EURO 7

Dnes začali všichni skloňovat EURO 7 a s tím související vývoj v oblasti automobilového průmyslu. Jaké to bude mít dopady na zakázkové kalírny? Řekněme si na rovinu, minimální. Vždyť i sama směrnice EURO 7 říká, že dopad na cenu auta to bude mít v rozsahu 90-150 €. A v čem tyto vícenáklady budou umořeny?
- Lepší kontrola emisí látek znečišťujících ovzduší ze všech nových vozidel: rozšířením rozsahu jízdních podmínek, na které se vztahují testy emisí na silnici. Ty nyní budou lépe odrážet rozsah podmínek, které mohou vozidla po celé Evropě zažít, včetně teplot až 45 °C nebo krátkých cest typických pro každodenní dojíždění.
- Aktualizace a zpřísnění limitů pro emise znečišťujících látek: limity budou zpřísněny pro nákladní automobily a autobusy, zatímco nejnižší stávající limity pro osobní automobily a dodávky budou nyní platit bez ohledu na palivo spotřebované vozidlem. Nová pravidla také stanoví emisní limity pro dříve neregulované znečišťující látky, jako jsou emise oxidu dusného z těžkých nákladních vozidel.
- Regulujte emise z brzd a pneumatik: Pravidla norem Euro 7 budou první celosvětovou emisní normou, která překročí rámec regulace emisí výfukového potrubí a stanoví další limity pro emise pevných částic z brzd a pravidla pro emise mikroplastů z pneumatik. Tato pravidla budou platit pro všechna vozidla, včetně těch elektrických.
- Zajistěte, aby nová auta zůstala čistá déle: všechna vozidla budou muset splňovat pravidla po delší dobu než dosud. Shoda osobních a dodávkových automobilů bude kontrolována, dokud tato vozidla nedosáhnou 200 000 kilometrů a 10 let stáří. To zdvojnásobuje požadavky na odolnost podle pravidel Euro 6/VI (100 000 kilometrů a 5 let stáří). K podobnému zvýšení dojde u autobusů a nákladních automobilů.
- Podporujte zavádění elektrických vozidel: nová pravidla budou regulovat životnost baterií instalovaných v automobilech a dodávkách s cílem zvýšit důvěru spotřebitelů v elektrická vozidla. To také sníží potřebu výměny baterií v rané fázi životnosti vozidla, čímž se sníží potřeba nových kritických surovin potřebných k výrobě baterií.
- Plně využijte digitální možnosti: Pravidla Euro 7 zajistí, že s vozidly nebude manipulováno a že emise budou moci úřady snadno kontrolovat pomocí senzorů uvnitř vozidla k měření emisí po celou dobu životnosti vozidla
Co z toho vyplývá? Tyto vícenáklady skončí v opatřeních:
- zajištující bezemisní provoz auta ze 100 000 km na 200 000 km, resp. 10 let namísto stávajících 5 let. Tedy zvýší se požadavky na materiály a jejich životnost. Skončí snad už konečně doba low cost dílů, skončí ale i doba použití některých technologií, které tyto požadavky nesplní.
- Poprvé se norma koncentruje i na emise prachu z pneumatik a brzd. To první nás moc neovlivní, to druhé ale zásadně. Kotouče brzd budou totiž muset být karbonitridované, s aplikací vrstvy FNC, pravděpodobně ve vztahu ke specifikaci normy GMW16218 : Ferritic Nitrocarburized Brake Rotors. Tato změna přináší i další povinnu operaci, a to je žíhání na odstranění pnutí před finálním obráběním tak, aby po aplikaci FNC byla zachována rozměrová stabilita.
- Poslední část vícenákladů bude pak sloužit k tomu, aby samokontrola vozidla neumožnila provozovat vozidlo v nevhodném stavu.
Je zajímavé, že narozdíl od Číny, tato norma neurčuje efektivnost využití přenosu elektrické energie u elektro aut. U klasického auta se spotřebou 7l/100 km se počítá s tím, že odpovídající spotřeba výkonu je 11 kWh/100 km. U elektrického auto je to ale zatím více:
![]()
V Číne je již stanoveno, že do roku 2025 musí být zajištěno, aby e-auto nespotřebovávalo více jak 12 kWh/na 100 km. To je velký úkol. Právě z důvodu vysoké efektivnosti využití elektrické energie na motoru (80-95%) pohonná jednotka neprodukuje žádné vedlejší teplo, které by se mohlo využít po vytápění automobilu. Proto uvedené parametry lze prozatím splnit jen v letních měsících, jakmile ale zapneme vytápění, spotřeba vzroste o 50 až 75%.
Z pohledu zakázkových kalíren EURO 7 tedy nepřinese žádnou významnou změnu. Tato změna se promítne spíše na straně spotřebitele. To, co je pro nás ale podstatné bude směr vývoje ohledně prachových emisí z pneumatika z brzd. Měli by být naplněny limity PM10 a PM 2,5. Co to znamená?
Částice jsou definovány svým průměrem pro účely regulace kvality ovzduší. Ty s průměrem 10 mikronů nebo méně (PM10) jsou vdechovatelné do plic a mohou vyvolat nepříznivé zdravotní účinky. Jemné částice jsou definovány jako částice o průměru 2,5 mikronu nebo méně (PM2,5). Proto PM2,5 obsahuje část PM10. Emise ze spalování benzínu, oleje, motorové nafty nebo dřeva produkují velkou část znečištění PM2,5, které se nachází ve venkovním ovzduší, a také významnou část PM10. PM10 také zahrnuje prach ze stavenišť, skládek a zemědělství, lesních požárů a spalování křovin/odpadu, průmyslových zdrojů, větrem navátý prach z otevřených ploch, pyl a úlomky bakterií. A právě tyto velké částice jsou produkovány brzdnými systémy.
Není ale zatím úplně jasné, kam se technologie k omezení PM10 budou ubírat. U elektromobilu velká část energie při brždění se rekuperuje zpět do baterie. Teoreticky elektro auto potřebuje brzdy jen tehdy, selže-li elektrika. Jak tedy budou vypadat brzdy pro elektroauta? Jen jako back-up anebo jako klasický brzdový systém u aut se spalovacími motory? Budou auta mít brzdy kotoučové a nebo se vrátíme k brzdám bubnovým, kde emise prachových částic jsou prakticky nulové?
Pokud tyto otázky nebudou zodpovězeny, bude velmi obtížné investovat do technologie FNC. Z hlediska procesu je sice vše jasné, z hlediska množství se ale jedná o neuvěřitelné hodnoty, jejichž kapacitní zajištění bude znamenat obrovské investice. Např. pokud slévárna šedé litiny je schopna produkovat 1 mil. kotoučů pro brzdné systémy, jedná se ročně o 5 ař 15 tisíc tun materiálu, který musí být odlit, žíhán na odstranění pnutí, obráběn a následně karbonitridován.
Významným hráčem v této technologii je Bodycote se svým procesem CID (Corr-I-dur). Jenže jeho technologie je postavena na jednokomorových pecích. Při rozměrech a hmotnostech kotoučů brzd se jedná o dávky v rozsahu 100 až 200 ks na proces, který trvá více jak 16 hodin. Tzn. že jedna retortová komorová pec je schopna aplikovat FNC na cca 60 000 ks ročně. Aby se toto pak promítlo do FNC, bylo by potřeba pro slévárnu s tímto objemem zajistit 17 jednokomorových pecí. To je mimo realitu.
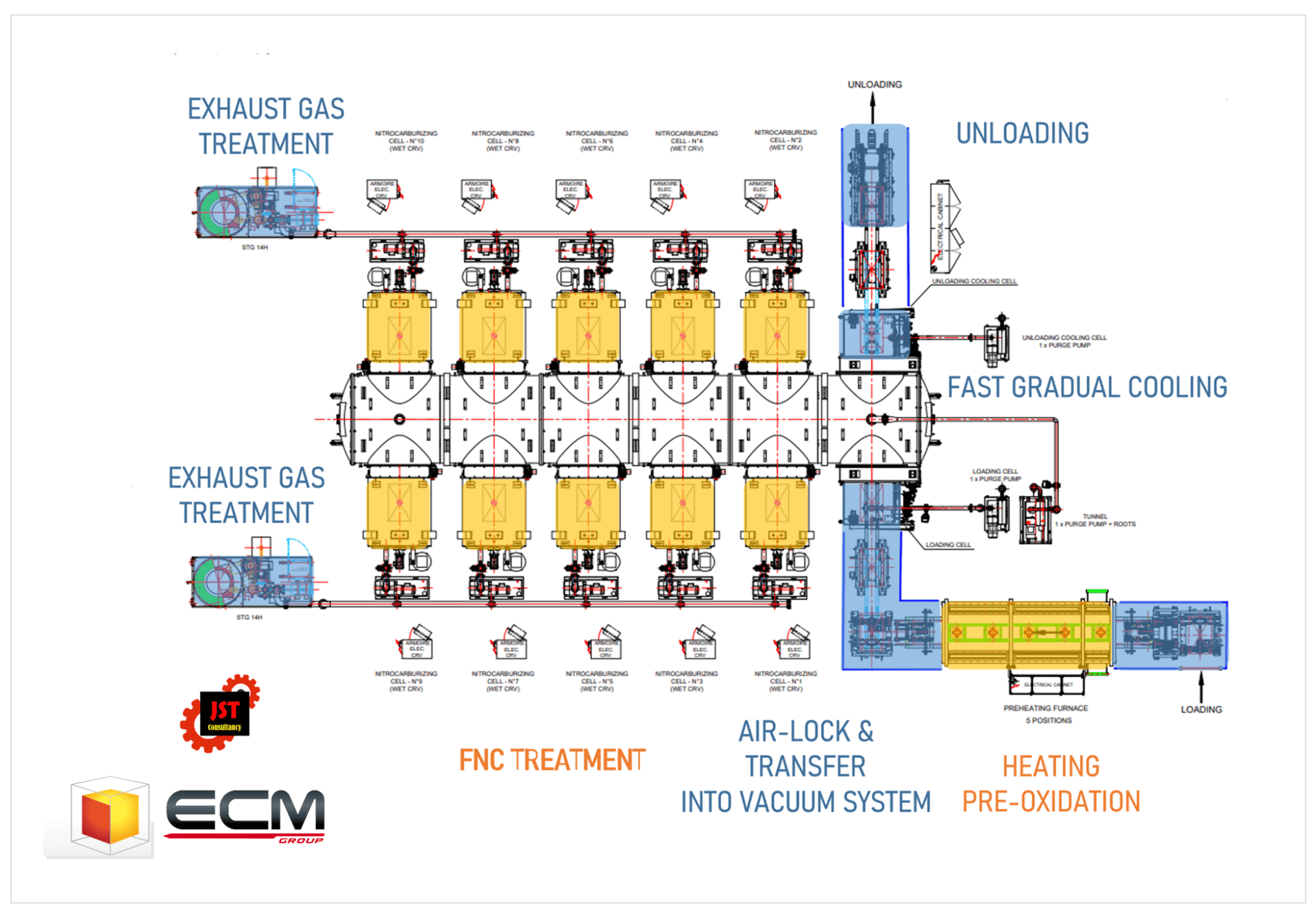
Protože zastupuji ECM, to je firma, která řešení pro tuto aplikaci má. Buď v systému Flex nebo Jumbo. V obou případech se jedná o plně automatickou linku, s mnoha FNC komorami, a se speciálními komorami pro před-oxidaci, post-oxidaci a pro chlazení po procesu. To umožňuje zkrácení cyklu FNC na 3 hodiny, obdobně jako u procesu Nitrotec NQ40.
https://www.ecm-usa.com/applications/ferritic-nitrocarburizing-fnc
O tom ale až příště ..
Jiří Stanislav
13. dubna 2023


{kind=link}
{kind=link}