EURO 7

Today, everyone started talking about EURO 7 and related developments in the automotive industry. What will be the effects on custom colorers? Let’s face it, minimal. After all, the EURO 7 directive itself says that the impact on the price of the car will be in the range of €90-150. And what will these extra costs be amortized?
- Better control emissions of air pollutants from all new vehicles: by broadening the range of driving conditions that are covered by the on-road emissions tests. These will now better reflect the range of conditions that vehicles can experience across Europe, including temperatures of up to 45°C or short trips typical of daily commutes.
- Update and tighten the limits for pollutant emissions: limits will be tightened for lorries and buses while the lowest existing limits for cars and vans will now apply regardless of the fuel used by the vehicle. The new rules also set emission limits for previously unregulated pollutants, such as nitrous oxide emissions from heavy-duty vehicles.
- Regulate emissions from brakes and tyres: the Euro 7 standards rules will be the first worldwide emission standards to move beyond regulating exhaust pipe emissions and set additional limits for particulate emissions from brakes and rules on microplastic emissions from tyres. These rules will apply to all vehicles, including electric ones.
- Ensure that new cars stay clean for longer: all vehicles will need to comply with the rules for a longer period than until now. Compliance for cars and vans will be checked until these vehicles reach 200,000 kilometres and 10 years of age. This doubles the durability requirements existing under Euro 6/VI rules (100,000 kilometres and 5 years of age). Similar increases will take place for buses and lorries.
- Support the deployment of electric vehicles: the new rules will regulate the durability of batteries installed in cars and vans in order to increase consumer confidence in electric vehicles. This will also reduce the need for replacing batteries early in the life of a vehicle, thus reducing the need for new critical raw materials required to produce batteries.
- Make full use of digital possibilities: Euro 7 rules will ensure that vehicles are not tampered with and emissions can be controlled by the authorities in an easy way by using sensors inside the vehicle to measure emissions throughout the lifetime of a vehicle.
What does this imply? These additional costs end up in measures:
- ensuring emission-free operation of the car from 100,000 km to 200,000 km, or 10 years instead of the existing 5 years. Thus, the requirements for materials and their service life will increase. Perhaps the era of low-cost parts will finally come to an end, but so will the era of using certain technologies that do not meet these requirements.
- For the first time, the standard also focuses on dust emissions from tires and brakes. The first will not affect us much, but the second will fundamentally. The brake discs will have to be carbonitrided, with the application of an FNC layer, probably in relation to the specification of the standard GMW16218: Ferritic Nitrocarburized Brake Rotors. This change also brings another mandatory operation, which is stress relief annealing before final machining so that dimensional stability is maintained after FNC application.
- The last part of the additional costs will then be used to ensure that the vehicle’s self-check does not allow the vehicle to be operated in an unsuitable condition.
It is interesting that, unlike China, this standard does not determine the efficiency of the use of electric energy transmission in electric cars. For a classic car with a consumption of 7l/100 km, it is calculated that the corresponding power consumption is 11 kWh/100 km. But for an electric car, there is still more:
![]()
In China, it has already been established that by 2025 it must be ensured that an e-car does not consume more than 12 kWh/per 100 km. That’s a big task. Precisely because of the high efficiency of the use of electrical energy on the engine (80-95%), the drive unit does not produce any secondary heat that could be used after heating the car. Therefore, the mentioned parameters can only be met in the summer months, but as soon as we turn on the heating, the consumption will increase by 50 to 75%.
From the point of view of commercial heat treaters, EURO 7 will therefore not bring any significant change. This change will be reflected more on the consumer side. What is important for us, however, will be the direction of development regarding dust emissions from the tire from the brakes. PM10 and PM 2.5 limits should be met. What does it mean?
Particles are defined by their diameter for air quality regulation purposes. Those with a diameter of 10 microns or less (PM10) are inhaled into the lungs and can cause adverse health effects. Fine particles are defined as particles 2.5 microns or less in diameter (PM2.5). Therefore, PM2.5 contains part of PM10. Emissions from burning petrol, oil, diesel or wood produce much of the PM2.5 pollution found in outdoor air, as well as a significant amount of PM10. PM10 also includes dust from construction sites, landfills and agriculture, forest fires and bush/waste burning, industrial sources, windblown dust from open areas, pollen and bacterial debris. And it is these large particles that are produced by brake systems.
However, it is not yet entirely clear where technologies to limit PM10 will go. In an electric car, a large part of the energy during braking is recovered back into the battery. In theory, an electric car only needs brakes if the electrics fail. So, what will the brakes for electric cars look like? Just as a back-up or as a classic brake system for cars with internal combustion engines? Will the cars have disc brakes or will we return to drum brakes, where emissions of dust particles are practically zero?
If these questions are not answered, it will be very difficult to invest in FNC technology. From the point of view of the process, everything is clear, but from the point of view of quantity, these are incredible values, whose capacity provision will mean huge investments. E.g. if a gray cast iron foundry is capable of producing 1 million discs for brake systems, this is 5 to 15 thousand tons of material per year, which must be cast, annealed to remove stress, machined and subsequently nitrocarburized.
A major player in this technology is Bodycote with its CID (Corr-I-dur) process. But its technology is based on single-chamber furnaces. Given the dimensions and weights of the brake discs, these are batches in the range of 100 to 200 pieces for a process that takes more than 16 hours. That is that one retort chamber furnace is able to apply FNC to approx. 60,000 pieces per year. In order to translate this into FNC, it would be necessary to provide 17 single-chamber furnaces for a foundry with this volume. This is beyond reality.
Since I represent ECM, that is the company that has the solution for this application. Either in the Flex or Jumbo system. In both cases, it is a fully automatic line, with many FNC chambers, and with special chambers for pre-oxidation, post-oxidation and for cooling after the process. This allows the FNC cycle to be shortened to 3 hours, similar to the Nitrotec NQ40 process.
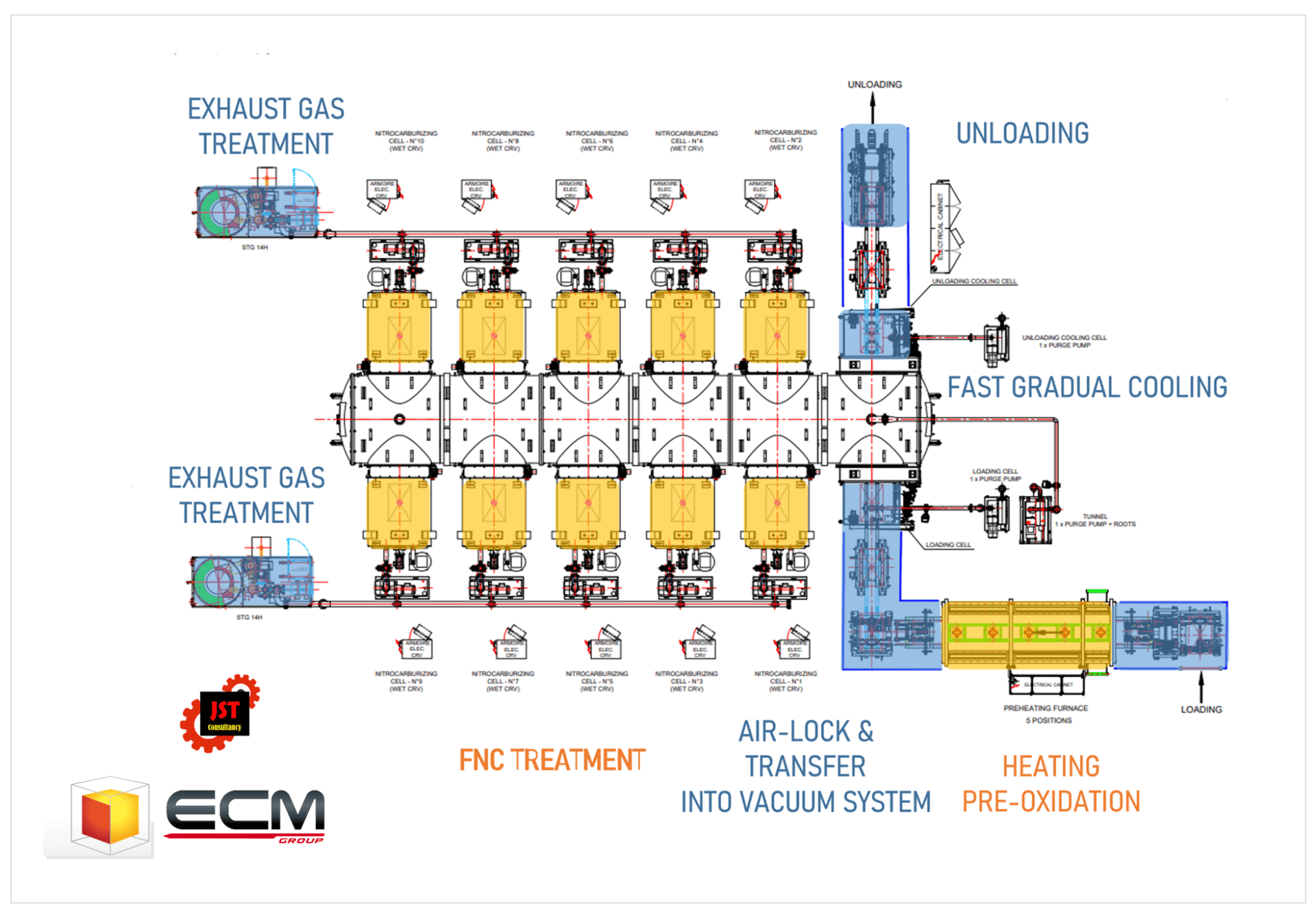
https://www.ecm-usa.com/applications/ferritic-nitrocarburizing-fnc
But about that next time..
April 13, 2023
Jiří Stanislav


