TUS, SAT, náklady a Nadca 207

Na Heat Treatment Forum ve Wroclawi měl Janusz Kowaleski z firmy Ipsen zajímavou prezentaci na téma „Jak vybrat vakuovou pec“. Byly v ní zmíněny všechny aspekty výběru, jedním z nich je ale nákladovost provozu zařízení s ohledem na dodržování AMS 2750G. Nadca 207 pro výrobu forem na tlakové lití říká, že aby pec mohla být používání pro kalení vložek forem na tlakové lití, musí být udržována podle ASTM 2750G, nebo CQI-9.
Je v tom nějaký rozdíl pro kalírnu nebo pro nástrojárnu, která formy vyrábí?
Abychom udrželi pec ve validovaném stavu, výše uvedené normy říkají, že abychom si byli jisti, že požadovaná teplota je i teplotou skutečnou, a to v celém užitném prostoru pece, musíme provádět periodický SAT a TUS.
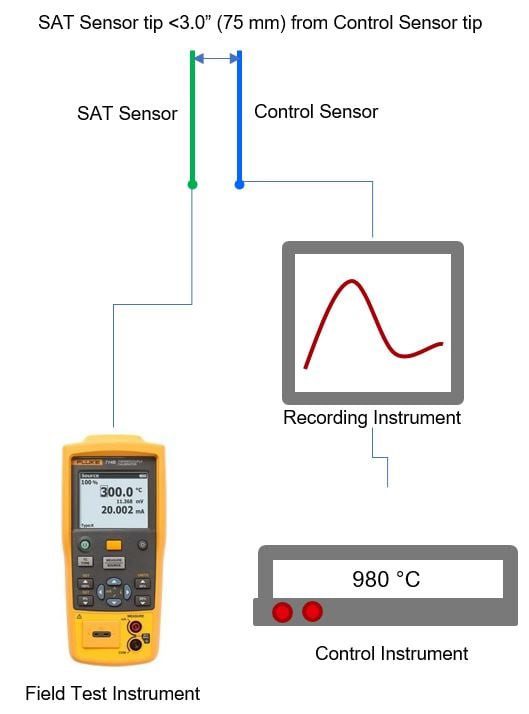
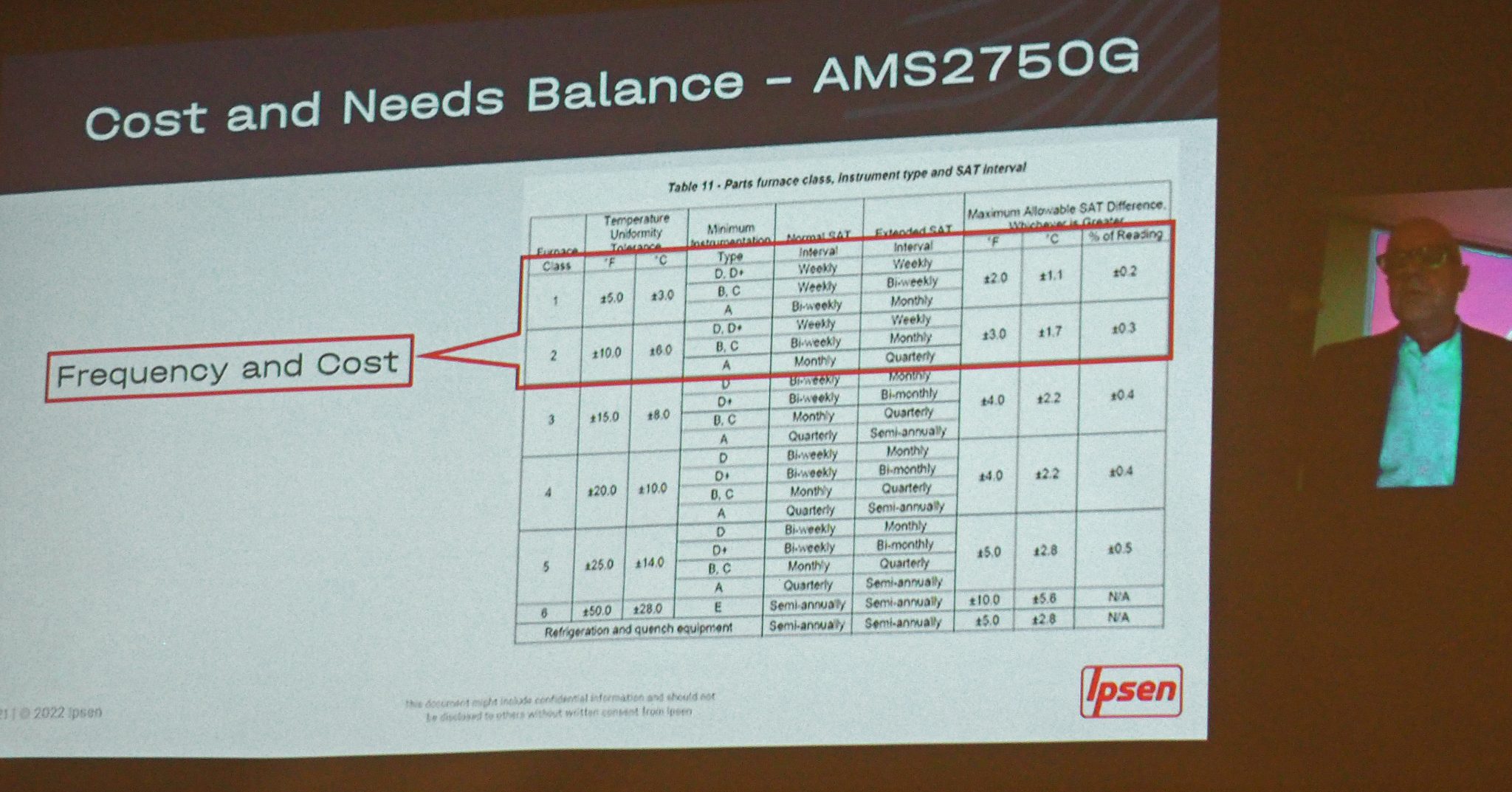
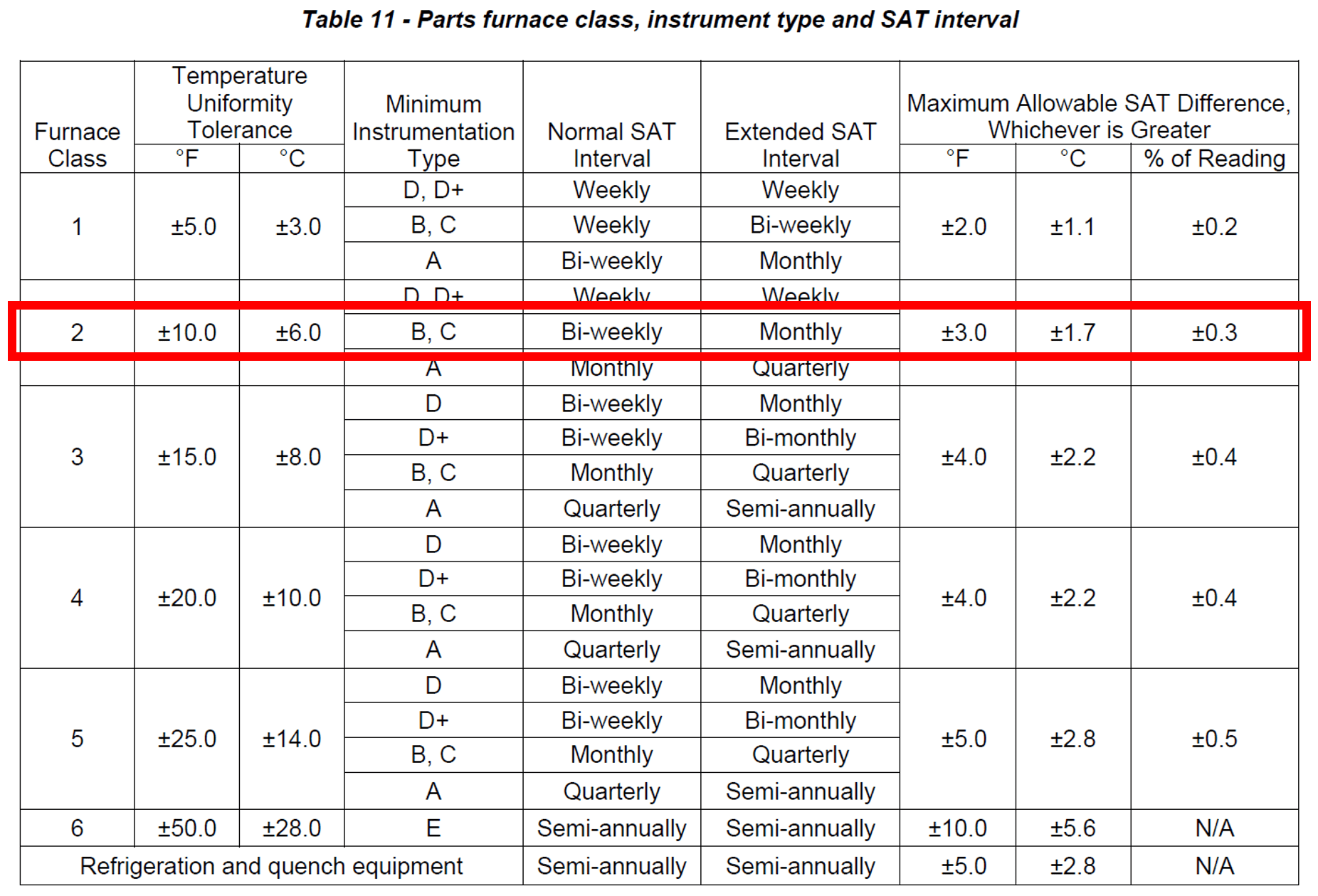
SAT (System Accuracy Test) je ověření, že celý teplotní řetězec pece od termočlánku přes propojovací kabely až po zobrazovací přístroje nevykazuje větší odchylku, než je uvedena v Tabulce 11 normy ASTM 2750 G. SAT by měl být tedy prováděn minimálně každý měsíc, nebo po jakékoli údržbě, která by mohla ovlivnit přesnost systému měření.
Podle CQI-9, 4th edice SAT by měl být prováděn čtvrtletně nebo po jakékoli údržbě, která by mohla ovlivnit přesnost systému měření.
TUS (Temperature Uniformity Survey) je test, který říká, že uvnitř pracovního prostoru pece je požadovaná rovnoměrnost teploty, a že vyhovuje tolerančnímu pásmu třídy pece dle normy ASTM 2750 G. TUS by měl být prováděn čtvrtletně nebo po každé významnější opravě pece s dopadem na rovnoměrnost teploty v peci, v kvalifikovaném rozsahu teplot.
Podle CQI-9, 4th edice TUS by měl být prováděn jednou ročně nebo po každé významnější opravě pece s dopadem na rovnoměrnost teploty v peci, v kvalifikovaném rozsahu teplot.
Pokud se ale pec používá ve dvou pásmech kvalifikovaných teplot, např. v pásmu teplot pro kalení od 900 do 1100 C, a v pásmu teplot pro popouštění bapř. 400-600 C, pak každý rozsah teplot může mít svůj TUS.
Co z toho vyplývá? Pokud hledáme kalírnu, která by mohla optimálně zpracovat naše díly, pak jednoznačně to bude kalírna, validující pece dle AMS 2750 G. Intervaly ověřování teploty jsou zcela jiné.
- SAT – AMS 2750 G/CQI-9: 1x za měsíc/1x za 3 měsíce
- TUS – AMS 2750 G/CQI-9: 1x za 3 měsíce/1x za rok
Pro kalírnu bude ale zásadní rozdíl v nákladech. Každý test SAT nebo TUS stojí peníze. Tyto náklady jsou dány délkou odstávky zařízení pro provedení měření, odpisy měřícího zařízení, náklady na termočlánky, náklady na energii a technické plyny, náklady na měřícího technika ale i náklady na obsluhu pece. Odhadem lze říci, že jeden SAT bude stát cca 15 000 Kč, a jeden TUS pak kolem 40 000 Kč.
Roční náklady na validaci pece v režimu AMS 2750 G budou pak: 12 x 15 000 + 4 x 40 000 = 180 000 + 160 000 = 340 000 Kč, v režimu CQI-9 pak: 4 x 15 000 + 1 x 40 000 = 60 000 + 40 000 = 100 000 Kč.
To se samozřejmě promítne do cen za tepelné zpracování. Je ale na nástrojárně nebo výrobci dílů posoudit, jestli zvýšená bezpečnost kalení z hlediska kontroly teploty je pro nás natolik důležitá, že nám stojí za to zaplatit vyšší cenu za zpracování.

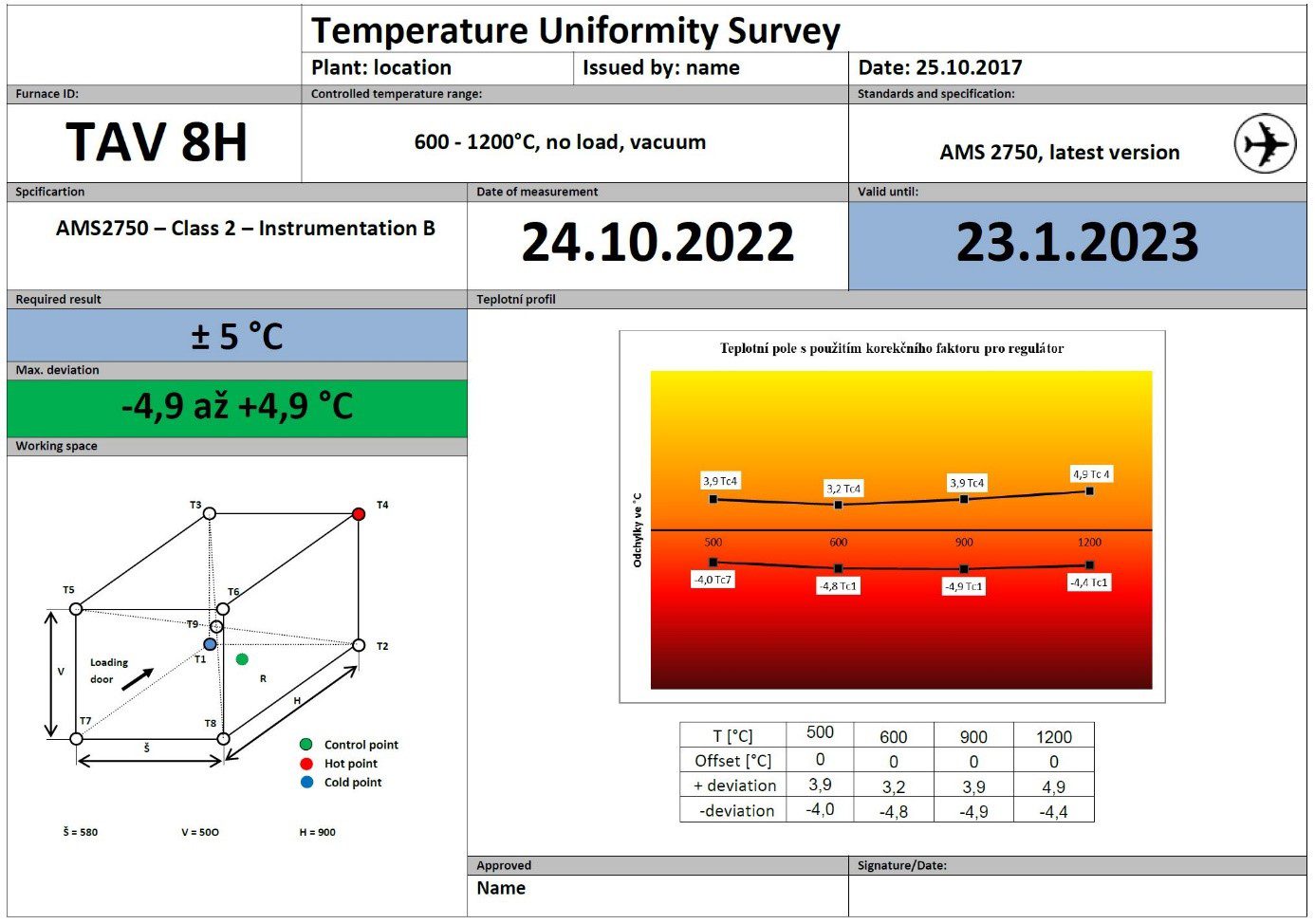
A jak poznám, že kalírna tyto režimy opravdu dodržuje? Opět je to jednoduché. Stačí se podívat na pec. Pokud tam visí tento dokument, vše je v pořádku. Pokud ne, tak je ještě varianta, že leží někde v šuplíku. Protože ale musí být v papírové formě, je jednoduché si jej vyžádat. Pokud ale takovýto papír se v kalírně nenajde, raději jít opět jinam.
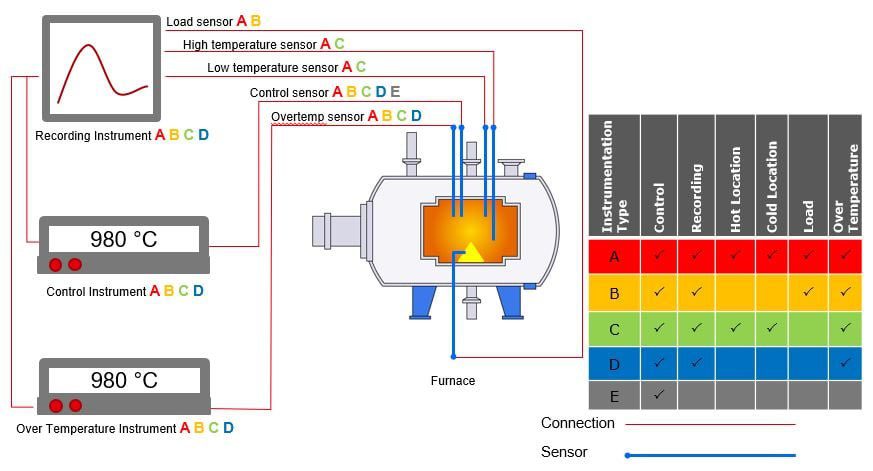
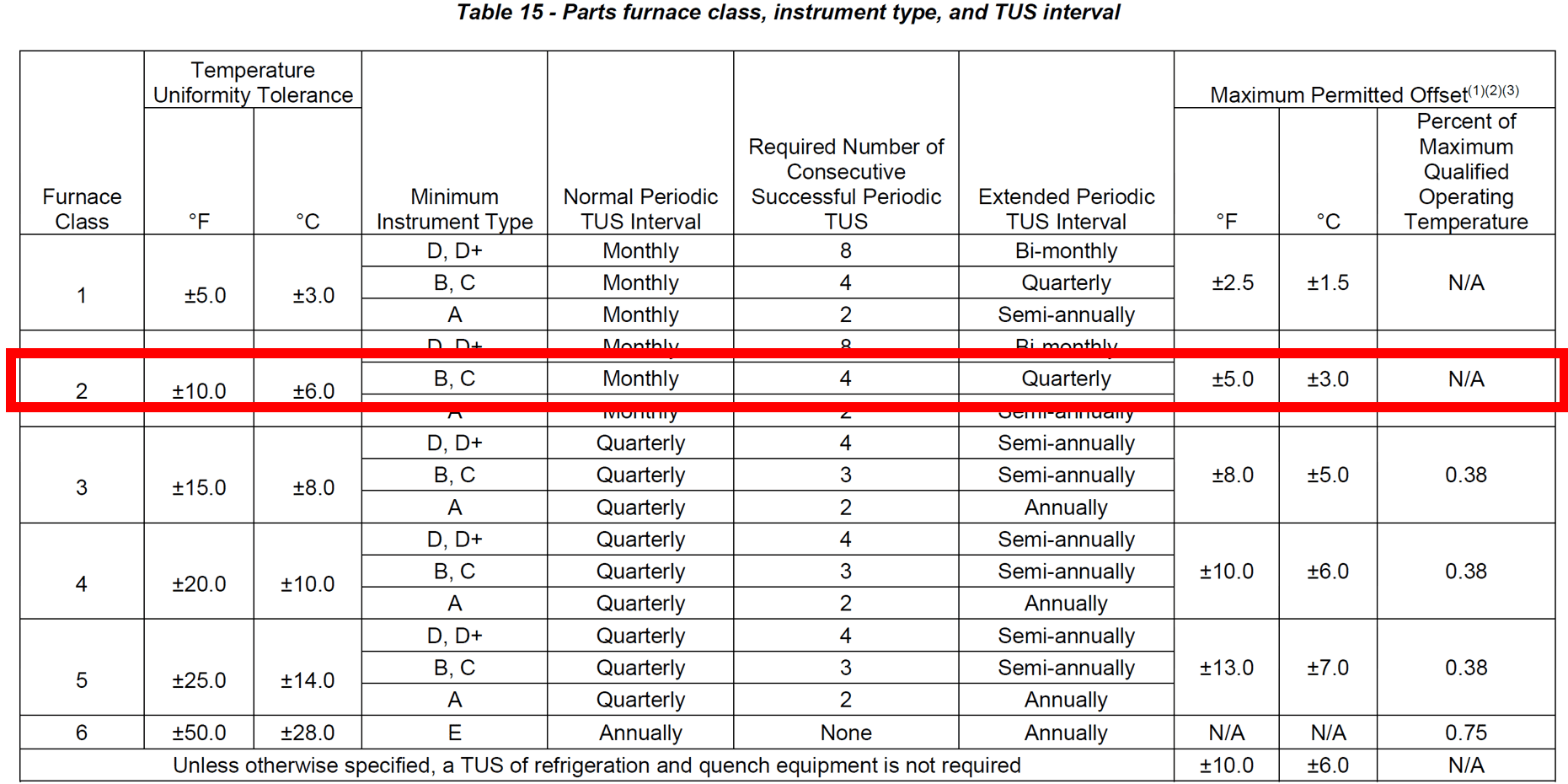
A jaké jsou opravdu požadavky na pece? Pouze výjimečně třída pece 1, především pro tepellné zpracování hliníku, pro některé aplikace třída pece 2. Převažující je ale třída 5. To je překvapující, protože v současné době všechny vakuové pece se nakupují v třídě pece 2 a v instrumentaci B bez výjimky. Nadca-207 třídu pece pro kalení vložek na formy pro tlakové lití nepředepisuje, nicméně od jiných standardů se odlišuje tím, že předepisuje pro každý materiál pouze a výhradně jen jednu teplotu, bez tolerančního pásma. Pokud tedy budeme kalit např. Dievar, máme předpis na austenitizační teplotu 1010 °C. Pokud budeme pracovat s třídou pece 1, máme jistotu, že uvnitř pece v celém prostoru je 1007-1013 °C, u pece třídy 2 od 1004 do 1016 °C a u pece třídy 5 od 995 do 1025 °C. Je jasné, co je pro objednatele výhodnější. Protože ale Nadca-207 předepisuje jako přejímací parametry vstupní testy na rázovou houževnatost, je pouze na nástrojárně, jak si omezí toleranční pásmo teplot u svého dodavatele tepelného zpracování, a kolik rizik s příliš velkým rozptylem teplot je schopna unést.
Jiří Stanislav
6. června 2023


{kind=link}