EOS and Innomia

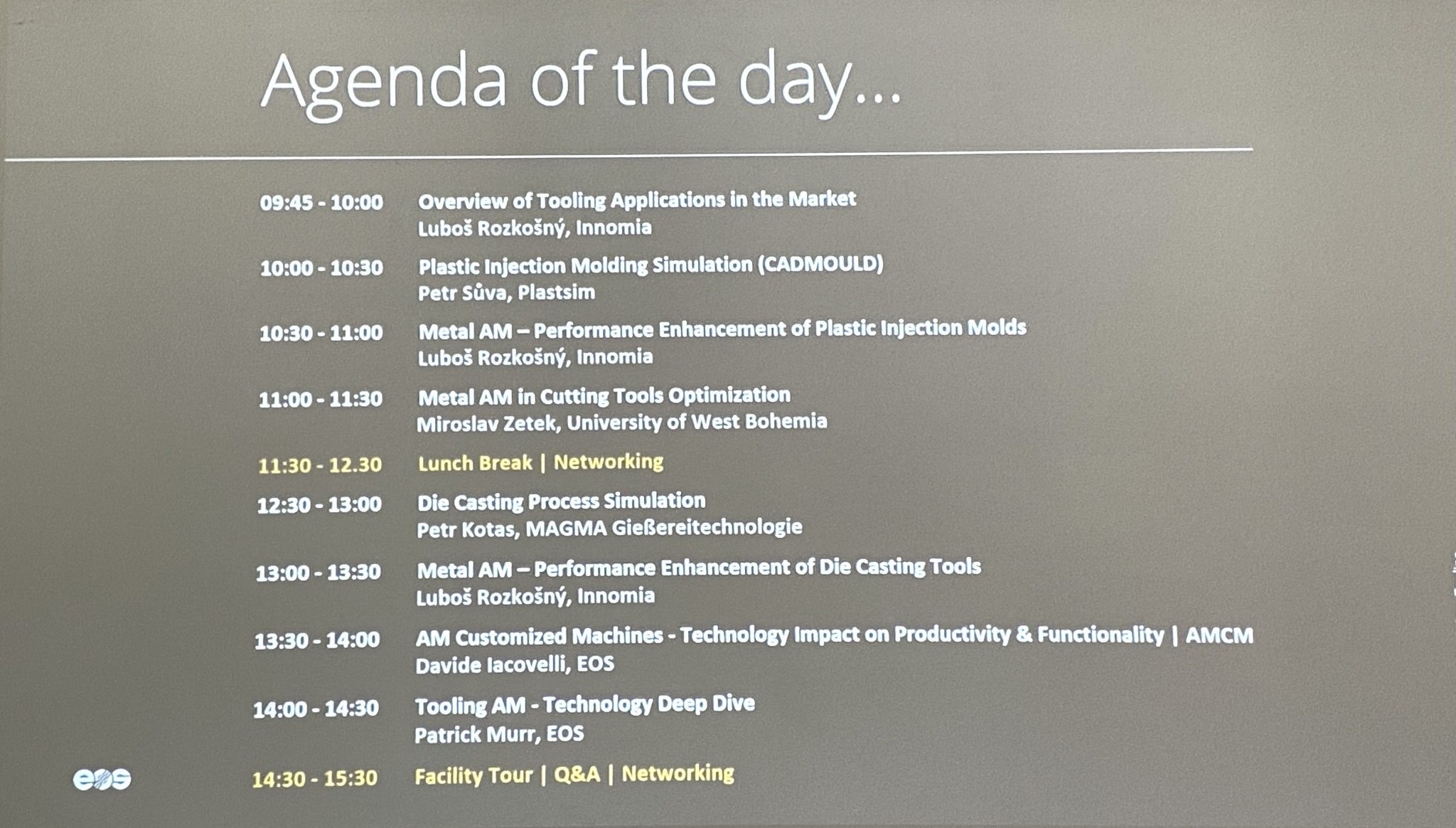
On Thursday, June 6, an event called XperienceDayTooling organized by EOS and Innomia took place in Jaroměř. Two basic applications of 3D printing were presented, namely for plastic moulds and for die casting dies.
And how did I get there? Information about this was published by Mrs. Barbora Bryksí Stunová on Linkedin, an amazing person from the Union of Foundries, ČVUT Prague, Faculty of Mechanical Engineering, long-term and systematic fighter for our rights to information under the title “Effective linking of university potential with production practice”. And since I’m already a little familiar with Mr. Rozkošný, I ended up fighting my way there too.
And what did I get out of it? On the one hand admiration and on the other hand disappointment. Admiration for the fact that EOS is not sleeping and trying to develop systems that print faster and at the same time without losing print quality.
Disappointment in that even after 5 years since my event organized in cooperation with the Association for Heat Treatment CZ and SK (2019) on the topic “HIP and heat treatment, their role in additive 3D technology and precision casting” I have not received an answer to the basic question “When to HIP and when not to HIP” in 3D printing.
On the contrary, as I sensed even after the discussion with Patrick Murr from EOS, the trend to print as densely as possible. And when it came down to it, the basic answer was: “the customer wouldn’t pay for that”, without knowing how much the HIP technology actually costs in commercial services.
It is true, however, that by gradually improving the printing strategy, increasing the laser footprint and laser power, they are gradually reaching times that correspond to the results from older printers in combination with HIP. The original size of the laser irradiated surface up to 100 µm and with Gaussian energy distribution is transferred to a new world with an irradiated surface of up to 210 µm and a new shape they call “Donut”. The power of the laser increased from the original 400 W to today’s 1-1.2 kW. It has a working title of “Accelerate” printing”.
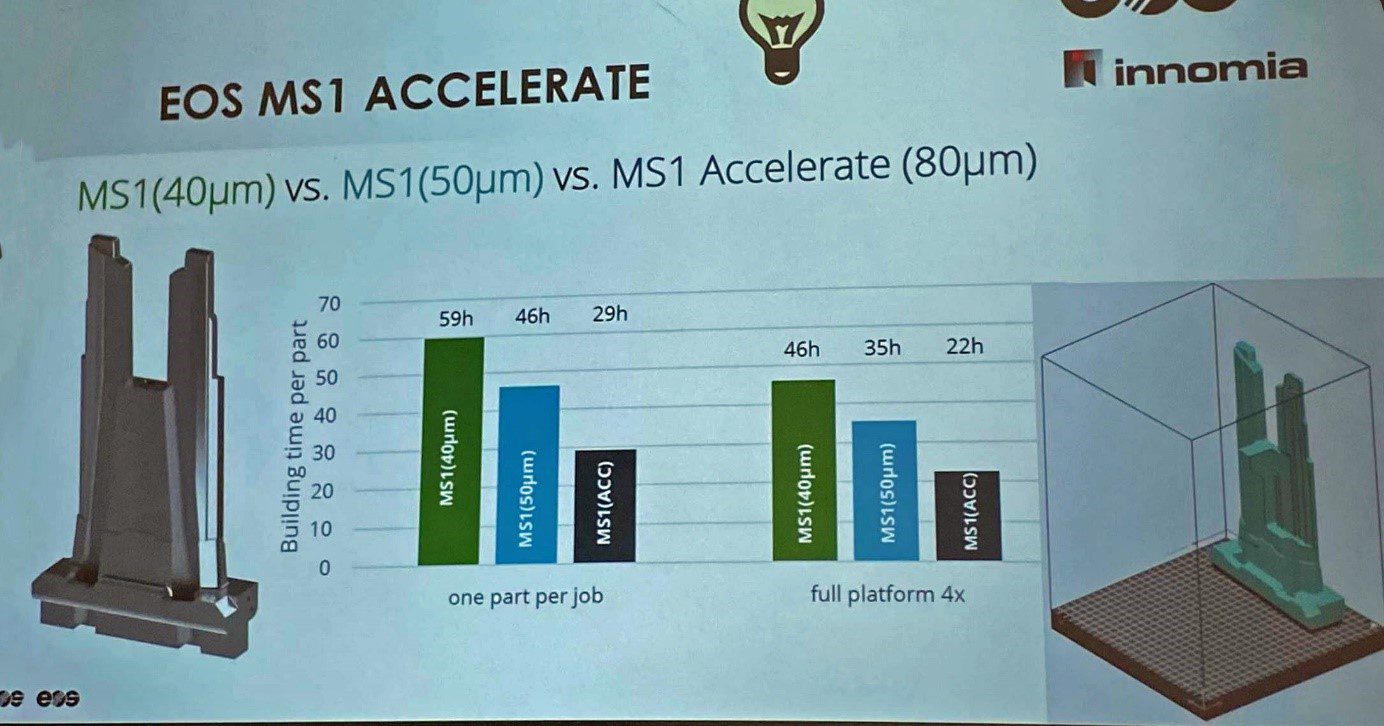
Fig. 1 – Comparison of print speed with different strategies (30, 50 a 80 µm)
It is certainly an interesting way to deal with the economics of printing. But it is not a self-saving solution for die casting. As with the heat treatment of hot work steels type H11, H13, Dievar applies that you have to harden as quickly as you can, because the internal structure of the material has absolute priority, regardless of the danger of high stresses and, as a result, possible cracks, then 3D printing does not adhere to this philosophy.
An interesting chapter was the so-called hybrid printing. A functional part, e.g. with comfort cooling, is printed on the tool body from classic steel. This makes sense, because the functional properties are preserved, but the printing time is significantly shorter, only in proportion to what we add by printing. It can be used both for new tools and, above all, for repairing old ones. After all, the DMG Mori Lasertech DED Hybrid technology is also built on this, but in this case the EOS printer with L-PBF is used.
It was said at the seminar that carbon, air-hardenable steels are scared as hell by printers, and that’s why they still escape to maraging steel type 1.2709. And reason?
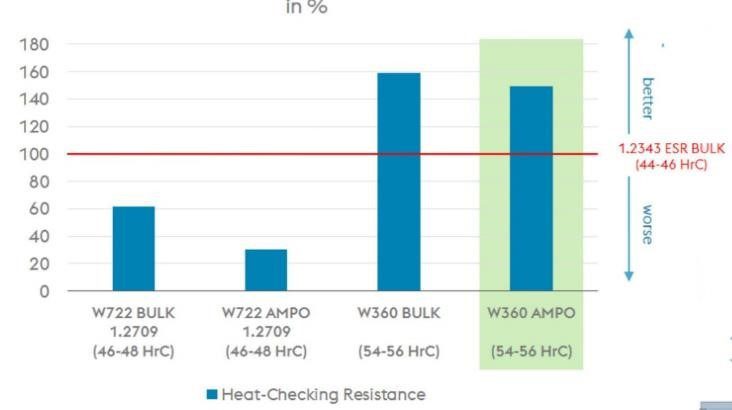
Fig. 2 – Comparison of material thermal fatigue resistance for steel grades 1.2709, W360 a 1.2343 from Bohler
Just as with classic welding according to Nadca 207, we should weld at a temperature above Ms, so similarly we should print these types of steel. But the classic printers available here can heat the platform up to 200 °C. And I personally do not see a fundamental difference between conventional welding and laser beam welding in the microworld of metal powder. Even Quintus claims that even if we have a material density of 99.95%, the material still contains millions of micron or submicron pores.
Fig. 3 – Comparison of the influence of the platform temperature on the internal stress in the printed layer
Today we already know that if we print Dievar, we can achieve very good impact strength values even without HIP according to the Nadca 207 evaluation. But if we also apply HIP, then these values increase by up to 30%. And my explanation is precisely that we get rid of at least a part of those millions of micron or submicron pores. This is what we need for die casting. And I’m not even looking at possible hidden defects that we can’t even find with CT.
Yes, it’s my personal theory and I’m not imposing it on anyone. But if I see 3D printing for these demanding applications in the future, then only as a triple combination. So, a printer, HIP and a proper vacuum oven. Finally, even Tomáš Čegan from VŠB Ostrava, with whom I am now collaborating on the development of 3D printing of Dievar steel, is on the same page as me. So, I’m actually not alone in these thoughts anymore.

Fig. 4 – Workflow for 3D printing of die-casting dies
And if I follow what’s going on in the world, HIP capacities are constantly increasing, and there are probably reasons for that. An example can be, for example, the Italian company PRES-X (https://www.pres-x.com/about/), or Pankl Racing Systems from Austria (https://pankl.com/racing/en/technologies/additive- manufacturing/) where all necessary post-processing technologies are available. I understand that, but I don’t understand why the 3D printing strategy is not implemented in the same trend in our country.
And the dislocation of individual technologies between different providers of this service? I mean 3D printing specialists, HIP specialists and heat treatment specialists? Yes, it is possible, but it means a big knowledge barrier. Each of these specialists protects their own know-how, but the resulting product should have the properties given simultaneously of all three technologies and all 3 know-how.
Perhaps it is also stated quite clearly here:
Heat Treat & Thermal Processing Requirements Of Post-Processing AM
If you are going to get involved in AM, it is essential to have the right equipment. One of the most talked about equipment is hot isostatic pressing (HIP) technology. Often, heat treat operations use HIP equipment for post-process heat treating in order to get the solid part they desire. For the most part, commercial heat treaters have positioned themselves to handle the R&D required to navigate the terrain of overcoming processing challenges of new/complex parts and creating standardizations. However, private R&D facilities and departments are also building out their capabilities to handle AM in HIP.
However, so also have vacuum furnaces been a key leader in heat treating AM components. Here, commercial heat treaters have also made moves to expand their equipment/process offerings to accommodate AM parts.
https://www.heattreattoday.com/heat-treating-am-components-to-infinity-and-beyond/

Fig. 5 – Printing in Innomia Jaroměř
Jiří Stanislav
June 9, 2024