Nadca 207 versus AMS 2750 G

Last year, a revision of AMS 2750 G was issued for the pyrometry of heat treatment furnaces. Because Nadca 207, rev. 2022 says that in order for a furnace to work for hardening die casting dies, it must meet the criteria of AMS 2750, in its latest version. For this to be the case, everything from the AMS 2750 G standard must be fulfilled by heat treater – see extract from Nadca 207. rev. 2022
So what is the impact of the change to this essential standard for the validation of furnaces for heat treatment of die casting dies?
- All temperature monitoring and recording devices, including overheating monitoring, must be digital. An exemption for recorders is allowed until June 29, 2023. After that date, the furnace must not contain analogue devices
- All these instruments must have an accuracy of ±1 °C or ±0.2% of the measured temperature rounded to the smallest whole number

- Load thermocouples have limited use according to the working temperature and according to table 6
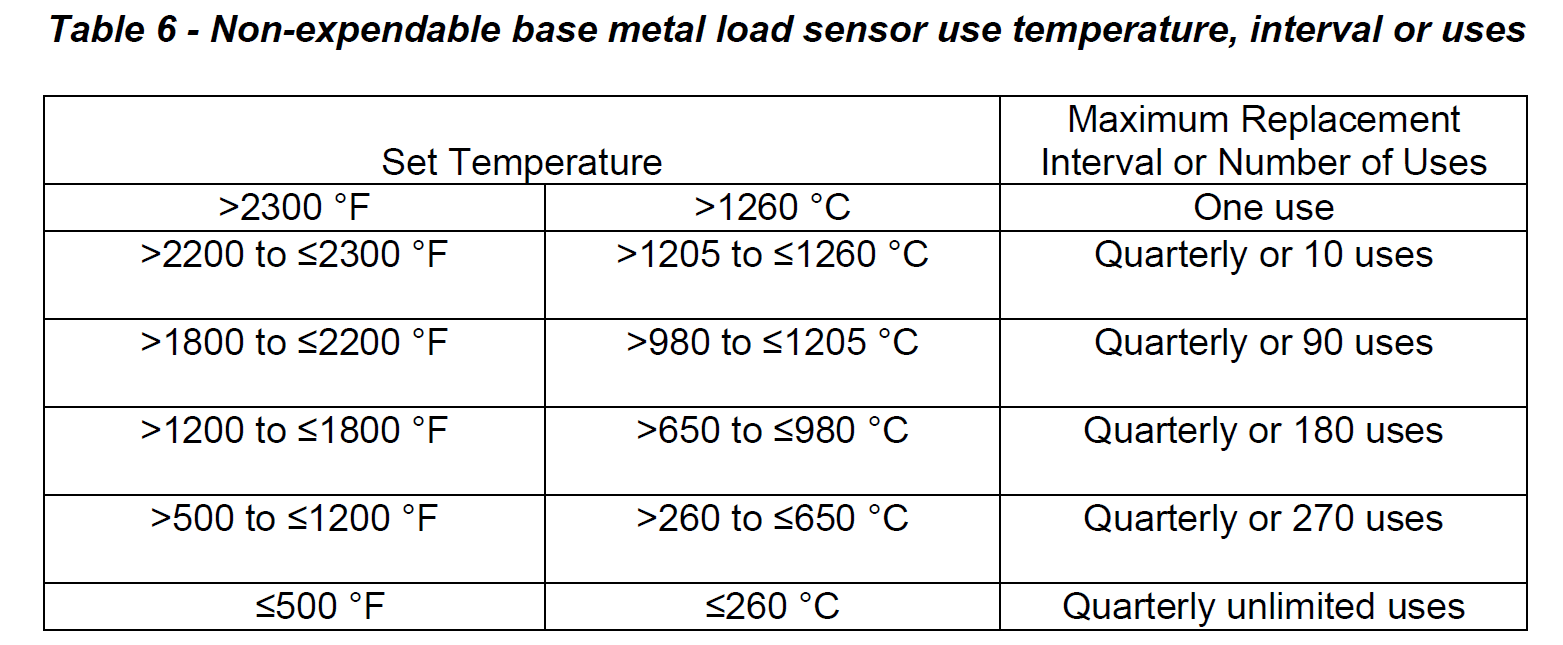
- For each load thermocouple, a record must be kept of the number of uses, the temperature of use and ID of load cycle, including the use for TUS and SAT
![]()
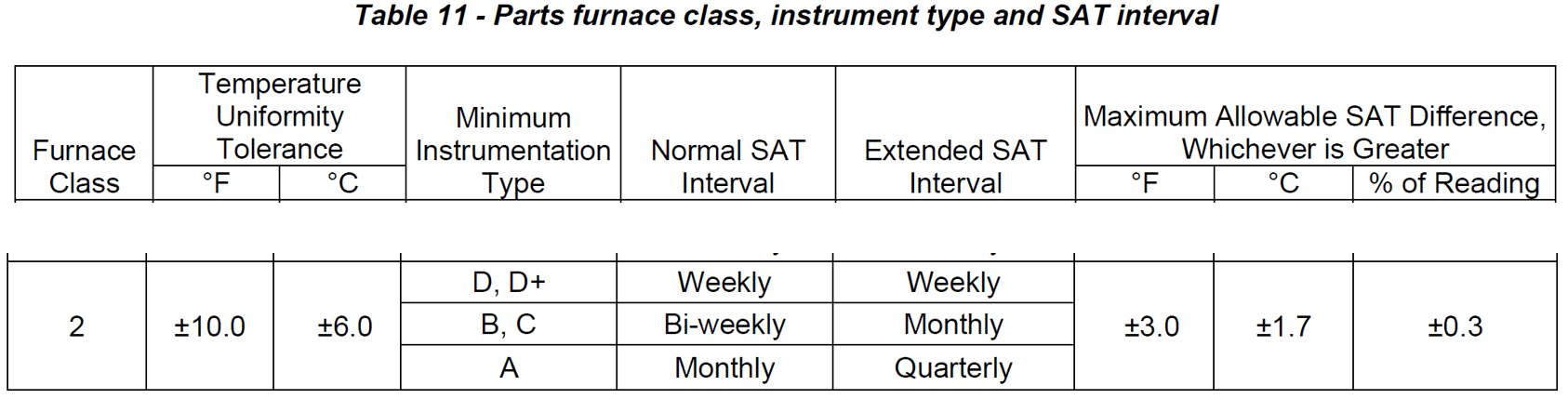
- The interval for carrying out SAT is defined in table no. 11. For hardening the parts of the die casting dies, it must be Class 2 furnaces, instrumentation B, an interval of 2 weeks, extendable to 1x per month.
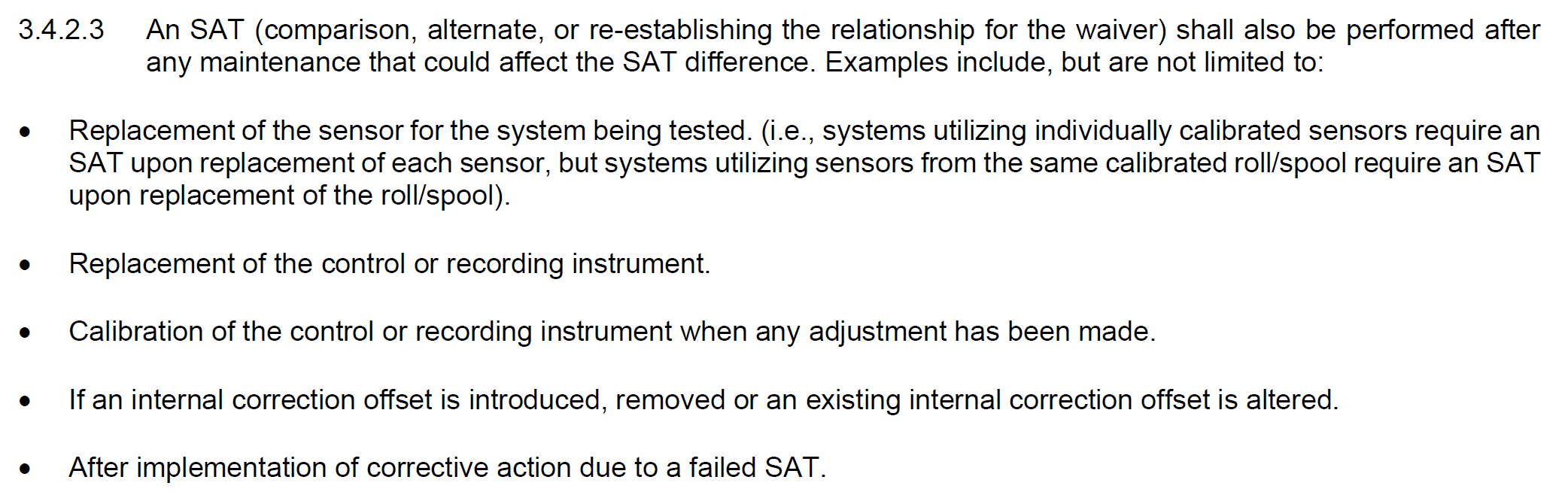
- The SAT test (System Accuracy Test) must be performed whenever there is a change to the furnace resulting in a potential temperature deviation
- When performing a TUS (Temperature Uniformity Survey), the measuring points must accurately reflect the useful space. No part to be processed may not be placed in the furnace outside this area
![]()
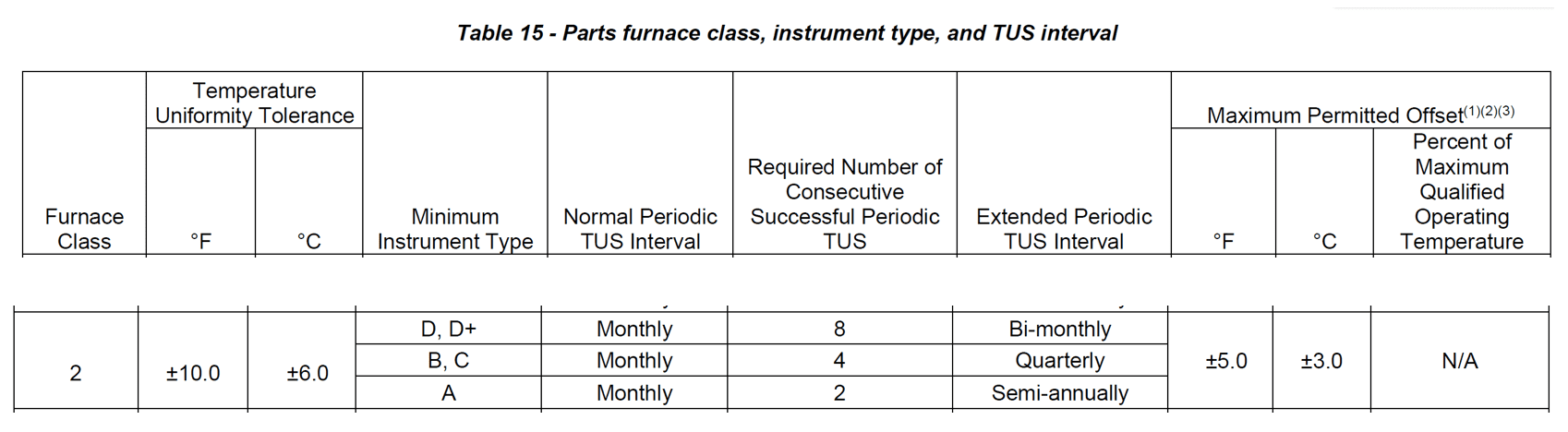
- If an extended interval for performing TUS is applied, an unsuccessful TUS result results in a return to the original interval according to table 15. For standard vacuum furnaces for hardening according to Nadca 207, rev. 2022, this is the case of a furnace in Class 2, instrumentation B. The basic period for TUS is one month, the extended period then quarterly, if the 4 previous TUS measurements were OK.

And why am I writing this here? As I previously wrote about the heat treaters audit, which tool shops or die-casting companies should periodically perform at their heat treatment supplier, these changes need to be taken into account. This is the only way to be sure that the documented temperature will also be the actual temperature.
Source:
[1] AMS 2750G
[3] https://www.jstconsultancy.cz/audit-kaliren-pro-nadca-207/
January 31, 2023
Jiří Stanislav


{kind=link}