simulation for a insert with a thickness of 200, 300, 400 and 500 mm.
If we plot the simulation results in the CCT diagram for H13 steel, we get the following view. The graph shows the red line, which represents the required cooling rate to eliminate carbide precipitation and achieve a martensitic structure. However, if we have a insert with a thickness of 200 mm, we will no longer achieve such a cooling rate. Although we will approach a 100% martensitic structure, in all cases we will cross the so-called carbide nose, and the structure will therefore precipitated eutectic carbides, which reduce toughness and therefore resistance to thermal fatigue.


Fig. 14 – CCT diagram for H13
Fig. 15– CCT diagram for DIEVAR
The situation will be different for Dievar steel from Uddeholm. In this case, we can reliably cool even a 400 mm thick plate, without a significant proportion of bainite in the structure. What is important, however, is that the carbide nose is shifted far to the right, and therefore in all cases this type of carbide will not precipitate in the structure during hardening.
If we know this limit, then we just need to find a vacuum furnace for it. Let’s face it, there is no such furnace in the Czech Republic or Slovakia. The largest furnaces, programmable for the Nadca 207 cycle mode, are in Galvamet from TAV Vacuum Furnaces and are up to 1500 kg. However, this does not mean that we can load a 1.5 ton part into such a furnace. We come across the second part of the problem, the ability of the furnace to cool.
Experience says that to be able to harden parts according to Nadca 207, the furnace utilization should be a maximum of 50%. This means that we can safely harden parts up to 750 kg. Since our 1000x1000x400 plate weighs 3.48 tons, according to this criterion we need a furnace sized for 7 tons. However, this applies to hardening steels of the H11 or H13 type. For steels of the Dievar type or newly developed steels according to the following chapter, we can use the entire furnace capacity, i.e. 1500 kg


Fig. 16 – Vacuum furnace TAV Vacuum Furnaces H12-S, 1500x900x1500 m for GIGA Tools, at 15 bar overpressure and up to 8,000 kg [7]
Fig. 17 – Example of setting up a mold for hardening including placing thermocouples Ts and Tc (MCS Faccheti, https://www.mcsfacchetti.it/) [7]
5. New steel grades
In September 2024, the Japanese company DAIDO Steel began selling a new type of steel designed specifically for these GIGA inserts, called DHA-GIGA. This steel is characterized by the fact that it is specifically designed for hardening large blocks for GIGA insets, inserts with a thickness of up to 650 mm and a weight of over 2 tons. Even with these GIGA dimensions, the steel achieves a resulting impact strength of up to 40 J/cm2. This is almost twice as much as Dievar. At the same time, the cooling rate requirement is only 3 °C/min.


Fig. 18 – Required cooling rates for Daido DHA1 and DHA-GIGA steel [8]
Fig. 19 – Impact strength values in relation to block cross-section [8]
What is the reason for this? That is still shrouded in mystery. Daido Steel does not provide the chemical composition, CCT diagram, or heat treatment conditions. It only indicates that the main reason for the need for a slow cooling rate is its excellent thermal conductivity. Data for DHA-GIGA has not yet been published anywhere, but Daido Steel does provide these values when comparing H13 and DHA-HS1 steel.
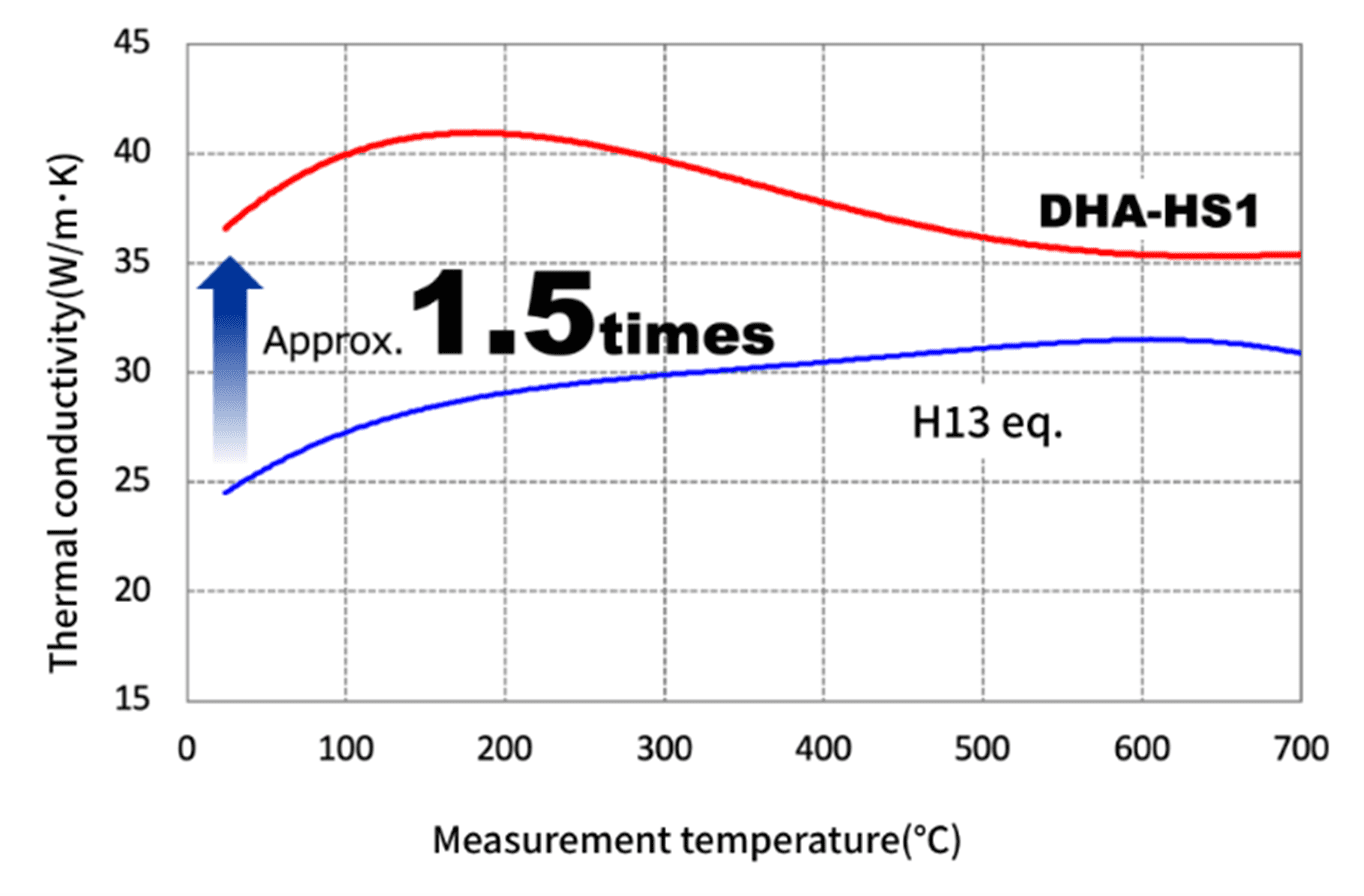
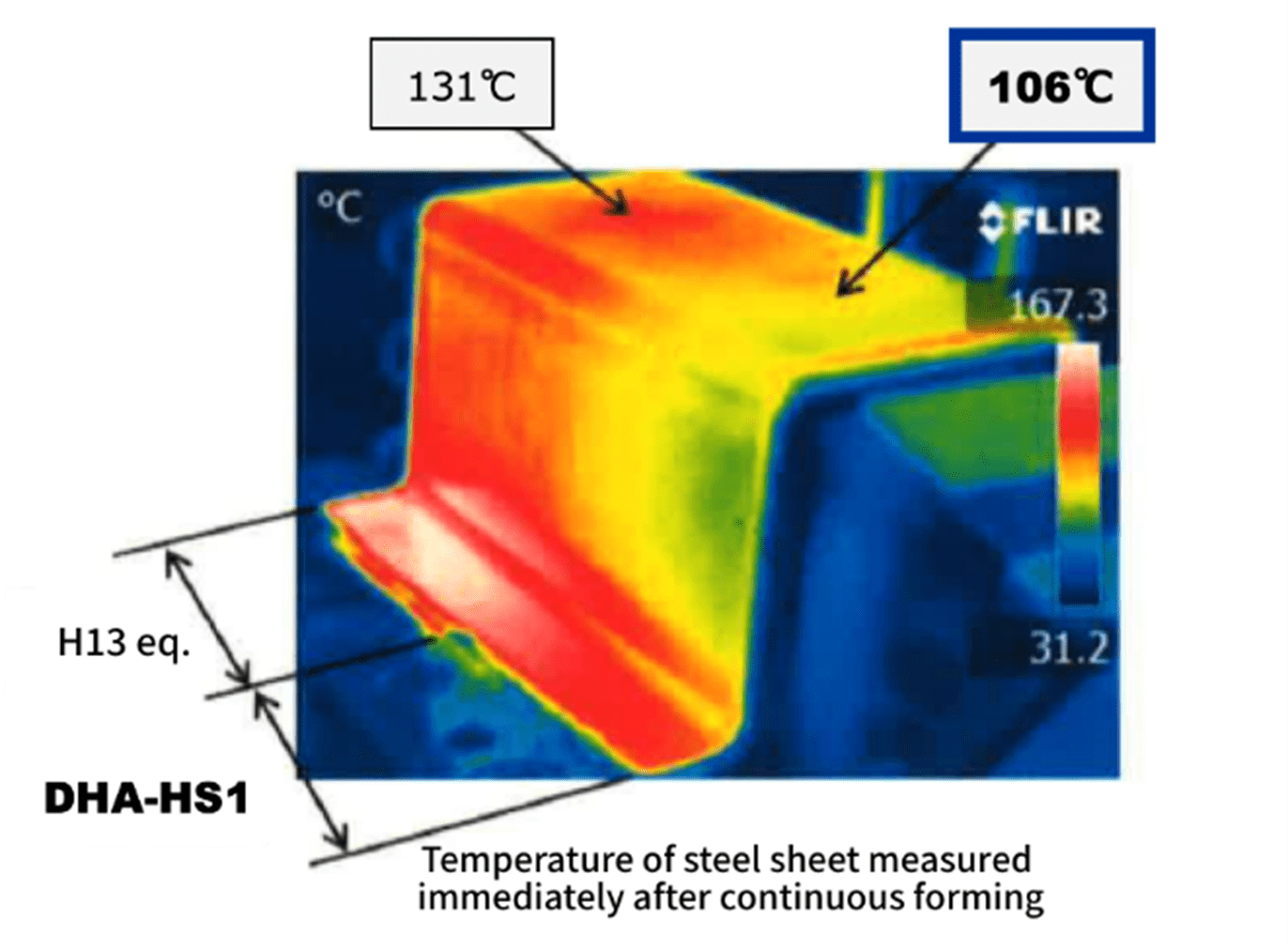
Fig. 20 – Daido steel, DHA-HS1 steel and thermal conductivity comparison with H13 [9]
Fig. 21 – Surface temperature difference between H13 steel and DHA-HS1 [9]
6. REQUIREMENTS FOR EQUIPMENT FOR QUENCHING AND TEMPERING GIGA DIES
For hardening inserts for GIGA tools, other requirements need to be considered. Their comparison according to different specifications is in the following table, both for furnaces and for material.

Fig. 18 – Special material and heat treatment requirements according to different specifications
But it doesn’t end there. The hardening furnace must be able to control the process from the batch thermocouples, and the furnace programming must also be adapted to this. We must be able to control the cooling rate from the austenitizing temperature to the ISO hold at 450 °C, we must be able to evaluate the difference in temperatures Ts and Tc (core and surface), and automatically adapt the behaviour of the furnace to this difference so that the condition of at least 28 °C/min is met, we must be able to control the cooling after the ISO hold, because it will depend on this whether our insert cracks during hardening or not. For this to be feasible at all, the tool shop must be able to prepare holes for the batch thermocouples Ts and Tc, otherwise the whole thing will be impossible.


Fig. 19 – CCT diagram and quenching cycle according to Nadca 207:2025.
Fig. 20 – TAV Vacuum Furnaces, H15 furnace, tool manufacturer for GIGA casting MCS Faccheti, Italy
7. CONCLUSION
The production of tools for GIGA casting has several conditions that, according to the above, we are not able to meet for the time being. Although I do not have a perfect overview of the tool shops in CZ and SK, and I do not know if some of them are not preparing for this new program, I am sure that there are no suitable vacuum furnaces for heat treatment of such large tools in our territory.
According to available information, Tesla has two dies for each GIGA press, one is in operation, the other is under maintenance. The service life of individual inserts is 30 to 80 thousand strokes. Since the output of the GIGA press is calculated at approximately 120,000 pieces of castings per year, each press needs approximately 2 GIGA dies per year.
The price of a GIGA press for 9,000 tons is approximately € 10.5 million, the price of the die will be around € 2–4 million. The service life of the press is 20 years. If the die life were 120,000 strokes, i.e. at the annual capacity of the press, each press would need 20 dies during its lifetime. However, this is an optimistic assumption, achievable only if the insert material and heat treatment are of top quality. Otherwise, according to Tesla’s published results, a 1 GIGA press would need 40 GIGA tools during its lifetime.
However, we must realize that we are talking about the production of a car that will be assembled from 2 to 3 GIGA castings. The number of dies will therefore increase, proportionally to this number. Each die will have at least 4 GIGA inserts, with the need for GIGA hardening in a vacuum furnace. Even in this minimum configuration, we will need to harden 2 x 2 x 4 = 16 GIGA inserts per year for one car manufacturer. So, there is something to think about.
Literature:
[1] – Specification Nadca 207:2025, Special Quality Die Steel & Heat Treatment Acceptance Criteria for Die Casting Dies, North American Die Casting Association
[2] – https://www.aiag.org/training-and-resources/manuals/details/CQI-27
[3] – Corwyn Berger, European Die Casting, lecture Bodycote Material Testing, Brno, 2001
[4] – T. Wingens, C. Berger, PICHT & SETD 2008 – H13 Heat Treating REV 1, Bled, Slovenia, 2008
[5] – https://www.sciencedirect.com/topics/engineering/fine-grain-size
[6] – https://www.teslarati.com/tesla-cybertruck-idra-9k-ton-giga-press-teaser-images-video/
[7] – TAV Vacuum Furnaces, Carravagio, Italy
[8] – https://www.daido.co.jp/en/common/pdf/pages/products/tool/dha_giga_leaflet.pdf
[9] – https://www.daido.co.jp/en/products/tool/dha_hs1/index.html
Jiří Stanislav
August 10, 2025