Formy na tlakové lití a 3D tisk – právní problém

Jako soudní znalec se zabývám soudními spory i z oblasti výroby forem pro tlakové lití. V tomto oboru lze vycházet z toho, že doporučení Nadca 207 jsou návodem pro postupy obvyklé, a v dnešní době, především pro výrobu forem na tlakové lití pro automobilový průmysl, je lze považovat i za závazné.
To, že jsou závazné vyplývá i z toho, že AIAG (Automotive Industry Action Group) si ji vložila do CQI-27 Special Process: Casting System Assesment, tabulka H, odstavce H1.6 a H1.7, a tedy výrobci forem pro tento účel by měly umět prokázat, že postupovaly při výrobě formy dle Nadca-207.
To vše ale platí pro klasickým způsobem vyráběné díly tlakových forem z tvářených ocelí, specifikovaných v Nadca 207. Jak je to ale pro díly vyráběné AM technologiemi, především metodou LB-PBF (Laser Beam Powder Bad Fusion)?



Obr. 1 – Titulní strana Nadca 207, verze 2018
Obr. 2 – Titulní strana CQI-27
Obr. 3 – Titulní strana publikace Nadca 550
Samotná Nord Amercian Die Casting Association se k tomu pokusila zaujmout stanovisko v nové publikaci Nadca 550, nazvanou „Tooling Certification for Die Casting Die Components Fabricated by Additive Manufacturing“. Jedná se ale spíše o hodnocení stavu techniky v oboru výrobu forem na tlakové lití než o dokument s doporučeními, srovnatelnými s Nadca 207.
Při výrobě forem pro tlakové lití bychom se měli držet návodu, zpracovaném v publikaci č. 402 nazvané „Nadca Product Specification Standard for Die Casting“. Zde se říká, že každý díl formy na tlakové lití by měl být kategorizován dle následujících kritérií:
- Dle funkčnosti ve formě
- Dle požadované životnosti



Obr. 4 – Titulní strana publikace Nadca Product Specification Standard for Die Casting a tabulky pro kódování dílů formy ze strany 2-19.
Protože ale Nadca 207 říká, že existují kategorie dílů forem Class 1 a Class 2, odlišující se od sebe způsobem testování jakosti materiálu, pak musíme do kódování dílů forem na tlakové lití přidat ještě třetí parametr. Kód Class 1 znamená, že součástí výroby tvarové vložky formy budou vstupní a výstupní testy rázové houževnatosti, a jejich výsledky budou v souladu s doporučeními Nadca 207. Kód Class 2 říká, že tyto vstupní a výstupní testy rázové houževnatosti nejsou prováděny, nicméně zbývající parametry vstupní jakosti oceli musí být dodrženy.
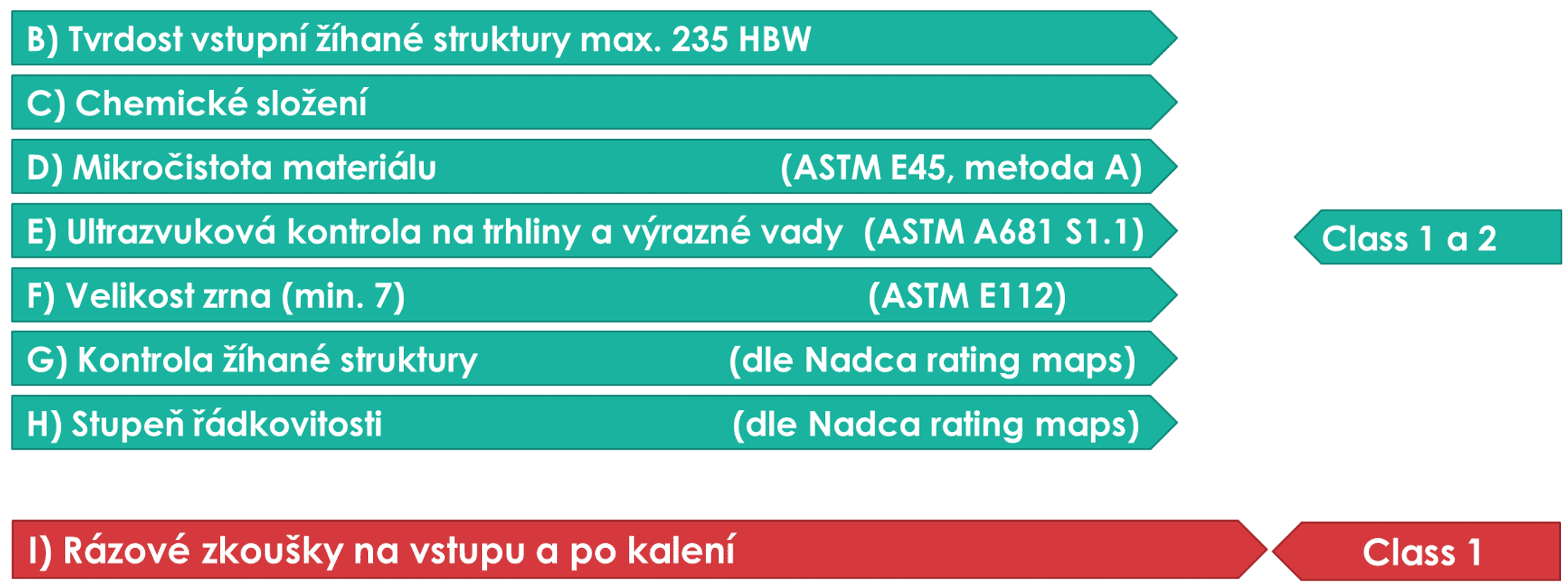
Obr. 5 – Jednotlivé testovací kroky pro ověření vstupní jakosti oceli dle Nadca 207
Toto kódování je významné nejenom pro výrobu nové formy, a pro zajištění smluvních podmínek kupní smlouvy mezi výrobcem nástroje a tlakovou slévárnou, ale i pro evidenci životnosti jednotlivých dílů ve slévárně včetně registrace všech nákladů souvisejících s jejich údržbou a obnovou.
Ve výsledku by návrh formy měl mít tuto formu:
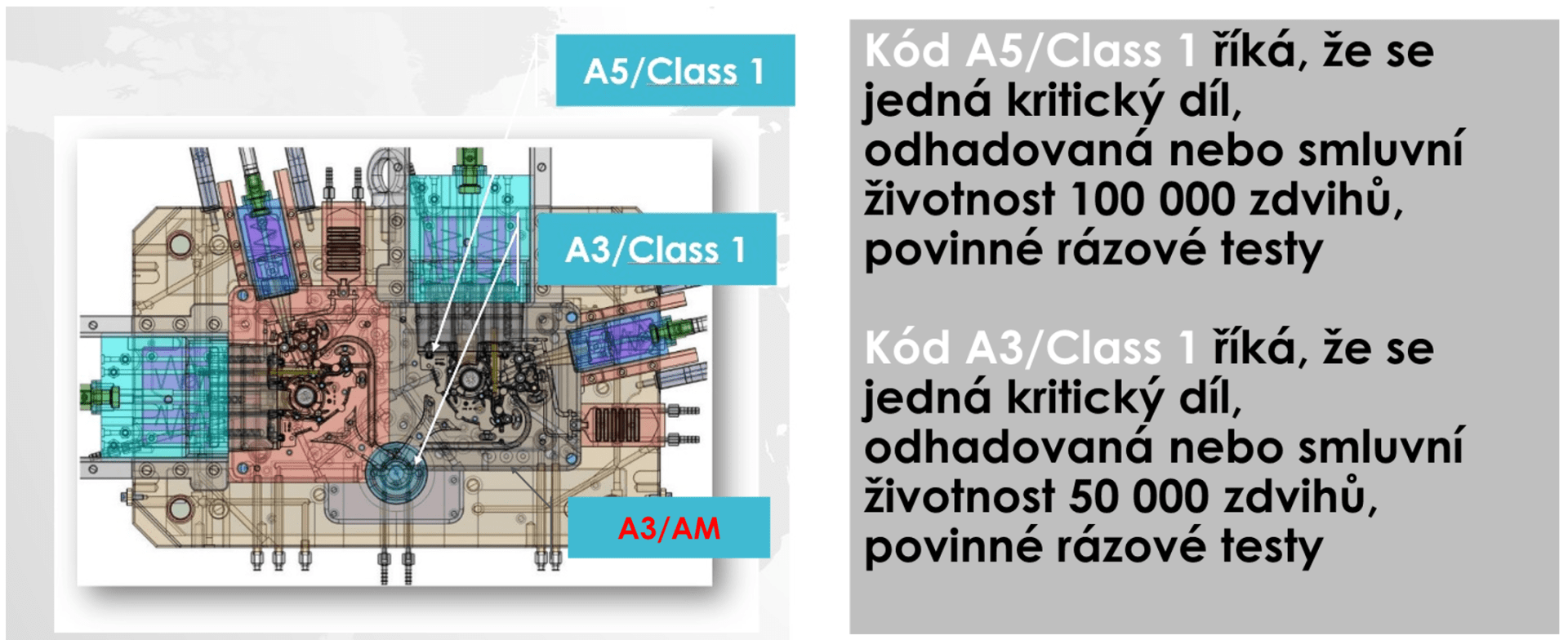
Obr. 6 – Příklad kódování dílů v kusovníku formy pro její výrobu a pro uživatele formy
Co ale předepsat pro díly formy vyráběné 3D tiskem, chceme-li objednat novou formu s minimální životností 100 000 kusů?
V současné době je minimum informací i skutečné životnosti vložek vyráběných 3D tiskem. Např. forma Bohler publikovala tento diagram pro hodnocení životnosti vložek tištěných z práškové oceli W722 AMPO/1.2709, a tuto životnost porovnala s materiálem H11/1.2343 ESR.

Obr. 7 – Firemní materiál firmy Bohler
Z tohoto diagramu je zřejmé, že vložky z 3D tisku z materiálu W722 AMPO budou mít třetinovou životnost jak díly z klasicky vyráběné oceli 1.2343 ESR. Co z toho vyplývá? Pokud chceme objednat formu s avizovanou životností 100 000 ks, musíme smluvně zajistit to, že uvedené díly vyráběné technologií 3D tisku budou s formou dodány v množství 3 ks. Otázkou tedy je, jestli je to opravdu to co chceme.
Obr. 8 – Ilustrativní případ 3D tisku dílu formy na tlakové lití pro zajištění životnosti 100 000 ks
Abychom se vypořádali s právní otázkou, co je to postup obvyklý, musíme se nejdříve zabývat jeho definicí. Aby tato definice mohla být použita, měl by obvyklý postup závazně odpovídat nejvyššímu dosaženému vědeckému poznání, a současně podle poměrně běžného konsenzu je nutné pro uznání obvyklého postupu lege artis buď obecné uznání postupu odbornou veřejností, nebo podání důkazu účinnosti takovéhoto postupu.
Obdobně se vyvíjela situace s Nadca 207, kdy v počátcích se jednalo pouze o doporučení pro výrobce oceli, nástrojů nebo tlakové slévárny, postupně ale došlo k uznání těchto postupů odbornou veřejností, a toto uznání bylo naplněno implementací postupů Nadca 207 do CQI-27.
Jak je tomu ale u 3D tisku? Abychom se s tímto výrazem pro AM technologie vypořádali, musíme nejdříve hledat odpovědi na následující otázky:
- Jaké práškové oceli jsou vhodné na formy pro tlakové lití? Je to 1.2709, H13, AMPO W360, HEATVAR, DIEVAR, jiné? Které z nich jsou schváleny NADCA?
- Pokud si již práškovou ocel vybereme, je popsáno, jaká má být jakost tohoto prášku? Velikost zrn, tvar, statistická distribuce, opakované použití prášku? Je nějaké doporučení NADCA?
- Pokud z vybrané práškové oceli vytiskneme díl, je definována přípustná porozita dílů po 3D tisku? A je vůbec ekonomicky možné tisknout díly s minimální porozitou? Je nějaký předpis nebo doporučení NADCA pro tiskové parametry?
- Je potřeba pro všechny typy ocelí s martenzitickou přeměnou vyhřívaná tisková platforma? A pokud ano, na jakou teplotu? A pokud je tato teplota nad 200 C, je vůbec taková tiskárna dostupná?
- Stejně jako v tepelném zpracování musí být vakuová pec ve validovaném stavu dle AMS 2750 G, je nějaký předpis, který říká, jak validovat tiskárny tak, aby výsledky byly reprodukovatelné?
- Pokud již díl formy vytiskneme, za jakých podmínek lze vynechat HIP (Hot Isostatic Pressing) a za jakých podmínek jej musíme povinně uplatnit?
- Pokud již díl vytiskneme, existuje předpis tepelného zpracování a všech dalších post-operaci vedoucí k maximalizaci odolnosti proti tepelné únavě?
- Je nějaký předpis, jak výsledek tisku testovat? Lze předpokládat, že pro ověření tisku budeme potřebovat provést referenční rázové zkoušky na každou tiskovou platformu. Máme informaci, jak tyto vzorky na platformu umístit a v jakém směru tak, aby co nejlépe vyjadřovaly stav po tisku?
Prakticky ani na jednu z předchozích otázek neznáme odpověď, a ani publikace Nadca 550 na tyto otázky neodpovídá. Je zde pouze konstatováno, že dnes již existuje řada norem pro 3D tisk vydaných v rámci ASTM, ISO, ASWE, AWS, tyto normy jsou ale orientovány na letecký průmysl nebo pro lékařské účely, žádná z nich ale neřeší problematiku 3D tisku pro formy na tlakové lití.

Obr. 9 – Výňatek z textu v publikaci Nadca 550
Z výše uvedeného vyplývá, že pro 3D tisk tvarových vložek forem pro tlakové lití postup obvyklý prozatím neexistuje. To, co ale existuje, to je riziko vyplývající ze skrytých vad. Samotná technologie 3D tisku je postavena na tom, že jednotlivá zrna prášku jsou natavována elektronovým (EB-PBF) nebo laserovým paprskem (LB-PBF). Výsledkem tohoto procesu je struktura materiálu, obsahující póry.
Např. z prezentace firmy Quintus vyplývá, že i když tiskneme s vysokou hustotou tisku, i tak uvnitř materiálu bude ještě značné množství pórů mikronové nebo submikronové velikosti.

Obr. 10 – Prezentace Quintus, 6. října 2022, webinář na téma „HIP for PVD sputtering targets“
Každý z těchto pórů může být ale skrytým zdrojem vad, s přímým vlivem na životnost dílu. Pokud si to promítneme do právního vyjádření, ten, kdo nástroj vyrábí a dodává, odpovídá za to, že jsou dodrženy smluvní podmínky, tedy např. životnost nástroje na 100 000 ks, a současně je odpovědný za skryté vady po dobu 2 let (podle českého práva §2618 Občanského zákoníku).
Protože ale díly z 3D tisku jsou z principu metody vždy porézní, prakticky vždy zde bude hrozit riziko skrytých vad s možnosti uplatnění nároků z vad výrobku včetně následných škod. Proto podle mého názoru je potřeba díly z 3D tisku pro tlakové formy specifikovat jako díly kritické, a podle toho i postupovat při jejich výrobě.
Z hlediska principu lze takto vyráběné díly forem srovnat s kritickými díly pro letecké motory. To jsou především lopatky spalovací turbíny. Ty se dnes vyrábí metodou přesného lití, nově ale i 3D tiskem. Protože ale i přes dokonalost výrobních metod existuje určité riziko skrytých vad, které jsou navíc obtížně detekovatelné, díly musí povinně procházet technologií HIP (Hot Isostatic Pressing) a následnými procesy tepelného zpracování.

Obr. 11 – Procesní workflow pro lopatky leteckých turbín vyráběných přesným litím nebo 3D tiskem
Důvodem není to, že bychom nebyli schopni odlévat nebo tisknout dokonale, s maximální hustotou, bez viditelných vad, ale především to, že uvnitř odlitku nebo dílu z 3D tisku mohou být neošetřené náhodné skryté vady.
Pokud tedy se budeme dívat na díly pro formy na tlakové lití jako na díly kritické, u nichž chceme zajistit stejnou životnost jako u dílů vyráběných klasicky dle Nadca 207, uplatnění technologie HIP musí být povinné.
Závěr
- V případě, že tvarový díl z 3D tisku nedosáhne smluvní životnosti, pak se jedná o porušení smlouvy
- Aby se zhotovitel (nástrojárna) vyvinil z případného zavinění, musí prokázat, že postupoval dle postupů obvyklých, a že předmět díla neměl v okamžiku předání skryté vady
- Protože ale postupy obvyklé neexistují, a díl z 3D tisku bude mít skryté vady vždy, především pokud neuplatníme HIP, objednatel formy (slévárna) se s velkou pravděpodobností domůže svých práv z hlediska vady výrobku, vyjma případu, kdy přímo ve smlouvě o koupi nového nástroje se jedna ze smluvních stran vzdá svých práv z hlediska nároků vzniklých ze skrytých vad z 3D tisku, do dvou let od předání formy na tlakové lití nebo dílu
S odkazem na výše uvedené, pokud opravdu chceme reprodukovatelně a spolehlivě tisknout díly na formy pro tlakové lití s odpovídající životností, bez technologie HIP se neobejdeme. To, podle mého názoru, bude i podmínka pro uplatnění nároků ze skrytých vad a s tím i souvisejících škod.
11. prosince 2022
Jiří Stanislav