EOS a Innomia

Ve čtvrtek 6. června se odehrála v Jaroměři akce pod názvem XperienceDayTooling organizovaná EOS a Innomia. Byly představeny dvě základní aplikace 3D tisku, a to pro formy na plasty a pro formy na tlakové lití.
A jak jsem se k tomu dostal? Informaci o tom publikovala paní Barbora Bryksí Stunová na Linkedin, úžasná to osoba ze Svazu sléváren, ČVUT Praha, fakulty strojní, dlouhodobě a systematicky bojující za naše práva na informaci pod názvem „Efektivní propojení univerzitního potenciálu s výrobní praxí“. A protože se již trochu znám i s panem Rozkošným, tak nakonec jsem se tam probojoval i já.
A co jsem si z toho odnesl? Na jedné straně obdiv a na druhé straně zklamání. Obdiv k tomu, že EOS nespí a snaží se vyvíjet systémy, které jsou při tisku rychlejší a současně bez ztráty kvality tisku.
Zklamání v tom, že i po 5ti letech od mé akce organizované ve spolupráci s Asociací pro tepelné zpracování CZ a SK (2019) na téma „HIP a tepelné zpracování, jejich role v aditivní 3D technologii a přesném lití“ jsem nedostal odpověď na základní otázku „Kdy HIP a kdy bez HIP“ u 3D tisku.
Naopak, jak jsem vycítil i po diskuzi s Patrickem Murr z EOS, stále pokračuje trend tisknout s co největší hustotou, bez HIP. A když už na to došlo, základní odpověď byla: „to by zákazník nezaplatil“, aniž by přitom věděl, kolik vlastně ta technologie HIP v komerčních službách stojí.
Je ale pravdou, že postupným vylepšováním tiskové strategie, zvětšováním laserové stopy a výkonu laseru se postupně dostávají k časům, které odpovídají výsledkům ze starších tiskáren v kombinaci s HIP. Původní velikost laserem ozářené plochy do 100 µm a s Gaussovým rozložením energie se přenáší do nového světa s ozářenou plochou až 210 µm a novým tvarem, kterému říkají „Donut“. Výkon laseru vzrostl z původních 400 W na dnešních 1-1,2 kW. Pracovní název to má „Accelarate“ tisk.
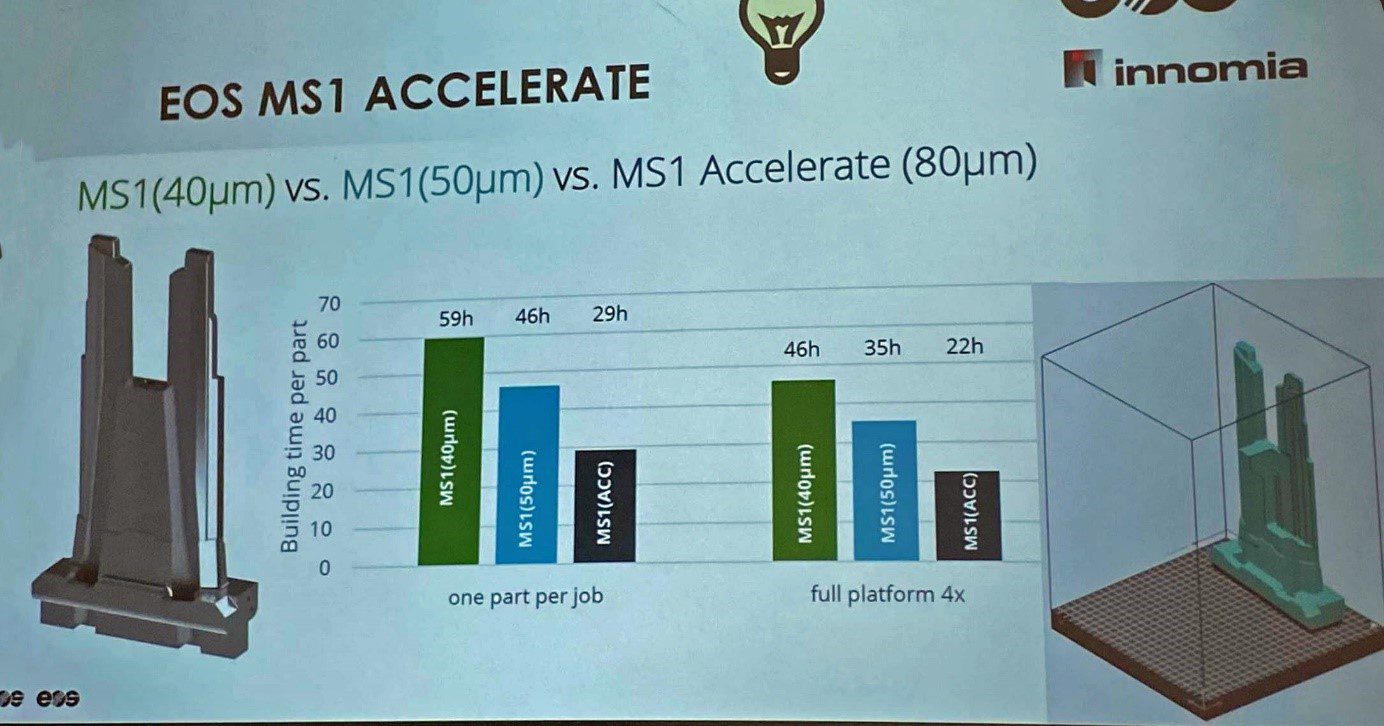
Obr.č. 1 – Porovnání rychlosti tisku s různými strategiemi (30, 50 a 80 um)
Určitě je to zajímavá cesta, řešící ekonomiku tisku. Není to ale samospasitelné řešení pro tlakové formy. Tak jako u tepelného zpracování ocelí pro práci za tepla typu H11, H13, Dievar platí, že musíš kalit, jak nejrychleji můžeš, protože absolutní přednost má vnitřní struktura materiálu, bez ohledu na nebezpečí vysokých napětí a v jejich důsledku i případných trhlin, pak 3D tisk se této filozofie nedrží.
Zajímavou kapitolou byl tzv. hybridní tisk. Na základ nástroje z tvářeného materiálu se vytiskne funkční část např. s komfortním chlazením. To dává smysl, protože funkční vlastnosti jsou zachovány, čas tisku je ale podstatně kratší, jen úměrně tomu, co dotiskneme. Lze to použít jak pro nové nástroje, tak ale především pro opravu starých. Na tom ostatně je postavena i technologie DMG Mori Lasertech DED Hybrid, v tomto případě se ale využije tiskárna EOS s L-PBF.
Na semináři bylo řečeno, že uhlíkových, na vzduchu kalitelných ocelí se tiskaři bojí jak čert kříže, a proto stále unikají do maraging oceli typu 1.2709. A důvod?
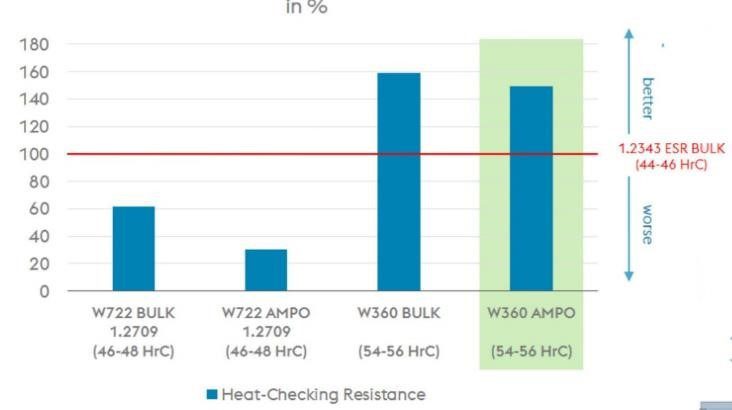
Obr.č. 2 – Porovnání odolnosti proti tepelné únavě u materiálu 1.2709, W360 a 1.2343 dle firmy Bohler
Tak jako u klasického navařování dle Nadca 207 bychom měli navařovat za teplot nad Ms, tak obdobně bychom tyto typy ocelí měli i tisknout. Jenže klasické, u nás dostupné tiskárny, umí ohřát platformu do 200 °C. A já osobně nevidím zásadní rozdíl mezi navařováním klasickým a navařováním laserovým paprskem v mikrosvětě kovového prášku. I Quintus přitom tvrdí, že i když máme hustotu materiálu z tisku 99,95%, i přesto materiál obsahuje milióny mikronových nebo submikronových pórů.
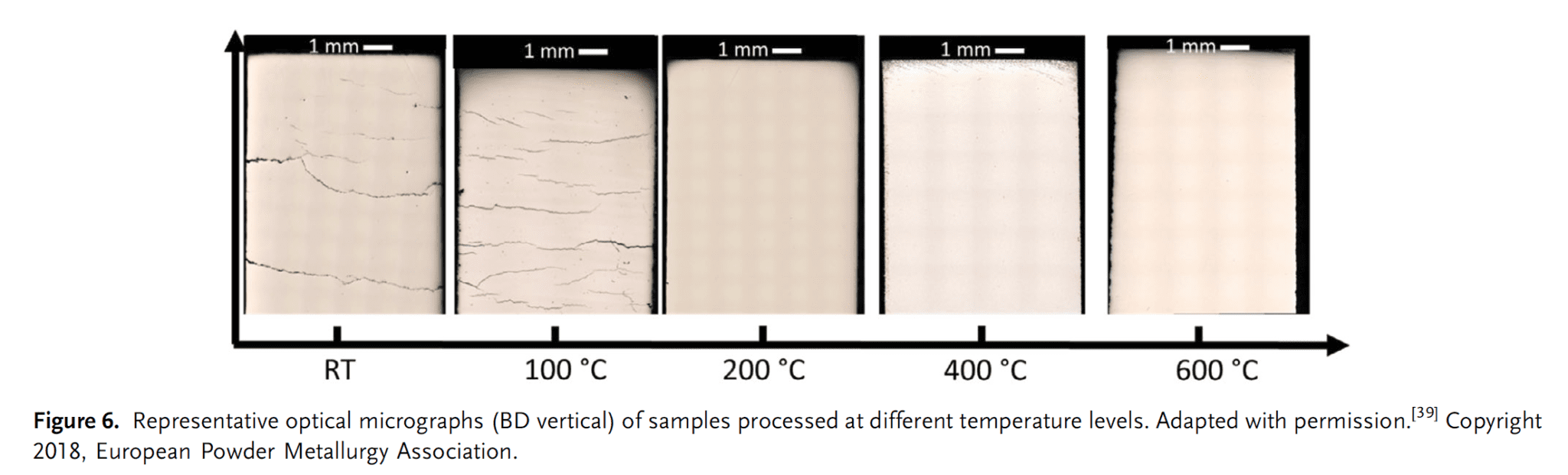
Obr.č. 3 – Porovnání vlivu teploty platformy na vnitřní pnutí v tištěné vrstvě
Dnes již víme, že pokud tiskneme Dievar, můžeme docílit i bez HIP velmi dobrých hodnot rázové houževnatosti podle hodnocení Nadca 207. Jenže pokud ještě aplikujeme HIP, pak se tyto hodnoty zvyšují o dalších až 30%. A moje vysvětlení je právě v tom, že se zbavíme alespoň části z těch miliónů mikronových nebo submikronových pórů. To je to, co pro tlakové lití potřebujeme. A to ani nehledím na případné skryté vady, které ani pomocí CT nenajdeme.
Ano, je to moje soukromá teorie a nikomu ji nevnucuji. Pokud ale vidím 3D tisk pro tyto náročné aplikace do budoucna, pak pouze jako trojkombinaci. Tedy tiskárna, HIP a pořádná vakuová pec. Nakonec i Tomáš Čegan z VŠB Ostrava, se kterým nyní spolupracuji na vývoji 3D tisku právě oceli Dievar je se mnou na stejné vlně. Takže vlastně už osamocený v těchto úvahách nejsem.

Obr.č. 4 – Pracovní workflow pro 3D tisk dílů forem pro tlakové lití
A pokud sleduji dění ve světě, kapacity HIP neustále přibývají, a to má asi nějaké důvody. Příkladem může být např. italská firma PRES-X (https://www.pres-x.com/about/), nebo Pankl Racing Systems z Rakouska (https://pankl.com/racing/en/technologies/additive-manufacturing/) kde všechny potřebné post-procesní technologie jsou k dispozici. Tomu rozumím, nerozumím ale tomu, proč ve stejném trendu se neprovádí strategie 3D tisku i u nás.
A dislokace jednotlivých technologií mezi různé poskytovatele této služby? Mám na mysli specialisty na 3D tisk, specialisty na HIP a specialisty na tepelné zpracování? Ano, je to možné, ale znamená to velkou vědomostní bariéru. Každý z těchto specialistů si chrání svoje know-how, jenže výsledný produkt má mít vlastnosti dané souběhem všech tří technologií a všech 3 know-how.
Snad docela jasně je to řečeno i zde :
Heat Treat & Thermal Processing Requirements Of Post-Processing AM
If you are going to get involved in AM, it is essential to have the right equipment. One of the most talked about equipment is hot isostatic pressing (HIP) technology. Often, heat treat operations use HIP equipment for post-process heat treating in order to get the solid part they desire. For the most part, commercial heat treaters have positioned themselves to handle the R&D required to navigate the terrain of overcoming processing challenges of new/complex parts and creating standardizations. However, private R&D facilities and departments are also building out their capabilities to handle AM in HIP.
However, so also have vacuum furnaces been a key leader in heat treating AM components. Here, commercial heat treaters have also made moves to expand their equipment/process offerings to accommodate AM parts.
https://www.heattreattoday.com/heat-treating-am-components-to-infinity-and-beyond/

Obr.č. 5 – Tisk v Innomia Jaroměř
Jiří Stanislav
9. června 2024


{kind=link}
{kind=link}